
 商标分类
商标分类  商标转让
商标转让 
用于加工用于机动车的板状工件的系统和方法与流程
 2021-02-24 00:02:22|
2021-02-24 00:02:22| 439|
439| 起点商标网
起点商标网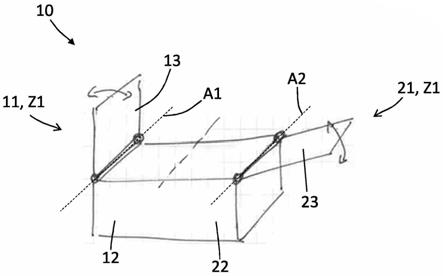
[0001]
本发明涉及一种用于加工用于机动车的板状工件的系统和方法,所述系统和方法分别能够实现用于车辆的车顶的节省时间且成本有利的结构。
背景技术:
[0002]
用于加工板状工件的方法需要专用工具,所述专用工具能够实现所希望的加工过程。例如,当在用于机动车的板上制造和安装发泡成型部时,借助于专用工具处理待加工的板并且在板上构造发泡成型部。以这种方式能够将构件与板连接并且也能够准备将板附接在机动车的车身上。
[0003]
为此所需的专用的发泡工具通常具有两个工具半部,它们作为上部分和下部分相协调并且能够构造发泡成型部。在此,工具半部必须在对应的成型载体中保持可运动,以便能够实现发泡成型部的期望的构造。例如在文献ep 0355209b1说明了发泡成型部的这种构造。在发泡成型过程完成之后,可以取出经加工的板并且放入和加工另外的板。
技术实现要素:
[0004]
本发明所基于的任务是提供一种用于加工用于机动车的板状工件的系统和方法,所述系统和方法分别适合于实现用于机动车的车顶的节省时间且成本有利的结构。
[0005]
该任务通过根据本发明的特征来解决。在说明书中给出优选的扩展方案。
[0006]
根据本发明的用于加工用于机动车的板状工件的系统包括具有第一下部工具和第一上部工具的第一成型工具。第一上部工具能够相对于第一下部工具以平移方式和/或以旋转方式运动,以便借助于平移运动和/或借助于翻转从第一状态转换到第二状态并且在第一成型工具和第一工件之间构造第一型腔。该系统还具有带有第二下部工具和第二上部工具的第二成型工具。第二上部工具能够相对于第二下部工具以平移方式和/或以旋转方式运动,以便借助于平移运动和/或借助于翻转从第一状态转换到第二状态并且在第二成型工具和第二工件之间构造第二型腔。在此,第一和第二成型工具构造成使得它们建立共同的成型载体的不同的成型工具,借助于所述共同的成型载体能够同时对第一和第二工件进行发泡。
[0007]
借助于所述系统能够实现发泡单元,该发泡单元能够以不同的工具对多个工件同时进行发泡。以这种方式能够实现用于机动车的车顶的节省时间且成本有利的结构。能够利用所说明的方法加工的板状工件尤其通过用于机动车的玻璃板来实现。所述玻璃板例如构成用于车顶的顶盖的部件并且作为板状工件也可以具有预给定的拱起。
[0008]
替代地或附加地,相应的上部工具可以设置成使得其执行纯旋转运动。所述旋转运动用于实现更换构件时的可接近性。通过相应的下部工具的平移运动和工件对所属上部工具的靠近来实现工具的闭合并且因此构造相应的型腔。
[0009]
与本发明相关地已知,常规的布局是每条发泡线建立一个成型载体。发泡线例如形成用于待加工工件、例如玻璃盖的生产线的一部分。因此,常规的成型载体仅接收具有一
个型腔的工具,从而仅能够前后相继地加工工件。在此,通常用作发泡材料的聚氨酯的反应时间为约45至50秒。所述反应时间例如包括材料输入结束到成型工具打开之间的时间段并且占发泡过程的整个循环时间的相对大的部分。相应地,在常规的成型载体中,反应时间对于每个被发泡的玻璃元件累加。此外,对于每个发泡线需要专属的成型载体,包括外围设备,例如封闭室、抽吸装置、脱模剂供应装置和pu供应装置。
[0010]
所说明的系统设置成使得能够同时对第一和第二工件进行发泡或泡沫成型所述第一和第二工件尤其实现为板。然而,该系统也可以用于按顺序地或前后相继地对工件进行发泡。在本文中,同时不是指精确一致的时间间隔,而是指第一和第二工件的发泡过程的重叠的时间段。例如,用于聚氨酯泡沫固化的反应时间为约45至50秒。在此,所述反应时间例如包括从到型腔中的材料输入结束起直至成型工具打开的时间间隔。
[0011]
此外,在同时进行发泡的情况下能够减少另外的时间间隔,所述另外的时间间隔涉及成型工具的打开和闭合。该另外的时间间隔例如包括请求待引入的材料和形成用于进行可靠的发泡过程的预给定运行压力。该另外的时间间隔例如为10至20秒。借助于所说明的系统,例如可以在第一工件处开始发泡过程,并且可以在几秒钟之后在第二工件处开始发泡过程。因此,能够实现每个工件约一分钟的时间节省。
[0012]
换句话说,所述系统能够在第一工件处进行第一发泡过程并且在此期间在第二工件处进行第二发泡过程。因此,在第二工件可以被加工之前,不需要等待第一发泡过程并取出经加工的第一工件。尤其考虑用于机动车的板作为板状工件,所述板例如用聚氨酯泡沫泡沫成型或发泡,以便能够附接到车顶或车身上。在此,必要时将附加的元件一起发泡并且预给定地定位在板上。
[0013]
此外,所述系统也能够用于加工仅一个板。例如,这在用于机动车的板相对大的情况下适用,所述板例如应构成用于机动车的全景式天窗或大的玻璃顶盖。
[0014]
根据所述系统的一个扩展方案,第一成型工具的第一下部工具和第二成型工具的第二下部工具构成共同的下部工具。该共同的下部工具例如可以一体式地构造并且在一个区域中接收用于机动车的第一板而在另一区域中接收用于机动车的第二板,这些板可以借助于所述系统同时发泡或泡沫成型。
[0015]
根据所述系统的另一扩展方案,第一成型工具的第一上部工具和第二成型工具的第二上部工具相协调地构造成使得它们分别在第二状态中密封地彼此耦合。这种密封的配置可以尤其在工件相对大的情况下适用,所述工件能够在系统中单独加工。
[0016]
所述系统可以具有尤其能翻转的上部工具,该上部工具围绕预给定的枢转或翻转轴线翻转,以便与工件的相应表面共同作用地构造一个或多个所设置的型腔。关于系统的翻转或者说闭合的第二状态,上部工具例如在面向彼此的棱边上具有密封元件、如密封唇,所述密封元件能够实现平齐且可靠地密封一个或多个工件的表面。
[0017]
此外,所述上部工具优选构造成使得其在闭合的第二状态中彼此卡锁或锁定,从而能够设置成型工具的安全且可靠的封闭。例如,所述上部工具中的一个在在第二状态中面向另一上部工具的边缘处具有突出区域,该突出区域与在另一上部工具的相应边缘上的对应缺口共同作用并且能够实现可靠的锁定。于是,上部工具的具有突出区域的边缘例如构造为u形。
[0018]
根据一个特别优选的扩展方案,第一成型工具的第一上部工具和第二成型工具的第二上部工具分别构造为框架形,使得它们分别在第二状态中建立一可自由接近的内部区域,用于进一步加工第一和/或第二工件。替代地,两个上部工具中的仅一个构造为框架形并且能够在闭合的第二状态中实现建立一可自由接近的内部区域。因此,借助于所说明的系统能够同时对两个工件发泡并且在内部区域例例如进行粘合过程而无需更换机器。以这种方式可以有助于车顶的低耗费、节省时间并且成本有利的结构。
[0019]
此外,第一和第二成型工具的相应上部工具还能够相协调地构型成使得它们分别关于闭合的第二状态彼此间隔开地布置并且在彼此之间建立一可自由接近的内部区域,用于进一步加工第一和/或第二工件。因此,替代或附加地于之前所说明的、在第一和/或第二上部工具内的敞开的面,可以在这些上部工具之间设置预给定的自由间距,该自由间距能够实现其它工作步骤的集成。例如,第一上部工具和第二上部工具构造为框架形并且在面向彼此的边缘上关于第二状态分别具有u形形状,所述u形形状彼此耦合并且构造另一可自由接近的内部区域。因此,可以通过框架形的第一上部工具构造第一自由内部区域、通过框架形的第二上部工具构造第二自由内部区域并且在这些上部工具之间构造第三自由内部区域,该第三自由内部区域被所述上部工具的u形边缘框架形地包围。
[0020]
相应的成型工具的上部工具能够构造成使得能够在用于机动车的板的边缘处和/或上侧或下侧构造连续和/或不连续的发泡成型部。尤其可以同时加工多个板状工件,从而所说明的系统能够实现可靠且节省时间地加工用于机动车的板和其它板状工件。
[0021]
借助于所说明的系统能够实现进一步开发的成型载体,该成型载体能够同时接收两个不同的工具并且同时加工两个工件。此外,所述系统还可以被补充其它部件,以便能够实现板的特别节省时间的加工过程。通过与用于引导混合头的工业机器人组合,可以将具有两个工具、包含必要外围设备的成型载体或者系统用于两条发泡线。此外,也可以考虑不使用工业机器人的实施方式,替代地例如使用两个混合头。此外,所述系统还可以以双重实施的方式包括对于供应聚氨酯所需的部件,例如通用的发泡单元、管道、压力显示器等。这例如在应借助于两个混合头工作时是必需的。
[0022]
因此,借助于所说明的系统,对于两个玻璃元件或者对应于相应的构件尺寸必要时也对于更多个玻璃元件的反应时间能够至少部分地并行进行。包括外围设备的共同的成型载体可以同时被用于两条发泡线。
[0023]
根据本发明的用于加工用于机动车的板状工件的方法包括提供第一板状工件和第二板状工件以及提供具有第一下部工具和第一上部工具的第一成型工具和具有第二下部工具和第二上部工具的第二成型工具。第一上部工具能够相对于第一下部工具以平移方式和/或以旋转方式运动并且第二上部工具能够相对于第二下部工具以平移方式和/或以旋转方式运动。第一和第二成型工具构成共同的成型载体的不同成型工具。所述方法还包括将第一工件和第一下部工具相对彼此定位以及将第二工件和第二下部工具相对彼此定位。所述方法还包括将第一上部工具从第一状态出发平移运动和/或翻转到第二状态,并且由此在第一成型工具和第一工件之间构造第一型腔。所述方法还包括将第二上部工具从第一状态平移运动和/或翻转到第二状态,并且由此在第二成型工具和第二工件之间构造第二型腔。此外,所述方法包括借助于将预给定的材料引入到第一型腔中并且将预给定的材料引入到第二型腔中来对第一工件和第二工件进行发泡,并且由此在第一工件上构造第一
发泡成型部并且在第二工件上构造第二发泡成型部。
[0024]
借助于所说明的方法能够成本有利且节省时间地加工用于机动车的板状工件。所述方法尤其包括使用之前所说明的用于加工板状工件的系统的构型,从而对于相应的方法也公开了之前所说明的系统的所有特征和特性,并且反之亦然。
[0025]
第一工件和第二工件的发泡可以按顺序地、前后相继地进行。尤其地,同时对第一和第二工件进行发泡。
[0026]
替代地或附加地,相应的上部工具可以设置成使得其相对于所属的下部工具进行纯旋转运动。所述旋转运动用于实现在更换构件时的可接近性。通过相应的下部工具的平移运动和工件对所属上部工具的靠近实现工具的闭合并且因此构造相应的型腔。
[0027]
根据所述方法的一个扩展方案,其中,第一和第二成型工具分别处于闭合的第二状态中,在第一上部工具、第二上部工具和/或第一和第二上部工具之间的可自由接近的内置区域中借助于粘合过程将附装元件布置在第一或第二工件上,所述内置区域为了进一步加工可自由接近。第一和/或第二上部工具尤其构造为框架形,以便能够建立一个或多个可自由接近的内部区域。
[0028]
根据另一扩展方案,所述方法包括在同时发泡之前对第一和/或第二工件的预处理。所述预处理例如包括清洁第一和/或第二工件的表面和将增附剂施加到第一和/或第二工件的经清洁的表面上。
[0029]
根据另一扩展方案,所述方法包括在同时发泡之后对第一和/或第二工件的后处理。所述后处理例如包括对第一和/或第二工件的经发泡的表面进行清洁和去毛刺。
附图说明
[0030]
下面根据示意性附图详细阐述本发明的实施例。附图示出:
[0031]
图1车顶的立体视图;
[0032]
图2用于加工用于机动车的板状工件的方法的流程图;
[0033]
图3用于加工用于机动车的板状工件的系统的实施例;
[0034]
图4用于加工用于机动车的板状工件的系统的另一实施例;
[0035]
图5被同时发泡的第一和第二工件的实施例。
[0036]
相同结构或功能的元件在全部附图中以相同的附图标记标记。出于清楚性的原因,可能并非全部附图中的所有示出的元件都以附图标记标记。
具体实施方式
[0037]
图1以立体视图示意性地示出具有车顶3的机动车1,所述车顶具有顶盖5,所述顶盖已经被加工为用于安装在车顶3中的板状工件。顶盖5例如是相对于车顶3不可运动的固定玻璃元件。替代地,顶盖5相对于车顶3可运动,以便选择性地释放和封闭车顶3中的开口。
[0038]
顶盖5例如具有泡沫成型部或发泡成型部33、34,所述泡沫成型部或发泡成型部实现塑料成型件,在借助于根据图3和4的专用系统10用于加工顶盖5的方法的范畴内,所述塑料成型件能够低耗费、节省时间并且成本有利地制造。如根据下面的图2至5所阐述的那样,对此有能力的系统10实现了专用的成型工具并且能够对用于机动车1的板状工件10进行有利的加工。
[0039]
图2示出用于加工用于机动车1的第一和第二板状工件31、32的方法的流程图,所述方法能够借助于系统10执行。在此,该系统具有带有第一下部工具12和第一上部工具13的第一成型工具11以及带有第二下部工具22和第二上部工具23的第二成型工具21。第一上部工具13能够相对于第一下部工具12以平移方式和/或以旋转方式运动,并且第二上部工具23能够相对于第二下部工具22以平移方式和/或以旋转方式运动。第一和第二成型工具11、21构成共同的成型载体的不同成型工具。
[0040]
第一和第二工件31、32在其几何形状方面例如可以是相同的,即具有相同的尺寸并且例如被确定用于装入两个车顶。替代地,第一和第二工件31、32也可以设置为用于构成滑动车顶的前顶盖和后顶盖。第一和第二工件31、32的厚度或强度也可以是相同的或者可以变化。
[0041]
成型工具11、21设置成用于借助于相应上部工具13、23的平移运动和/或翻转从打开的第一状态z1转换到闭合的第二状态z2。在相应地闭合的第二状态z2中,在第一成型工具11和第一工件31之间构成第一型腔14,并且在第二成型工具21和第二工件32之间构成第二型腔24。第一和第二成型工具11、21构成共同的成型载体的不同成型工具,从而能够同时对第一工件31和第二工件32进行发泡。
[0042]
根据图2,在步骤s1a中对第一工件31预处理。例如,第一工件31的待发泡的表面被清洁并且被设有增附剂。
[0043]
相应地,在步骤s1b中对第二工件32预处理。在该步骤中,例如第二工件32的待发泡的表面也被清洁并且被设有增附剂。
[0044]
在随后的步骤s2中,借助于系统10对第一工件31和第二工件32同时进行发泡。在此,相应的发泡过程不必精确地同时开始和结束,但至少存在时间上的重叠。第一工件31的发泡至少区段式地与第二工件32的发泡同时进行,从而不必先完成一个发泡过程才能够进行另一个发泡过程。步骤s2例如包括将第一工件31和第一下部工具12相对彼此定位以及将第二工件32和第二下部工具22相对彼此定位。此外,使第一上部工具13从第一状态z1出发平移运动和/或翻转到第二状态z2,并且由此在第一成型工具11和第一工件31之间构造第一型腔14。同样地,使第二上部工具23从第一状态z1出发平移运动和/或翻转到第二状态z2,并且由此在第二成型工具21和第二工件32之间构造第二型腔24。接着,借助于将预给定的材料引入到第一型腔14中并且将预给定的材料引入到第二型腔24中来同时对第一和第二工件31、32进行发泡,由此在第一工件31上构造第一发泡成型部33,并且在第二工件32上构造第二发泡成型部34(参见图5)。
[0045]
在步骤s3a中,例如对经发泡的第一工件31进行后处理。例如,对第一工件31的经发泡的表面进行清洁和去毛刺。
[0046]
相应地,在步骤s3b中,对经发泡的第二工件32进行后处理,并且对第二工件32的经发泡的表面进行清洁和去毛刺。
[0047]
图3和图4以示意图示出系统10的实施例。根据图3,第一和第二成型工具11和21的相应的上部工具13和23处于打开的第一状态z1中并且可以借助于围绕相应枢转或翻转轴线a1和a2转换到闭合的第二状态z2中。两个成型工具11、21的下部工具12和22可以构成共同的、尤其一体式的下部工具或者设置为彼此分开。下部工具12和22也可以构成与共同的成型载体耦合的部件。
[0048]
根据图4说明在相应地闭合的第二状态z2中的系统10,在该状态中,相应的成型工具11和21与置入的工件31和32一起构造一个或多个预给定地放置的型腔14、24。
[0049]
借助于所说明的系统10能够实现用于加工用于机动车1的板状工件31、32的工具,所述工具能够有助于特别成本有利且节省时间地加工工件31、32。
[0050]
附图标记列表
[0051]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
机动车
[0052]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
车顶
[0053]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
顶盖
[0054]
10
ꢀꢀꢀꢀꢀꢀꢀꢀ
系统
[0055]
11
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一成型工具
[0056]
12
ꢀꢀꢀꢀꢀꢀꢀꢀ
成型工具的第一下部工具
[0057]
13
ꢀꢀꢀꢀꢀꢀꢀꢀ
成型工具的第一上部工具
[0058]
14
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一型腔
[0059]
21
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二成型工具
[0060]
22
ꢀꢀꢀꢀꢀꢀꢀꢀ
成型工具的第二下部工具
[0061]
23
ꢀꢀꢀꢀꢀꢀꢀꢀ
成型工具的第二上部工具
[0062]
24
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二型腔
[0063]
31
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一板状工件
[0064]
32
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二板状工件
[0065]
33
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一发泡成型部
[0066]
34
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二发泡成型部
[0067]
a1
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一成型工具的第一轴线
[0068]
a2
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二成型工具的第二轴线
[0069]
s(i)
ꢀꢀꢀꢀꢀꢀ
用于利用两个成型工具同时发泡的方法的步骤
[0070]
z1
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一或第二成型工具的打开的第一状态
[0071]
z2
ꢀꢀꢀꢀꢀꢀꢀꢀ
翻转元件或相应部件的闭合的第二状态
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips