
 商标分类
商标分类  商标转让
商标转让 
预成型件加热系统的制作方法
 2021-02-24 00:02:59|
2021-02-24 00:02:59| 352|
352| 起点商标网
起点商标网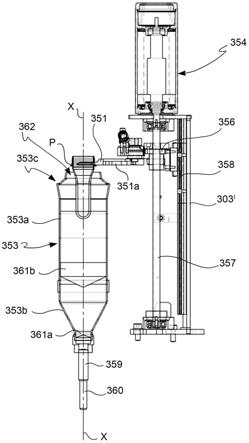
[0001]
本发明涉及在吹制或拉伸吹制机器上游的用于预成型件的加热系统,具体地涉及使用单色红外辐射的加热系统,该辐射优选是激光生成的。
背景技术:
[0002]
在将饮料放置到塑料瓶中的包装生产线中,第一步骤包括加热预成型件直至其软化点,然后将从这些预成型件吹制瓶。
[0003]
此操作通常在专用烤箱中进行,其中预成型件以减小的节距成一排通过,并且其中布置有将预成型件加热到期望温度的发射红外辐射的灯。
[0004]
此类烤箱具有很大的尺寸,因为预成型件路径必须足够长才能允许所需的加热时间。实际上,热量通过灯沿着预成型件的路径扩散,使得尽管提供了足够的反射表面,热量到环境中的扩散仍然很高。
[0005]
红外灯通常是最大发射效率为3000
°
k的钨灯。然而,考虑到各种塑料材料的能量吸收光谱在相当窄的波长范围内,而以最大效率工作的钨灯以非常不同的波长发射能量,预成型件仅有效吸收一小部分能量,其余的能量分散在环境中。例如,当考虑占据全球市场的约95%的pet预成型件时,与预成型件有效存储的功率相比,在这些条件下为加热使用的功率具有指示低效率的值,即不超过15%的发射电力被有效转化成由预成型件吸收的热能。
[0006]
来自预成型件的不可用热能的分散还需要高效的制冷系统以避免对系统过度加热,这会导致进一步的能量浪费。
[0007]
因此,感到需要提供一种预成型件加热系统,该加热系统更加节能并且可能比目前市场上的烤箱更小。
[0008]
此外,预成型件目前由灯网加热,该灯网从整个平坦表面产生辐射,并且因此不允许对圆柱形容器的均匀辐射。
技术实现要素:
[0009]
因此,本发明的根本问题是提供一种预成型件加热系统,该加热系统解决了已知技术中固有的上述缺点并且允许在优化预成型件加热的同时节省能源。
[0010]
具体地,本发明建议将辐照集中在单个预成型件上以避免辐照分散在环境中。
[0011]
本发明还使用适当波长的单色辐射源,该单色辐射源选自具有针对pet或其他聚酯或聚烯烃树脂的吸收系数并适合于适当加热材料的单色辐射源。基于当前已知技术可获得这种单色辐射。
[0012]
本发明的加热系统遵循要被加热的物体(即预成型件)的圆柱几何形状,以便根据圆柱几何形状从内部或另选地从外部辐射预成型件并且将辐射朝向预成型件的内部集中。
[0013]
本发明的加热系统还适用于由聚酯树脂制成的预成型件,诸如但不限于,pet(聚对苯二甲酸乙二醇酯)、pef(聚2,5呋喃二甲酸乙二醇酯)、pla(聚(乳酸))、pen(聚萘二甲酸
乙二醇酯)和聚烯烃树脂、诸如也添加有共聚物的pe(聚乙烯)、pp(聚丙烯)。
[0014]
因此,本发明的目的是在下文中提出的预成型件加热系统,其定义形成了本说明书的组成部分。
[0015]
具体地,本发明的第一目的是用于预成型件的加热系统,其包括用于处理预成型件的旋转圆盘传送器,其中圆盘传送器包括多个加热元件,所述多个加热元件被配置为插入每个预成型件中或布置在每个预成型件的外部,并且在红外场中辐射电磁辐射,该电磁辐射在这种设备中根据径向对称性形成盘状辐射,该盘状辐射离开预成型件的轴线的中心。
[0016]
本发明的第二个目的是加热系统,其包括多个加热元件,所述加热元件中的每个被配置为分别从内部或外部加热预成型件,该系统包括多个外部反射元件,所述反射元件中的每个被配置成通过辐射部分径向地朝着中心以及从外部分别辐射预成型件,辐射部分由对应加热元件发射而未被预成型件吸收并传递通过预成型件的厚度。
[0017]
本发明的第三目的是加热系统,其包括多个加热元件,所述加热元件中的每个被配置为从内部或外部分别加热预成型件,其中所述加热元件由激光设备供给动力。
[0018]
本发明的另一个目的是红外辐射的漫射器,其穿过预成型件的内部,从而根据定义的辐射几何形状和强度漫射辐射以优化辐射本身的入射。
[0019]
本发明的又一个目的是加热系统,其包括多个加热元件,所述多个加热元件被配置为从外部分别照射预成型件,并且将由激光源发射的辐射分布在旨在将这种辐射汇聚到预成型件的中心轴线的光学路径上。
附图说明
[0020]
从一些示例性实施例的描述中,本发明的其他特征和优点将变得显而易见,在此以非限制性示例的方式参考以下附图给出:
[0021]
图1a是包括本发明的加热系统的塑料瓶吹制设备的顶部平面图;
[0022]
图1b是塑料瓶吹制系统的不同实施例的顶部平面图,该系统包括以紧凑型式的本发明的加热系统,其中旋转烤箱在机器内部;
[0023]
图2是根据本发明的预成型件加热系统的整体透视图;
[0024]
图3是第一变型中的预成型件加热构件的示意性侧视图;
[0025]
图4是图3中的实施例的细节的侧面截面图;
[0026]
图5是本发明的预成型件的加热构件的细节(辐射漫射器)的侧面截面图;
[0027]
图6是包括反射元件的预成型件加热构件的示意性侧视图;
[0028]
图7是以另一种可能几何形状的图6中的实施例的细节的侧面截面图;
[0029]
图8是本发明的第二实施例中的整个预成型件加热系统的整体透视图;
[0030]
图9是本发明的第三实施例中的预成型件加热系统的整体透视图;
[0031]
图10是具有外部照射的变型中的预成型件加热元件的示意性侧视图;
[0032]
图11a是图10中的实施例的反射构件的侧视截面图,其中指示了预期的辐射路径;
[0033]
图11b是图11a中的细节的侧面截面图;
[0034]
图12a是以具有外部照射、可移动照射器和固定预成型件的型式的加热圆盘传送器的整体透视图;
[0035]
图12b是用容纳基部完成的图12a中的透视图;
[0036]
图13a是以具有外部照射、固定照射器和可移动预成型件的型式的加热圆盘传送器的整体透视图;
[0037]
图13b是用容纳基部完成的图13a中的透视图。
具体实施方式
[0038]
参考图1a至图9,根据本发明的联接到吹制机器2的预成型件加热系统由附图标号1、101、201指示。
[0039]
加热系统1包括圆盘传送器3,该圆盘传送器包括围绕其周边的多个加热元件4,其中每个加热元件被配置为从内部单独加热预成型件。尽管所示的系统是最有利的,但在其他实施例中,系统1可以包括线性传送元件,该线性传送元件包括所述多个加热元件。
[0040]
加热系统1还包括使预成型件p进出加热系统1的搬运系统。预成型件搬运系统包括:
[0041]-传送器5,其将输入的冷预成型件进给至联接到圆盘传送器3的至少一个第一分配星形件6,以用于将待加热的预成型件p转移到圆盘传送器3;
[0042]-第二分配星形件7和第三分配星形件8,其用于将已加热的预成型件p转移到吹制机器2。有故障的预成型件p的控制和排出设备9布置在第二分配星形件7和第三分配星形件8之间。
[0043]
吹制机器2将继而包括设置有预成型件p的搬运夹持器11的分配星形件10、10'以及吹制圆盘传送器12。
[0044]
加热系统1包括支撑框架14,在其上放置有圆盘传送器3和分配星形件6、7、8。圆盘传送器3由驱动器13旋转。
[0045]
加热元件4是可竖直移动的,并且可以采取预成型件p的升高脱离位置以及加热元件4插入相应预成型件p中的降低位置。
[0046]
每个加热元件4的竖直移动由专用驱动器15(图3)操作,优选地是步进马达、伺服马达、线性马达或无刷马达。以这种方式,可以操作特定的运动规律以优化预成型件p内部的加热。
[0047]
圆盘传送器3还沿其周边包括多个反射元件17,该多个反射元件布置在加热元件4下方,并且可在预成型件p的降低脱离位置与每个反射元件17在预成型件的颈部c下方放置在相应预成型件p的外部的升高位置之间竖直移动。
[0048]
反射元件17的竖直移动是通过与凸轮16(该凸轮在圆盘传送器3的周边处沿圆弧布置)的干涉来致动的,在紧接在分配星形件7上游的用于拾取已加热预成型件p的位置与紧接在分配星形件6下游的用于进给待加热的预成型件p的位置之间,其中“下游”和“上游”的定义涉及圆盘传送器3的旋转方向。
[0049]
在一些实施例中,如图3、图4和图6所示,反射元件17具有基本上球形的形状并且在其上表面17a上包括适于使预成型件p通过的开口。
[0050]
在其他实施例中,如图7所示,反射元件117为小玻璃件或管的形状,优选向上张开。
[0051]
在所有的实施例中,反射元件17、117包括内部反射表面,该内部反射表面适于将
由加热元件4辐射并穿过预成型件p的壁的热能朝向预成型件p本身的外壁传送。反射内表面可以例如由镀银、镀金或其他高度反射材料制成。
[0052]
圆盘传送器3还包括预成型件p的夹持和支撑构件30(在图2的简化视图中不可见,但是在图8和9中可见)。这种常规的夹持和支撑构件包括多个半圆形凹陷部31(针对每个预成型件p有一个),其被配置为从精加工元件b支撑预成型件p,并且这种常规的夹持和支撑构件通常具有在进给星形件6和拾取星形件7之间的路径期间抵靠所述半圆形凹陷部保持预成型件p的对比轮廓(不可见)。夹持和支撑元件30被放置在反射元件17和加热元件4之间的适当高度处。
[0053]
加热元件4包括杆18,在该杆内限定用于传导电磁辐射的路径19。
[0054]
在优选实施例中,这样的路径19容纳电磁波导20(通常是光纤),该电磁波导连接到在红外场中准直的电磁辐射(具有预定波长)的源。优选地,这种电磁辐射的源是激光设备21,具体是具有二极管源、半导体源或光纤源的设备。
[0055]
由加热元件4、相应波导20和电磁辐射源21组成的组件构成了加热元件104。
[0056]
在特别优选的实施例中,由激光器21发射的电磁辐射在以下波长范围内:1620-2100nm,优选1652-1674nm和/或1701-1880nm和/或1907-1919nm和/或1951-2000nm和/或1803-1813nm和/或1903-1913nm和/或1941-1961nm和/或1972-2012nm。甚至更优选地,电磁辐射具有1661nm和/或1721nm和/或1908nm和/或1951nm和/或1992nm的波长,约1950-1955nm的波长是绝对优选的。实际上,它是根据各种厚度的透明pet瓶、各种厚度的着色pet、回收的pet和填充有惰性添加剂(诸如二氧化钛(其具有防止紫外光通过的特性))的pet进行实验计算的,使得在上述波长间隔内,通过从内部的直接辐射以及由反射元件17、117反射的辐射两者来优化热能的吸收。使用具有指定波长的电磁辐射进行工作也避免了材料漂白的风险,这在使用透明pet时特别重要。
[0057]
杆18可通过驱动器15竖直移动。
[0058]
杆18在下部端部处即在远端22处终止,具有末端开口22a并且包括电磁辐射漫射器23。漫射器23由对于红外场中的辐射具有合适折射率的透明材料制成。例如,漫射器23可以由选自以下各项的材料制成:硅、锗、熔融二氧化硅、氟化镁、氟化钙、氧化锌、氟化钡、溴化钾、碘化铯、氯化钾、碲化镉、结晶氧化铝、砷化镓、氯化钠、bk7玻璃、氟化锂、碘化铊、锌硒化锌和硫化锌。
[0059]
漫射器23包括第一透镜24和第二透镜25,该第一透镜用于准直由波导20透射的红外辐射,并且该第二透镜的曲率被配置为根据预定的漫射角漫射由第一透镜24准直的光。这种漫射角相对于引导件18的轴线优选在0
°
至90
°
之间。确定辐射的入射角的所述角度的优选值将根据所选择的波长来确定。此外,可以通过利用从布鲁斯特角和临界波导角可以实现的吸收和辐射限制方面的有益效果来进行操作,从而已经发现pet是均匀的电介质。
[0060]
以这种方式,将具有约1.0-2.5cm的高度的圆柱形ir红外辐射束引导到预成型件p的内表面上。未被预成型件材料直接吸收并然后穿过其的热辐射然后被放置在外部的反射元件17、117捕获并反射。
[0061]
替代地,由预成型件的内表面反射的辐射的一部分返回到预成型件自身的内表面,成为其在预成型件自身腔内的路径。
[0062]
驱动器15使杆18根据预定的运动规律沿竖直路径移动,以便根据待辐射表面的几
何特征优化加热时间。以这种方式实现了整个预成型件的均匀加热。
[0063]
激光源还具有其自身的强度模块性,这与光学漫射器的滑动速度的变化一起允许过程的广泛调节。
[0064]
图6示出了不同的实施例,其中激光设备21没有如上述实施例中那样相对于加热元件4放置在远程位置,而是位于其上方。
[0065]
在这样的实施例中,杆18与伸缩管26相关联,该伸缩管将杆18内的路径19连接到激光设备21。然后,伸缩管26将包括连接到激光设备21的上部固定部分和连接到杆18的可移动下部部分。然后,杆18将由驱动器15(未在图6中示出)直接移动或通过将驱动器15与伸缩管26的可移动部分相关联而移动。
[0066]
圆盘传送器3还包括用于向激光设备21供电的电收集器27,并且优选地包括连接到制冷剂流体歧管28的用于对加热元件4和反射元件17、117进行冷却(例如,水冷却)的系统(未示出)。优选地,电收集器和冷却剂歧管28在相对于旋转轴29的同轴位置处放置在圆盘传送器上方。
[0067]
图8和图9示出了本发明的两个不同的实施例,其中设置了单个高功率激光设备,而不是具有针对每个加热元件4的激光设备21。
[0068]
在下面的描述中,与上面针对第一实施例描述的那些部分相对应的部分被分配了相同的附图标号。
[0069]
为了简化说明,图8和图9未示出反射设备17、117,然而,如先前实施例中的那样,其被布置在预成型件p的夹持和支撑系统30下方。
[0070]
参考图8,这里示出的实施例与先前描述的实施例之间的唯一区别是放置在圆盘传送器3上并且由电收集器27以工业电压功率供电的单个激光设备121的布置。
[0071]
激光设备121将具有足够的功率以发送操作各个加热元件4所需的电磁辐射量。
[0072]
为此目的,激光设备121经由多个波导20连接到加热元件4,针对每个加热元件4有一个波导。
[0073]
参考图9,这里示出的实施例与先前描述的实施例之间的唯一区别是在圆盘传送器3外部的单个激光设备221的布置。
[0074]
激光设备221将具有足够的功率以发送操作各个加热元件4所需的电磁辐射量。
[0075]
为此目的,激光设备221经由单个电磁波导220连接到圆盘传送器3上的波导收集器232。多个波导20从这种旋转收集器232离开以将收集器232与每个加热元件4连接。
[0076]
在给定实施例中,用于供加热的电磁能的相同路径19还可以包括uv-c辐射透射装置,例如由led或激光发射的辐射,从而实现预成型件的同时灭菌。例如,同一申请人于2019年6月20日提交的意大利专利申请号102019000009591中描述了这种解决方案。
[0077]
现在将参考图1b、图10、图11a、图11b、图12a、图12b、图13a和图13b来描述涉及从外部加热预成型件的本发明的不同实施例。
[0078]
图1b示出了一种紧凑机器,其中本发明的加热系统与预成型件吹制圆盘传送器集成在一起。值得注意的是,下面描述的加热系统301也可以应用于图1a所示的非紧凑系统,即在预成型件吹制机器的外部。
[0079]
值得注意的是,尽管加热系统301是旋转系统,但不会防止将类似的加热系统应用于连续线性配置中。
[0080]
加热系统301包括圆盘传送器303,其沿其周边支撑多个加热元件304,其中所述加热元件304中的每个被配置为通过从预成型件的外部向内部径向地发送电磁辐射来单独地加热预成型件p。
[0081]
加热系统301还包括使预成型件p进出加热系统304的搬运系统。预成型件p搬运系统包括:
[0082]-至少一个分配星形件306,其设置有适当节距,联接到圆盘传送器303以将待加热的预成型件p进给到放置在圆盘传送器303上的适当夹持器351,分配星形件306从放置在预成型件定向设备305'下游的进给器305接收预成型件p;
[0083]-第二分配星形件307,其用于从圆盘传送器303中提取已加热预成型件p,以及第三分配星形件308,其能够通过夹持器运行合适凸轮来改变预成型件的节距。
[0084]
星形件307、308用于将已加热预成型件p转移到吹制或拉伸吹制圆盘传送器312。可以在第一星形件306上实现预成型件故障检查,并且可以在第二星形件307上实现温度检查以及针对不合格预成型件的相应拒绝设备。此类控制系统和设备是本领域技术人员已知的并且因此将不进行详细描述。
[0085]
加热系统301的中心部分包括旋转支撑框架350,圆盘传送器303以整体旋转的方式放置在该旋转支撑框架上。分配星形件306、307与夹持器351同步并相切,该分配星形件进而与圆盘传送器303结合。旋转框架350由驱动器352提供动力。
[0086]
被配置为在其内部接收预成型件的加热元件304包括所述可竖直移动的夹持器351,其可以采取预成型件p的升高接合/脱离位置以及预成型件p插入其相应加热钟形罩353中的降低位置。夹持器351由致动器354移动,该致动器能够遵循预定的运动规律。致动器354由来自旋转收集器355的动力线提供动力和控制,在附图(具体地参见图13a和图13b)中示出的解决方案中,该旋转收集器在上部分中布置在圆盘传送器303的旋转轴线上。电旋转收集器355包括用于分别向驱动器354分配功率和控制信号的第一单元355a和第二单元355b,而其上部分与整个机器的固定框架是一体的。
[0087]
夹持器351包括两个钳口351a、351b(在图10中仅可见一个钳口351a),其能够通过弹簧的作用或通过用于从星形件306夹持预成型件的特殊闭合凸轮以及用于释放到星形件307上的打开凸轮的作用而在精加工元件正上方的圆柱形区域中夹持预成型件。
[0088]
每个夹持器351的竖直运动由专用致动器354(图10)操作,该专用致动器优选地是由电收集器355提供动力的步进马达、伺服马达、线性马达或无刷马达。以这种方式,可以操作特定的运动规律以优化预成型件p内部的加热。
[0089]
夹持器351由保持器356支撑,该保持器由螺旋件357驱动并由低摩擦座358引导。在线性马达的情况下,不存在螺旋件357。由可移动夹持器351、致动器354、螺旋件357和低摩擦座358组成的组件被安装至附接到圆盘传送器303的支撑结构303'。
[0090]
加热钟形罩353(图10、图11a和图11b)基本上包括圆柱形中空主体353a、放置在主体353a的一个端部处的圆锥形部分353b、以及在主体353a的相对端部处的反射部分353c。
[0091]
加热钟形罩353在反射部分353c处具有与钟形罩的x-x轴线同轴的开口362,而它在圆锥形部分353b的端部处包括准直构件359。
[0092]
在准直器构件359的光学路径的下游,加热钟形罩353的圆锥形部分353b包括第一透镜或轴锥镜361a,其位于连接到准直器构件359的所述圆锥形部分353b的端部处。第二透
镜或轴锥镜361b位于圆柱形主体353a的下部部分中。
[0093]
所使用的透镜和轴锥镜由在所使用的辐射中表现出适当折射率的材料制成,从而以圆柱体形状产生向外辐射束的适当几何形状。合适的材料是例如但不限于以下所列的那些:石英、二氧化硅、氟化镁、氟化钙、硅、锗或稀土刚玉或硼玻璃。这些光学设备的表面需要进行处理以减少与辐射方向相反的方向上的反射。此类光学设备是行业专家已知的并且将不进行详细描述。
[0094]
反射部分353c包括截锥形反射表面363a、363b、363c的系统,其从主体353a朝向开口362按顺序包括:向外张开的第一截锥形反射表面363a、朝向钟形罩353的中心轴线x-x会聚的第二截锥形反射表面363b,以及朝向中心轴线x-x会聚的第三截锥形反射表面363c,其中,第一、第二和第三截锥形反射表面363a、363b、363c相对于与轴线x-x同轴的相应圆柱表面分别以角度α、角度β和角度γ倾斜。
[0095]
具体地,角度α小于角度β并且大于或等于角度γ。
[0096]
通过用在红外场中的高吸收性物质涂覆主体353a的上部分而获得的基本上圆柱形的吸收表面363d被放置在主体353a和第一截锥形反射表面363a之间。一个示例是在铝上沉积锌/钼层之后的碳或黑色氧化物涂层,该涂层允许粘附高吸收性和耐高温物质(约200℃的级别)。另一个示例可以是使表面363d成为“元表面(meta-surface)”的表面处理,即,该表面可以由于通过纳米技术产生的其特定结构将大部分辐射捕获在最表层中。准直器构件359由光纤360供给动力,该准直器构件生成准直红外辐射束,其被两个串联布置的透镜或轴锥镜361a、361b折射以生成具有适当均匀度的辐射圆柱体r1。另选地,代替折射设备(诸如轴锥镜和透镜),可以使用衍射光学元件,诸如利用衍射现象以及相长和相消干涉的栅格或纳米结构。
[0097]
如图11a所示,辐射圆柱体r1照射反射部分353c的第二截锥形反射表面363b,并且在第一截锥形反射表面363a上反射(射线r2),然后在第三截锥形反射表面363c上反射(射线r3),并且然后再沿射线r4和r5反射。通过所述截锥形反射表面363a、363b、363c之间的各种反射以及塑料材料的厚度中的折射,实现了以根据期望程度的加热操作所需的辐射环形式的适当辐射。该系列的外部反射和内部反射导致适当的吸收辐射,并且因此导致以比当前灯加热系统高得多的精度来对材料进行最佳加热。借助于直接在材料内部的热沉积现象(该热沉积现象是从通过照射器353c的几何形状以及适当波长的选择而实现的适当吸收电磁辐射的物理现象中获得的),温度分配和相应梯度允许根据本发明的系统提供比现在可用的加热质量和精度高得多的加热质量和精度。最后,放置在金属圆柱体上的具有高吸收性处理的带363d吸收可能从表面363a、363b、363c之间生成的光环逸出的任何残余辐射,从而以这种方式将热量生成限制到上部分。
[0098]
反射表面可以由高反射涂层(例如但不限于金、银或抛光铝)制成,并其由透明层保护,或者可以由能够增加基板的反射率的电介质多层材料制成。优选由金属材料制成的加热钟形罩353的外部结构确保了适当的散热、分散辐射的吸收以及适当的坚固性。
[0099]
截锥形反射表面363a、363b、363c的系统及其倾斜角α、β和γ被配置为将大部分的红外辐射捕获在图11a所示的辐射环中。以这种方式,被照射的预成型件p部分的加热被优化,并且可返回到光纤360并且从那里到激光源的辐射被最小化,否则该激光源将被损坏。为了使本发明的系统不取决于预成型件的特定几何形状,高吸收带363d将辐射限制到加热
钟形罩的上部分。
[0100]
如上所述,预成型件p的竖直移动遵循预先定义的运动规律,不仅要照射整个预成型件p(排除精加工元件上方的颈部),而且还根据待处理的预成型件部分和特定加热要求来增加或减少照射时间。此外,除了预成型件在加热辐射圆内的滑动速度的变化之外,激光源还具有关于高精确度的其自身可调制性。
[0101]
此处描述的实施例涉及预成型件p的竖直移动,而加热钟形罩353保持竖直固定。或者,可以保持预成型件p和相应夹持器351固定,并且通过类似的致动器系统454、移动螺旋件457和引导件458竖直移动由臂451支撑的加热钟形罩353,如上所述并且在图12a和12b中可见。
[0102]
光学收集器364在下部分被放置在旋转支撑框架350的内部,该收集器可以将供给每个加热钟形罩353的辐射从位于圆盘传送器365(图1b)外部的每个固定激光源转移到相应的加热钟形罩353。可以根据尺寸将光学收集器364替代地放置在圆盘传送器303的上部分中。
[0103]
光学收集器364将光纤366的辐射从每个激光源转移到对应旋转光纤360,后者为相应加热钟形罩353进行供应。
[0104]
光学收集器364可以连接到各种激光源。替代地,可以提供光学收集器364,该光学收集器从单个激光源接收辐射并且根据时间按照适当的比例将其分配到处于不同加热阶段的各个加热钟形罩353。实际上,各种预成型件连续且有偏移地进入旋转圆盘传送器,这使得必须沿着每个预成型件p在圆盘传送器上的旋转路径调制红外辐射。可以通过使用光子晶体来进行发送到每个加热钟形罩的辐射强度的这种调制,所述光子晶体充当辐射强度的开关和调制器,该辐射由于施加到这种晶体的可变电磁场而穿过它们。以这种方式,由单个激光源供应的辐射一旦分配到各个加热单元,就可以通过以下方式来激活并进行强度调制:作用在光子晶体上并且根据每个预成型件的自身加热阶段和特定相关区域获得针对每个预成型件的单独开/关和调制。
[0105]
一种变体为每个加热钟形罩353提供一个激光源,将此类激光源直接放置在圆盘传送器303上,从而避免了使用光学收集器364。
[0106]
如针对图8中的实施例所述,也可以将光学收集器364直接放置在圆盘传送器上。
[0107]
在优选实施例中(图12a),光纤360从光学收集器364的旋转部分开始并到达加热钟形罩353的准直器构件359。在吹制机器的结构中或在地面上,光纤从具有预定波长的红外场中的单色电磁辐射源到达光学收集器364的端子366。优选地,这种电磁辐射源是激光设备365,具体是具有二极管源、半导体源、或光纤源或固态激光器的设备。
[0108]
在特别优选的实施例中,由激光设备365发射的电磁辐射在先前定义的波长范围内。
[0109]
同样对于该实施例,可以使用光学加热路径来传送来自led或激光设备的uv-c辐射以对预成型件进行消毒。
[0110]
图12b和13b分别示出了与图12a和图13a相同的实施例,其中包括光学收集器364的机器的下部分被封闭在容纳基部370中。
[0111]
利用本发明的加热系统可以获得许多优点。
[0112]
本发明的加热系统允许获得:
[0113]-高能量效率,通过使用预定波段中的吸收波长以及通过存在与每个预成型件相关的反射元件来限制热量损失;
[0114]-加热分布的最大准确度,因为加热钟形罩353产生一系列外部和内部反射,这是通过截锥形表面363a、363b、363c的几何形状进行研究的,从而导致适当地吸收辐射并且由此导致对材料的最佳加热,其准确度远高于带灯的当前加热系统。借助于通过所选择的辐射的正确穿透而获得的直接在材料内部的热沉积现象,温度分配和相关的梯度允许本发明提供的加热质量远高于现在可获得的加热质量。最后,放置在金属圆柱体上的具有高吸收性处理的带363d吸收可从表面363a、363b、363c之间生成的光环逸出的任何残余辐射,从而以这种方式将热量生成限制到上部分。
[0115]-比目前系统短一个数量级的加热时间,这允许塑料的高性能并且因此优化所使用的树脂的量;
[0116]-宽范围的加热调节,其通过改变激光源的强度并且通过改变杆18的运动来进行;
[0117]-没有热惯性,这允许立即重启并且因此提供了整个生产线的更好效率;
[0118]-在操作步骤期间根据生产线的趋势调节机器速度的可能性,这是市场上烤箱目前不可行的功能;
[0119]-将uv-c辐射源集成在同一光学路径中以使预成型件的消毒与加热配对的可能性;
[0120]-热量耗散的显著减小,从而节省了冷却能量以将机器的工作环境保持在正确的温度并且避免了因此对操作者有潜在危险的非常热的表面;
[0121]-与传统预成型件烤箱相比的加热系统的尺寸的显著减小,同时维持相同的生产能力;
[0122]-与传统烤箱相比,使用旋转烤箱具有与吹制圆盘传送器的更好的同步性;
[0123]-不存在电离辐射(除非与uv-c辐射源联接),因为激光源在红外场中是单色的,从而防止预成型件塑料内部形成有害物质。
[0124]
显而易见的是,仅描述了本发明的一些特定实施例,本领域技术人员将能够做出使本发明适应特定应用所需的所有改变,而不背离本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips