
 商标分类
商标分类  商标转让
商标转让 
一种锯齿形密炼机转子的制作方法
 2021-02-24 01:02:26|
2021-02-24 01:02:26| 482|
482| 起点商标网
起点商标网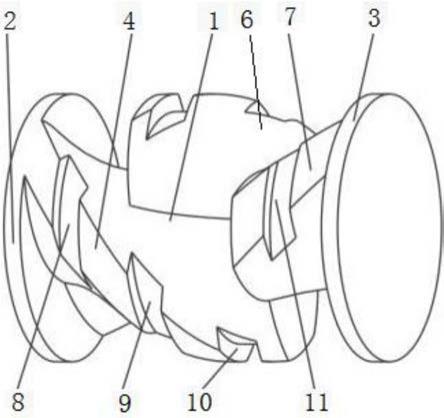
:
[0001]
本实用新型属于橡塑机械设备技术领域,具体涉及一种锯齿形密炼机转子,适用于白炭黑反应式混炼的密炼机。
背景技术:
:
[0002]
在橡胶混炼过程中,胶料(橡胶和炭黑等)在密炼室中的运动主要有两种形式:一种是胶料周向运动,对于剪切型转子而言,胶料在密炼室中会形成两个周向运动;另外一种是轴向运动,轴向运动能够起到自动翻胶和混合的作用,使得胶料在密炼室中分散混合趋向最优。流动过程中通过转子的剪切拉伸作用产生新的界面,新的界面是提高小料混合效果的重要因素。
[0003]
然而,对于密炼机剪切型转子而言,由于转子突棱的存在,转子表面上的各点的回转半径也不相同,从而导致了转子表面各点处的胶料流动速度大小也存在差别。一般来说随着回转半径的增大,胶料的流动速度也会相应的增大。另外一方面,对于剪切型转子,随着转子表面回转半径的增大,转子与密炼室内壁之间的间隙会变小,转子突棱顶与密炼室内壁形成的间隙是产生高剪切应力,块状转子宽大的棱峰与密炼室内壁共同作用促进剪切,间隙变小直接导致了胶料混炼时温度急剧升高,容易引起胶烧现象,如同:中国专利201610738032.0 公开的一种六棱锯齿型动态变间隙密炼机转子包括转子体,所述转子体上设置有六条突棱,包括三条长棱和三条短棱,所述突棱从所述转子体的两端向中间螺旋延伸,包括始端和终端,所述始端为突棱上起始于转子体端面的一端,所述终端为与所述始端对应的突棱上的另一端;所述突棱的棱顶上分别设置有若干齿槽,沿所述始端到所述终端方向上,每条突棱上的所述齿槽的宽度差不变,且所述齿槽与齿槽之间的距离逐渐变小;所述齿槽的开口方向平行于所述转子体的端面,所述齿槽与相邻齿槽之间设置有逐渐变化的齿槽间距;相邻两所述齿槽的宽度差是定值,相邻两所述齿槽间距的宽度差也是定值,所述齿槽及齿槽间距的尺寸由突棱的长度决定;所述长棱上齿槽位置最靠近始端位置的这一条长棱作为第一长棱,沿所述第一长棱螺旋方向的相邻长棱为第二长棱,沿所述第一长棱螺旋方向的反方向的相邻长棱为第三长棱,所述齿槽与齿槽间距在所述转子体轴线上的投影位置关系为:在沿所述始端到终端的方向上,所述第一长棱上第一个齿槽间距的投影长度=所述第二长棱上第一个齿槽的投影长度+所述第三长棱上第一个齿槽的投影长度,且第三长棱上第一个齿槽的投影在所述第二长棱上第一个齿槽的投影的前端;中国专利201610739927.6公开的一种四棱锯齿型动态变间隙密炼机转子包括转子体,所述转子体上设置有四条突棱,包括两条长棱和两条短棱,所述突棱从所述转子体的两端向中间螺旋延伸,包括始端和终端;所述突棱的棱顶上分别设置有若干齿槽,沿所述始端到所述终端方向上,每条突棱上的所述齿槽的宽度差不变,并且所述齿槽与齿槽之间的距离逐渐变小,同时在转子的轴向方向上齿槽的深度均相同;所述齿槽的开口方向平行于所述转子体的端面,所述齿槽与相邻齿槽之间设置有齿槽间距;所述突棱上的所述齿槽的宽度与相邻齿槽的宽度差均相等,并根据转子棱的长度确定;沿所述始端到所述终端方向上,所述齿槽间距的宽
度不断减小,并由转子棱的长度确定;所述齿槽在所述转子体轴线上的投影位置关系为:一条所述长棱上的齿槽间距与另一条所述长棱上的齿槽位置对应,且宽度相等;中国专利201610738024.6公开的一种同步四棱锯齿型动态变间隙密炼机转子包括转子体,所述转子体上设置有四条突棱,包括两条长棱和两条短棱,一条所述长棱与一条所述短棱起始于所述转子体的一端,另一条所述短棱和另一条所述长棱起始于所述转子体的另一端,所述突棱从所述转子体的两端向中间螺旋延伸,包括始端和终端;所述突棱的棱顶上分别设置有若干齿槽,沿所述始端到所述终端方向上,每条突棱上的所述齿槽的宽度差保持不变,且所述齿槽与齿槽之间的距离逐渐变小,同时在转子的轴向方向上齿槽存在深、浅两种不同程度的变化;所述齿槽的开口方向平行于所述转子体的端面,所述齿槽与相邻齿槽之间设置有齿槽间距,所述突棱上的所述齿槽与相邻齿槽的宽度差相等,并根据转子棱的长度确定;沿所述始端到所述终端方向上,所述齿槽间距的宽度不断减小,并由转子棱的长度确定;所述转子体的任一轴向截面上,所述齿槽的底面在所述轴向截面上的投影在以所述转子体为圆心的浅齿槽圆和深齿槽圆上;中国专利201610737294.5公开的一种同步六棱锯齿型动态变间隙密炼机转子包括转子体,所述转子体上设置有六条突棱,包括三条长棱和三条短棱,所述突棱从所述转子体的两端向中间螺旋延伸,包括始端和终端;所述突棱的棱顶上分别设置有若干齿槽,沿所述始端到所述终端方向上,每条突棱上的所述齿槽的宽度差不变,且所述齿槽与齿槽之间的距离逐渐变小;所述齿槽的开口方向平行于所述转子体的端面,所述齿槽与相邻齿槽之间设置有逐渐变化的齿槽间距;相邻两所述齿槽的宽度差是定值,相邻两所述齿槽间距的宽度差也是定值,所述齿槽及齿槽间距的尺寸由突棱的长度决定;所述长棱上齿槽位置最靠近始端位置的这一条长棱作为第一长棱,沿所述第一长棱螺旋方向的相邻长棱为第二长棱,沿所述第一长棱螺旋方向的反方向的相邻长棱为第三长棱,所述齿槽在所述转子体轴线上的投影位置关系为:在沿所述始端到终端的方向上,所述第一长棱上的第一个齿槽的投影线、所述第三长棱上的第一个齿槽的投影线和所述第二长棱上的第一个齿槽的投影线,依次类推,三者无间隔地依次排列。
[0004]
因此,如何克服现有密炼机转子所存在的不足,提高炼胶速率和炼胶质量,设计研发一种锯齿形密炼机转子,解决技术问题。
技术实现要素:
:
[0005]
本实用新型的目的在于克服现有技术存在的缺点,寻求设计一种锯齿形密炼机转子,能够显著提高胶料的流动性与分散性。
[0006]
为了实现上述目的,本实用新型涉及的锯齿形密炼机转子为剪切型同步转子,主体结构均包括转子体、左挡胶板、右挡胶板、第一长棱、第一短棱、第二长棱、第二短棱、一号长棱锯齿槽、二号长棱锯齿槽、三号长棱锯齿槽和短棱锯齿槽;转子体的左端设置有左挡胶板,转子体的右端设置有右挡胶板,转子体上设置有第一长棱、第一短棱、第二长棱和第二短棱,第一长棱和第一短棱从左挡胶板向中间螺旋延伸,第二长棱和第二短棱从右挡胶板向中间螺旋延伸,第一长棱和第二长棱上均设置有一号长棱锯齿槽、二号长棱锯齿槽和三号长棱锯齿槽,第一短棱与第二短棱上均设置有短棱锯齿槽。
[0007]
本实用新型涉及的转子体为圆柱形结构,第一长棱、第一短棱、第二长棱和第二短棱设置在转子体的基圆外表面圆周上;一号长棱锯齿槽、二号长棱锯齿槽和三号长棱锯齿
槽等间距式设置在第一长棱和第二长棱上。
[0008]
本实用新型涉及的第一长棱与第二长棱的旋向相反且关于中心对称;第一短棱与第二短棱的旋向相反且关于中心对称;第一长棱和第二长棱的螺旋角β1以及第一短棱和第二短棱的螺旋角β2均为 50
°±
10
°
,使得第一长棱和第二长棱的长度为第一长棱和第二长棱的螺旋导程的1/2,第一短棱和第二短棱的长度为第一短棱和第二短棱的螺旋导程的1/4;第一长棱与第一短棱的相位差、第一长棱与第二长棱在始端的相位差和第二长棱与第二短棱的相位差均为180
°±ꢀ
10
°
;第一长棱、第一短棱、第二长棱和第二短棱的棱宽所占的角度为棱宽角α,棱宽角α为30
°±
10
°
,以形成凸块;一号长棱锯齿槽、二号长棱锯齿槽、三号长棱锯齿槽和短棱锯齿槽的开口方向与转子体的端面平行;一号长棱锯齿槽、二号长棱锯齿槽、三号长棱锯齿槽和短棱锯齿槽的宽度均相等,且根据转子体的直径和高度及第一长棱、第一短棱、第二长棱和第二短棱的长度选取;一号长棱锯齿槽的深度大于二号长棱锯齿槽的深度,二号长棱锯齿槽的深度大于三号长棱锯齿槽的深度。
[0009]
本实用新型涉及的锯齿形密炼机转子,在转子体的轴向截面上,前峰面的曲率半径为60
°±
10
°
,后峰面的曲率半径为50
°±
10
°
,前峰面的曲率半径大于后峰面的曲率半径,能够保证良好的吃胶性能;第一长棱和第二长棱与第一短棱和第二短棱的长度比为1:2时,能够保证轴向力与周向力均衡。
[0010]
本实用新型涉及的锯齿形密炼机转子在同一转子上集合了“狭窄间隙理论”与“宽大间隙学说”的优点,“狭窄间隙理论”与“宽大间隙学说”是由占部诚亮基于密炼机转子棱尖与内壁之间隙对混炼的影响和分散物不同,转子与密炼室壁间隙对其混炼胶料作用便不一样得出的。
[0011]
本实用新型与现有技术中的切线型转子相比,具有以下优点:1、在第一长棱和第二长棱上设置一号长棱锯齿槽、二号长棱锯齿槽和三号长棱锯齿槽,在第一短棱与第二短棱上设置短棱锯齿槽,改变胶料的周向流动,保证了与密炼机内壁充分的剪切性能,在混炼初期,胶料在被迫通过第一长棱、第一短棱、第二长棱和第二短棱与密练室壁或转子体之间时,胶料不仅受到转子体与密练室壁之间的强剪切和拉伸作用,还受到一号长棱锯齿槽、二号长棱锯齿槽、三号长棱锯齿槽和短棱锯齿槽的剪切拉伸作用,进而产生更多的新鲜表面,有利于填料、配合剂的分布与分散;2、随着剪切升温和胶料门尼钻度的降低,粘弹性的胶料在剪切变稀后更易在一号长棱锯齿槽、二号长棱锯齿槽、三号长棱锯齿槽和短棱锯齿槽中流动,从而减轻了胶料强烈的剪切升温效果,一号长棱锯齿槽、二号长棱锯齿槽、三号长棱锯齿槽和短棱锯齿槽的剪切作用成了辅助作用,有利于胶料的充分流动和分散;3、一号长棱锯齿槽、二号长棱锯齿槽、三号长棱锯齿槽和短棱锯齿槽的数量和分布密度随着胶料周向流动的速度的增大而增加,在混炼过程中,当两转子有速度梯度时,两转子突棱处的间隙,处于动态可变的状态,既可以实现小间隙时的强烈剪切分散,又可保证 大间隙的分布降温效果,从而为白炭黑的充分分散和硅烷化反应提供了有效的保障,强化了坨状胶料在棱与棱之间的相互捏炼作用,使得胶料在密炼室内的流动更混乱,提高了炼胶质量和炼胶效率。
附图说明:
[0012]
图1为本实用新型的主体结构原理示意图。
[0013]
图2为本实用新型的主体结构主视图。
[0014]
图3为本实用新型的主体结构剖视图。
[0015]
图4为本实用新型涉及的第一长棱、第一短棱、第二长棱和第二短棱的展开图。
[0016]
图5为本实用新型涉及的锯齿形密炼机转子与常规四棱同步转子的胶料均匀性测试结果对比图。
[0017]
图6为本实用新型涉及的锯齿形密炼机转子与常规四棱同步转子混炼过程的温度变化曲线图。
[0018]
图7为本实用新型涉及的锯齿形密炼机转子与常规四棱同步转子混炼胶的弹性剪切模量的变化曲线图。
[0019]
图8为本实用新型涉及的锯齿形密炼机转子与常规四棱同步转子混炼胶的payne效应的实验结果对比图。
具体实施方式:
[0020]
下面通过实施实例并结合附图对本实用新型做进一步描述。
[0021]
实施例1:
[0022]
本实施例涉及的锯齿形密炼机转子为剪切型同步转子,主体结构均包括转子体1、左挡胶板2、右挡胶板3、第一长棱4、第一短棱5、第二长棱6、第二短棱7、一号长棱锯齿槽8、二号长棱锯齿槽9、三号长棱锯齿槽10和短棱锯齿槽11;圆柱形结构的转子体1的左端设置有左挡胶板2,转子体1的右端设置有右挡胶板3,转子体1的基圆外表面圆周上设置有第一长棱4、第一短棱5、第二长棱6和第二短棱7,第一长棱4和第一短棱5从左挡胶板2向中间螺旋延伸,第二长棱6和第二短棱7从右挡胶板3向中间螺旋延伸,第一长棱4和第二长棱6上均等间距式设置有一号长棱锯齿槽8、二号长棱锯齿槽 9和三号长棱锯齿槽10,第一短棱5与第二短棱7上均设置有短棱锯齿槽11。
[0023]
本实施例涉及的第一长棱4和第二长棱6的螺旋角β1以及第一短棱5和第二短棱7的螺旋角β2均为为50
°
;第一长棱4与第一短棱5的相位差、第一长棱4与第二长棱6在始端的相位差和第二长棱 6与第二短棱7的相位差均为180
°
;第一长棱4、第一短棱5、第二长棱6和第二短棱7的棱宽角α为30
°
;前峰面12的曲率半径为 60
°
,后峰面13的曲率半径为50
°
。
[0024]
本实施例涉及的锯齿形密炼机转子对胶料的分散分布影响,采用常规四棱同步转子进行对比实验,将本实施例锯齿形密炼机转子与常规四棱同步转子分别装设于密炼机上进行混炼,混炼工艺为:转速设定为80r/min,恒温炼胶模式,首先加入30质量份顺丁橡胶和96.25 质量份sbr(丁苯橡胶)塑炼40s,然后加入12.5质量份炭黑以及由 5.4质量份硅烷偶联剂si-69、1.5质量份防老剂rd、0.3质量份防焦剂、2质量份zno(氧化锌)、3质量份油(芳烃油)、2质量份增塑剂a、1.5质量份微晶蜡、2质量份硬脂酸组成的小料混炼40s后提上顶栓,最后加入剩余12.5质量份炭黑和175.45质量份白混炼, 120
°
提一次上顶栓,130
°
提一次上顶栓,140
°
提一次上顶栓,在 140
°-
150
°
之间保持一分钟,150
°
时排胶,得到混炼胶料;对混炼胶料进行实验,得到并分析炭黑分散度、门尼粘度、物理性能参数和低应变剪切模量的实验数据:
[0025]
(1)炭黑分散度分析,炭黑分散值如表1所示:
[0026][0027]
可知,本实施例锯齿形密炼机转子混炼胶的炭黑分散度优于常规四棱同步转子混炼胶的炭黑分散度;这是因为胶料在被迫通过第一长棱4、第一短棱5、第二长棱6和第二短棱7与密练室壁或两转子体1之间时,胶料不仅受到转子体1与密练室壁之间的强剪切和拉伸作用,还受到螺旋角β1和β2提供的更强的轴向移动力,强剪切和拉伸和轴向移动力共同作用有利于填料和配合剂的分布与分散,增加了胶料的炭黑分散度;
[0028]
(2)胶料均匀性分析:在同一片胶料中,选取四个位置取样在 rpa中进行形变扫描,若四处的白炭黑分散度较为集中,则胶料的均匀性越好;在温度为60
°
的条件下调节胶片5min,对硫化试样进行两次形变扫描,第一次形变扫描中剪切模量为“填料-填料”和“填料与橡胶分子链”相互作用,在扫描中打破填料之间的相互作用,第二次扫描的剪切模量为“填料与分子链”的相互作用,由公式:得出分散系数,其中,payne(max)为不加硅烷偶联剂得到的配方的payne效应,即剪切模量曲线下降至接近平稳与形变横坐标所覆盖的面积,payne(01)为第一次形变扫描时剪切模量曲线下降至接近平稳与形变横坐标所覆盖的面积;payne
[0029]
(02)为第二次形变扫描时剪切模量曲线下降至接近平稳与形变横坐标所覆盖的面积;本实施例锯齿形密炼机转子与常规四棱同步转子的胶料均匀性测试结果如图5所示,可知,本实施例锯齿形密炼机转子混炼胶的白炭黑分散性和均匀性好于常规四棱同步转子混炼胶的分散性和均匀性,证明本实施例锯齿形密炼机转子有利于填料的混合;这是因为白炭黑在混炼过程中极易聚集,一旦聚集后再分散将极为困难,需要多次剪切才能将其分散开;占部诚亮的“间隙宽大好的学说”指出“混炼胶中的配合剂的分散程度由mckelvcy所提出的
‘
高剪切区域所决定
’
主要问题是含有配合剂的胶料通过这一区域的概率,以及它与转子转速和混炼时间的乘积。”,本实施例锯齿形密炼机转子通过一号长棱锯齿槽8、二号长棱锯齿槽9、三号长棱锯齿槽10和短棱锯齿槽11,增大第一长棱4、第一短棱5、第二长棱6和第二短棱7 与密炼室壁之间的间隙,增大了胶料通过高剪切区域的面积,从而增强了白炭黑的分散效果以及同一批次胶料的均匀性;
[0030]
(3)升温速率的分析:本实施例锯齿形密炼机转子与常规四棱同步转子混炼过程的温度变化曲线如图6所示,在混炼初期,本实施例锯齿形密炼机转子的升温速率近乎持平于常规四棱同步转子,这是因为虽然本实施例锯齿形密炼机转子小于常规四棱同步转子的狭小间隙的面积,但本实施例锯齿形密炼机转子第一长棱4、第一短棱5、第二长棱6、第二短棱7处间隙小于常规四棱同步转子,受到的剪切作用要强于常规四棱同步转子,并且混炼初期,胶料不仅受到转子体1与密练室壁之间的强剪切、拉伸作用,同时在一号长棱锯齿槽8、二号长棱锯齿槽9、三号长棱锯齿槽10和短棱锯齿槽11处的剪切升温明显,而随着剪切升温和门尼粘度的降低,粘弹性的胶料在第一长棱4、第一短棱5、第二长棱6、第二短棱7与密练
室壁之间时,剪切变稀的胶料更易从一号长棱锯齿槽8、二号长棱锯齿槽9、三号长棱锯齿槽10和短棱锯齿槽11中流动,从而减轻了胶料强烈的剪切升温效果,且本实施例锯齿形密炼机转子因为更狭小的间隙,对密炼室壁之间的刮胶效果更明显,十分有利于胶温的传递和冷却,由此可见,本实施例锯齿形密炼机转子的温控效果要明显好于常规四棱同步转子的温控效果;
[0031]
(4)物理性能分析:本实施例锯齿形密炼机转子与常规四棱同步转子混炼胶的物理性能对比如表1所示:
[0032][0033]
可知,本实施例锯齿形密炼机转子混炼胶的门尼粘度低于常规四棱同步转子混炼胶的门尼粘度,有利于胶料的后期的加工;本实施例锯齿形密炼机转子混炼胶的物理性能整体上优于常规四棱同步转子剪切型转子混炼胶的物理性能;
[0034]
(5)动态粘弹性的应变依赖性分析:rpa的payne效应是用来表征填料补强胶料的动态粘弹性的应变依赖性,payne效应的大小可量化为低应变到高应变时的弹性剪切模量(g')的变化幅度δg',δg'=g'
0-g'
∞
,其中,g'0表示最小应变下的模量,g'
∞
表示在最大应变下的模量,δg'越大,payne效应越高,填料的分散性越差,即填料聚集体间的相互作用越大,网络化程度越高,同时填料与橡胶的相互作用越小;本实施例锯齿形密炼机转子对剪切模量和payne效应的影响可以分别从图8得出,胶料在本实施例锯齿形密炼机转子与常规四棱同步转子下,硫化胶的g
’
随剪切应变的增大逐渐下降,这是因为胶料中分子间的滑移、白炭黑网格结构被破坏和白炭黑与胶料基体之间的滑移引起的,由于本实施例锯齿形密炼机转子的剪切作用强于常规四棱同步转子的剪切作用,白炭黑分散速度比团聚速度快,剪切效果明显,硅烷化反应效率变高,payne效应变弱,所以,本实施例锯齿形密炼机转子的g'值和δg'小于常规四棱同步转子的g'值和δ g';
[0035]
综上所述,本实施例锯齿形密炼机转子相比于常规四棱同步转子整体提高了混合效果和温控效果,具体表现如下:
[0036]
1、本实施例锯齿形密炼机转子的胶料门尼粘度值较常规四棱同步转子的胶料门尼粘度值低,炭黑及白炭黑的分散度、混炼胶的均匀性在本实施例锯齿形密炼机转子中明显优于常规四棱同步转子;
[0037]
2、本实施例锯齿形密炼机转子混炼时升温速率相对于常规四棱同步转子要慢,更有利于白炭黑胶料的硅烷化反应,更能适应热敏性材料和高速混炼过程;
[0038]
3、本实施例锯齿形密炼机转子对填料的分散效果和胶料的流动效果好,所以,混炼胶的物理性能、抗湿滑性能等整体上优于常规四棱同步转子,通过实验研究对比,本实施例锯齿形密炼机转子的混炼对胶料性能的影响整体要优于常规四棱同步转子的混炼对胶料性能的影响。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips