
 商标分类
商标分类  商标转让
商标转让 
一种热缩管加工设备的制作方法
 2021-02-24 01:02:39|
2021-02-24 01:02:39| 404|
404| 起点商标网
起点商标网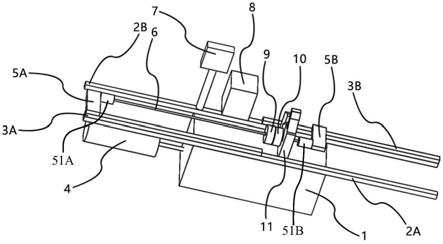
[0001]
本实用新型涉及管材加工设备,尤其涉及一种热缩管加工设备。
背景技术:
[0002]
热缩管已经广泛的应用在各个领域。如:电力通信行业;输送电线的包覆;汽车线束的保护;输油气钢管防腐;医疗领域等。
[0003]
当热缩管用于高端精密的微创伤介入医疗器械时,会直接接触血液,对热缩管的外观、物理性能、生化性能、尺寸精度要求较高,因此对热缩管加工设备有着较高的要求。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是提供一种热缩管加工设备,解决了在吹胀过程中,热缩管管壁污染、划痕及外径尺寸不均匀的问题,提高了产品的稳定性。
[0005]
本实用新型为解决上述技术问题而采用的技术方案是提供一种热缩管加工设备,包括底座、固定板、导轨、第一滑块、第二滑块和加热器;所述加热器和所述导轨均设置在所述底座的顶面上,所述第一滑块和所述第二滑块相对设置且与所述导轨滑动连接,所述第一滑块上设置有第一夹头,所述第二滑块上设置有第二夹头;所述第一夹头和所述第二夹头用于夹持热缩管;所述加热器位于所述第一滑块和第二滑块之间,且所述加热器上设置有供所述热缩管通过的第一通孔。
[0006]
优选地,所述第一夹头为中空夹头。
[0007]
优选地,所述导轨的数量为2个,分别为第一导轨和第二导轨,所述第一滑块与所述第一导轨滑动连接,所述第二滑块与所述第二导轨滑动连接;所述第一导轨和所述第二导轨平行地设置在所述底座的顶面上,且在所述第一导轨或所述第二导轨的延伸方向上,所述第一导轨与所述第二导轨错开设置。
[0008]
优选地,所述加热器为圆环状的铜加热器。
[0009]
优选地,包括支撑固定装置,所述加热器具有相对的第一侧和第二侧,所述支撑固定装置具有供所述热缩管通过的第三通孔,所述第三通孔与所述第一通孔同轴设置,所述支撑固定装置用于支撑所述热缩管。
[0010]
优选地,还包括充气装置和解压阀,所述充气装置和所述第一夹头连接,所述解压阀设置在所述第一夹头和所述充气装置之间,且所述充气装置可跟随所述第一夹头移动。
[0011]
优选地,还包括激光测径仪,所述激光测径仪上设置有可供所述热缩管通过的第二通孔,所述激光测径仪设置在所述加热器的第二侧,用于测量所述热缩管的外径。
[0012]
优选地,包括控制器,所述控制器与所述激光测径仪、所述解压阀和所述充气装置通讯连接,所述控制器根据所述激光测径仪的测量数据并通过所述解压阀和所述充气装置控制所述热缩管的气压和外径。
[0013]
优选地,包括温控箱,所述温控箱与所述加热器连接,用于控制所述加热器的加热温度。
[0014]
优选地,包括显示器,所述显示器与所述控制器通讯连接,用于设置控制参数并显示控制状态。
[0015]
优选地,所述热缩管的外径与所述第一通孔的内径的比值为60%-80%。
[0016]
本实用新型对比现有技术有如下的有益效果:本实用新型提供的热缩管加工设备,通过将加热器环设在热缩管的外围,热缩管不会与加热器接触从而避免划伤热缩管和污染热缩管;加热器结构简单,便于安装和拆卸;通过解压阀和激光测径仪联动控制热缩管的外径,确保了产品尺寸的稳定性,同时可根据需求对尺寸进行更改。
附图说明
[0017]
图1为本实用新型实施例中热缩管加工设备的结构示意图。
[0018]
图中:
[0019]
1-底座,2a-第一固定板,2b-第二固定板;3a-第一导轨,3b-第二导轨,4-解压阀,5a-第一滑块,5b-第二滑块,51a第一夹头,51b-第二夹头,6-热缩管,7-面板,8-温控箱,9-支撑固定装置,10-加热器,11-激光测径仪。
具体实施方式
[0020]
下面结合附图和实施例对本实用新型作进一步的描述。
[0021]
请参照图1,本实用新型提供的热缩管加工设备包括底座1、导轨、第一滑块5a、第二滑块5b和加热器10,所述导轨设置在所述底座1的顶面上,所述第一滑块5a和所述第二滑块5b相对设置且与所述导轨滑动连接。本实施例中,所述热缩管加工设备还包括固定板,所述导轨通过所述固定板固定在所述底座1的顶面上。具体地,所述固定板固定在底座1的顶面上,所述导轨固定在所述固定板上。所述固定板的数量为2个,分别为第一固定板2a和第二固定板2b,所述导轨的数量为2个,分别为第一导轨3a和第二导轨3b,第一固定板2a和第二固定板2b平行固定在底座1的两侧,第一导轨3a固定在第一固定板2a上,第二导轨3b固定在第二固定板2b上,第一滑块5a与第一导轨3a滑动连接,在外力作用下可沿着第一导轨3a做直线往复运动,第二滑块5b与第二导轨3b滑动连接,在外力作用下可沿着第二导轨3b做直线往复运动。
[0022]
第一滑块5a上设置有第一夹头51a,第二滑块5b上设置有第二夹头51b;第一夹头51a和第二夹头51b用于分别夹持热缩管6的两端。第一夹头51a和第二夹头51b优选为中空夹头,第一夹头51a与充气装置连接,充气装置通过所述第一夹头5a向热缩管6内充入气体。优选地,第一夹头51a和第二夹头51b为可收缩夹紧的胶塞夹头。
[0023]
加热器10设置在底座1的顶面上,并位于第一滑块5a和第二滑块5b之间。优选地,加热器10与底座1之间为可拆卸连接,例如加热器10可以通过螺丝固定在底座1上,方便更换。加热器10上设置有供热缩管6通过的第一通孔。所述第一通孔的内径大于热缩管6的外径,优选地,热缩管6的外径与所述第一通孔的内径的比值为60%~80%。热缩管6与加热器10之间不接触,避免加热器10划伤热缩管6和污染热缩管6,同时避免加热器10与热缩管6直接接触时产生轴向应力。优选地,加热器10为圆环状的铜加热器,利用铜加热器对热缩管6进行加热,加热器10结构简单,便于热缩管6安装和拆卸,当需要的热缩管尺寸发生变化时,更换加热器10比较方便。且热缩管6接收温度比较稳定,精度范围可达
±
1℃。
[0024]
进一步,第一导轨3a和第二导轨3b的长度小于第一固定板2a和第二固定板2b的长度,且在所述第一导轨3a或所述第二导轨3b的延伸方向上,所述第一导轨3a与所述第二导轨3b错开设置。具体地,第一固定板2a具有第一端和第二端,第二固定板2b具有第三端和第四端,所述第一端和所述第三端位于同一侧,所述第二端和所述第四端位于同一侧,第一导轨3a设置在第一固定板2a的第一端,第二导轨3b设置在第二固定板2b的第四端,第一导轨3a和第二导轨3b的长度大概为第一固定板2a和第二固定板2b的长度的一半。
[0025]
本实施例中,加热器10的位置被配置为第一导轨3a和第二导轨3b相靠近的端点的连线与第一夹头51a和第二夹头51b的中心轴的交点处。具体地,第一导轨3a具有第五端和第六端,第二导轨3b具有第七端和第八端,所述第五端和所述第一端在同一侧,所述第七端和所述第四端在同一侧,加热器10的位置被配置为所述第六端端点和第八端端点的连线与所述第一夹头51a和所述第二夹头51b的中心轴的交点处。以确保热缩管6往复直线运动时,热缩管6的每个部位均能受到加热器10对其加热。
[0026]
进一步,本实用新型提供的热缩管加工设备,包括支撑固定装置9,加热器10具有相对的第一侧和第二侧,支撑固定装置9的底部固定在底座1的顶面上,并设置在加热器10的第一侧,由耐高温阻燃材料构成,具有供热缩管6通过的第三通孔,所述第三通孔与所述第一通孔同轴设置,用于支撑热缩管6并控制热缩管6在安装后及吹胀过程中的同心度。同心度可以控制在85%以上。
[0027]
用弹性高分子材料的第一夹头51a和第二夹头51b固定热缩管6的两个端部,可承受气压范围在0~600kpa。进一步,将第一夹头51a和第二夹头51b放置于金属旋盖内进行使用,第一滑块5a和第二滑块5b相对的内侧均设置有与所述金属旋盖相对应的螺纹,只需要将所述金属旋盖从第一滑块5a和第二滑块5b上旋转下来就可进行第一夹头51a和第二夹头51b的更换,容易安装和拆卸。在吹胀不同规格的热缩管6时,容易安装及拆卸更换不同规格的夹头。第一夹头51a和第二夹头51b可以将原始挤出的热缩管6夹持固定,固定时热缩管6的一端穿过加热器10,通过加热热缩管6得到软化,固定后,控制第一滑块5a、第二滑块5b在第一导轨3a、第二导轨3b上运行,同时,对热缩管6内部充入气体,使其达到扩张的目的,当运行一段时间后,到达预先设定的生产距离,设备自动停止运行,同时不再充入气体。在产品安装固定前,可以设定温度、气压、运行速度以及生产距离。这样使得产品的生产更加灵活,针对不同规格的产品也更容易找到不同的最优参数。如:把一根原始挤出尺寸为5.0
×
5.7mm的fep管材(全氟乙烯丙烯共聚物)吹胀到7.5
×
8.2mm;其工艺参数的灵活度高,速度在1~4mm/s、温度在200~250℃、气压在200~420kpa之间都可以实现吹胀。
[0028]
更进一步,为了保证产品尺寸的稳定性,本实用新型提供的热缩管加工设备还包括解压阀4、激光测径仪11、温控箱8、显示器7和控制器。解压阀4设置在第一夹头51a和充气装置之间,充气装置可跟随第一夹头51a一起移动,解压阀4固定不动,第一夹头51a可做往复运动。激光测径仪11固定在底座1的顶面上,设置有可供热缩管6通过的第二通孔,激光测径仪11设置在加热器10的第二侧,用于测量热缩管6的外径。所述控制器与激光测径仪11、解压阀4、充气装置通讯连接,所述控制器根据激光测径仪11的测量数据并通过解压阀4、充气装置控制热缩管6的气压和外径,进一步,控制器与第一滑块5a和第二滑块5b通讯连接,所述控制器控制第一滑块5a和第二滑块5b在所述导轨上做往复运动。温控箱8可以与加热器10单独连接,单独控制加热器10的加热温度;温控箱8也可以与加热器10、所述控制器同
时连接,所述控制器通过温控箱8控制加热器10的加热温度。显示器7与所述控制器通讯连接,用于设置控制参数并显示控制状态。
[0029]
本实用新型提供的热缩管加工设备采用解压阀4与激光测径仪11联动控制热缩管的外径,由于热缩管6不断胀大,其内部体积也一直发生变化,为保证在吹胀过程中气压的稳定,利用解压阀4控制气压进行吹胀,平衡压缩空气所充入的压力;激光测径仪11以每秒扫描至少5次的频率对热缩管6的外径进行测量,保证了数据的有效性,利用pid程序(比例-积分-微分程序)控制热缩管外径的稳定,热缩管外径波动范围可控制在
±
0.1mm。由于在热缩管6的安装过程,加热器10位置对应的热缩管6长时间受热,需要在程序开始将该段从加热器10内运行出去,因此在plc程序中添加了多段程序,其中包括生产目标参数的设定,也包括预扩增气压,预扩减气压,预扩以及生产过程的pid控制,既满足手动控制预扩过程的调控,也满足pid控制预扩过程的调控,在增加了研发实验过程中适用性的同时也保证了生产使用过程的稳定性。在程序中可以设定转折外径,这样就可以更加方便的区别预扩及正常吹胀两段过程。
[0030]
因此,本实用新型提供的热缩管加工设备,通过将加热器环设在热缩管的外围,热缩管不会与加热器接触从而避免划伤热缩管和污染热缩管;加热器结构简单,便于安装和拆卸;通过解压阀和激光测径仪联动控制热缩管的外径,确保了产品尺寸的稳定性,同时可根据需求对尺寸进行更改。
[0031]
虽然本实用新型已以较佳实施例揭示如上,然其并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型的精神和范围内,当可作些许的修改和完善,因此本实用新型的保护范围当以权利要求书所界定的为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips