
 商标分类
商标分类  商标转让
商标转让 
一种注塑模具的分流机构的制作方法
 2021-02-24 01:02:44|
2021-02-24 01:02:44| 324|
324| 起点商标网
起点商标网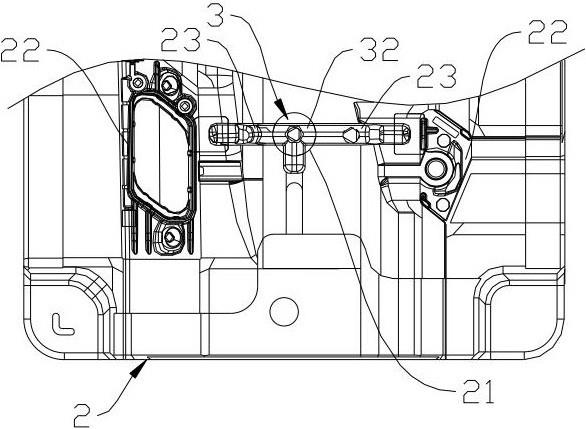
[0001]
本实用新型属于注塑成型技术领域,尤其是涉及一种注塑模具的分流机构。
背景技术:
[0002]
随着社会的发展,注塑件的使用量越来越大,常规的做法是一套注塑模具对应一个注塑件,每次注塑只能制备一个注塑件。为了提高生产效率,通常会在一套注塑模具内设置多个注塑件的模腔,且该多个注塑件是同一个总成上的零件,每次注塑可将多个注塑件同时填充成型,成型后的多个注塑件可直接组成一个总成。
[0003]
但是在同时注塑生产多个注塑件的过程中,可能会发生单个注塑件注塑不良的问题,而缺少该注塑不良的注塑件,其他注塑件无法组成一个总成,只能重新注塑生产补上该缺少的注塑件,但是重新注塑生产又会产出其他注塑件,无法组成总成的注塑件只能做报废处理,不利于生产管控,既增加管理难度,又增加制造成本。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是提供一种有利于降低管理难度及制造成本的注塑模具的分流机构。
[0005]
本实用新型解决上述技术问题所采用的技术方案为:一种注塑模具的分流机构,包括母模板和设置在所述的母模板上的母模仁,所述的母模仁的上端面上设置有圆形的汇集槽和多个成型腔,所有所述的成型腔分别通过分流流道与所述的汇集槽连通,所述的母模仁上设置有与所述的汇集槽相匹配的转动块和用于将所述的转动块锁定的锁定组件,所述的转动块上设置有第一流道和与所述的分流流道数量相等的第二流道,所述的转动块可转动的设置在所述的汇集槽内,所述的第一流道与所述的分流流道错开,所有所述的第二流道沿圆周方向等间距分布,所述的第二流道与所述的分流流道一一对应连通。
[0006]
所述的母模仁的下端面上设置有容置槽,所述的容置槽的槽底设置有与所述的汇集槽连通的第一通孔,所述的锁定组件包括连接杆、转盘和锁定块,所述的转盘的下端面上设置有第一定位槽和与所述的分流流道数量相等的第二定位槽,所有所述的第二定位槽沿圆周方向等间距分布,所述的第一定位槽与所述的第二定位槽位于同一圆周上,所述的连接杆的上端穿过所述的第一通孔后与所述的转动块的下端面固定连接,所述的连接杆的下端与所述的转盘的上端固定连接,所述的转盘可转动的设置在所述的容置槽内,所述的锁定块插入到所述的第一定位槽或一个所述的第二定位槽内将所述的转盘锁定。该结构中,当锁定块插入到第一定位槽内时,第二流道与分流流道一一对应连通,第一流道与分流流道错开,当锁定块插入到一个第二定位槽内时,第一流道与对应的一条分流流道连通,第二流道与分流流道错开,以控制注塑生产多个注塑件或单个注塑件,简单方便。
[0007]
所述的母模板上设置有第二通孔和顶杆,所述的锁定块可滑动的设置在所述的第二通孔内,所述的顶杆的上端伸入到所述的第二通孔内并抵接在所述的锁定块的下端面上,所述的锁定块的上端伸出所述的第二通孔并插入到所述的第一定位槽或一个所述的第
二定位槽内。该结构中,通过顶杆抵接锁定块,以调节锁定块与转盘锁定配合或解锁,稳定可靠。
[0008]
所述的锁定块的上端固定设置有限位球头,所述的限位球头插入到所述的第一定位槽或一个所述的第二定位槽内。该结构中,限位球头起导向作用,便于锁定块快速插入到第一定位槽或一个第二定位槽内,有利于提高装配效率。
[0009]
所述的转动块的上端面的中心位置设置有内六角沉孔。该结构中,当公模仁与母模仁分离时,可通过内六角扳手插入到内六角沉孔旋转转动块,使转动块调节至指定的角度,简单方便。
[0010]
与现有技术相比,本实用新型的优点在于通过在汇集槽内设置转动块,正常注塑生产时使第二流道与分流流道一一对应连通,第一流道与分流流道错开,热熔后的塑料可依次通过第二流道、分流流道填充到对应的成型腔内,一次可产出多个注塑件,当需要生产单个的注塑件时,转动转动块使第一流道与一条分流流道连通,此时第二流道与分流流道错开,热熔后的塑料可依次通过第一流道、一条分流流道填充到对应的成型腔内,一次仅会产出单个注塑件,灵活性较好,有利于生产管控,降低了管理难度及制造成本。
附图说明
[0011]
图1为本实用新型的结构示意图;
[0012]
图2为本实用新型的剖面结构示意图;
[0013]
图3为本实用新型中母模仁的局部结构示意图;
[0014]
图4为本实用新型中转动块和锁定组件的结构示意图一;
[0015]
图5为本实用新型中母模仁的结构示意图;
[0016]
图6为本实用新型中母模仁的剖面结构示意图;
[0017]
图7为本实用新型中转动块和锁定组件的结构示意图二;
[0018]
图8为图2中a处的放大示意图;
[0019]
图9为本实用新型中转动块在使用时的结构示意图一;
[0020]
图10为本实用新型中转动块在使用时的结构示意图二;
[0021]
图11为本实用新型中转动块在使用时的结构示意图三。
[0022]
图中:1、母模板;11、第二通孔;12、顶杆;2、母模仁;21、汇集槽;22、成型腔;23、分流流道;24、容置槽;25、第一通孔;3、转动块;31、第一流道;32、第二流道;33、内六角沉孔;4、锁定组件;41、连接杆;42、转盘;421、第一定位槽;422、第二定位槽;43、锁定块;431、限位球头;5、母模固定座;6、公模仁;61、主流道;7、公模板;71、浇口;72、唧嘴;8、公模固定板;81、开口。
具体实施方式
[0023]
以下结合附图实施例对本实用新型作进一步详细描述。
[0024]
实施例一:如图1-11所示,一种注塑模具的分流机构,包括母模板1和设置在母模板1上的母模仁2,母模仁2的上端面上设置有圆形的汇集槽21和多个成型腔22,所有成型腔22分别通过分流流道23与汇集槽21连通,母模仁2上设置有与汇集槽21相匹配的转动块3和用于将转动块3锁定的锁定组件4,转动块3上设置有第一流道31和与分流流道23数量相等
的第二流道32,转动块3可转动的设置在汇集槽21内,第一流道31与分流流道23错开,所有第二流道32沿圆周方向等间距分布,第二流道32与分流流道23一一对应连通。
[0025]
本实施例中,母模板1的下端还设置有母模固定座5,母模仁2的上端设置有依次连接的公模仁6、公模板7和公模固定板8,公模仁6上设置有主流道61,公模板7上设置有浇口71和唧嘴72,唧嘴72放置在浇口71内,唧嘴72的下端伸入到主流道61内,公模固定板8上设置有开口81,开口81、浇口71、主流道61依次连通,浇注时,公模仁6与母模仁2相配合,主流道61的下端与汇集槽21连通。
[0026]
实施例二:其余部分与实施例一相同,其不同之处在于母模仁2的下端面上设置有容置槽24,容置槽24的槽底设置有与汇集槽21连通的第一通孔25,锁定组件4包括连接杆41、转盘42和锁定块43,转盘42的下端面上设置有第一定位槽421和与分流流道23数量相等的第二定位槽422,所有第二定位槽422沿圆周方向等间距分布,第一定位槽421与第二定位槽422位于同一圆周上,连接杆41的上端穿过第一通孔25后与转动块3的下端面固定连接,连接杆41的下端与转盘42的上端固定连接,转盘42可转动的设置在容置槽24内,锁定块43插入到第一定位槽421或一个第二定位槽422内将转盘42锁定。
[0027]
本实施例中,母模板1上设置有第二通孔11和顶杆12,锁定块43可滑动的设置在第二通孔11内,顶杆12的上端伸入到第二通孔11内并抵接在锁定块43的下端面上,锁定块43的上端伸出第二通孔11并插入到第一定位槽421或一个第二定位槽422内。
[0028]
本实施例中,锁定块43的上端固定设置有限位球头431,限位球头431插入到第一定位槽421或一个第二定位槽422内。
[0029]
本实施例中,转动块3的上端面的中心位置设置有内六角沉孔33。
[0030]
实施例三:其余部分与实施例二相同,其不同之处在于成型腔22设置有两个,分流流道23设置有两条,相应的第二流道32设置有两条,第一流道31与相邻的第二流道32之间的夹角为90度,第二定位槽422设置有两个。
[0031]
如图9所示,当锁定块43插入到第一定位槽421中时,第二流道32与分流流道23一一对应连通,第一流道31与分流流道23错开;如图10所示,当锁定块43插入到一个第二定位槽422中时,第一流道31与一条分流流道23连通,第二流道32与分流流道23错开;如图11所示,当锁定块43插入到另一个第二定位槽422中时,第一流道31与另一条分流流道23连通,第二流道32与分流流道23错开。
[0032]
实施例四:其余部分与实施例二相同,其不同之处在于成型腔22设置有三个,分流流道23设置有三条,相应的第二流道32设置有三条,第一流道31与相邻的第二流道32之间的夹角为60度,第二定位槽422设置有三个。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips