
 商标分类
商标分类  商标转让
商标转让 
一种把多根钢针呈放射状插在圆盘上的方法和装置与流程
 2021-02-23 23:02:50|
2021-02-23 23:02:50| 309|
309| 起点商标网
起点商标网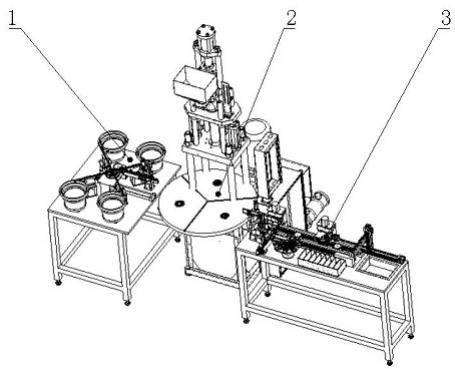
[0001]
本发明涉及一种把多根钢针呈放射状插在圆盘上的方法和装置,尤其是涉及一种用于大头针和针盘同时生产且将大头针呈放射状均布在针盘上的方法及其设备。
背景技术:
[0002]
如今,大头针是最为常规的钢针类型之一,其是一种常见的日常用品,通常用来固定衣服、文件等,因一端较大一端尖细而得名。大头针主要用金属针制成,大头端则用塑料、橡胶等材料制成。为使用方便,大头针在销售的时候,往往需要先将诸多制作好的大头针插在一个针盘上,然后再进行销售。
[0003]
在企业实际生产的过程中,由于一根大头针的价值通常都不高,往往只有几分钱;然而人工插一个针盘的人工费,至少也需要几分钱,并且随着社会的发展、人力资源的缺乏,人工费用逐年提高,从而导致人工费在总生产成本里的比例很可观。
[0004]
因此,为克服这一问题,只有两种解决办法;(1)使用机器代替人工进行插盘的工作;但由于大头针比较细长,现有针盘的插针通道很难用采用机器进行可靠的插入动作,故一般企业只能放弃这一思路。(2)调整生产上的工序,即直接生产出一整盘大头针,而不是先生产好大头针,然后再将大头针插盘,但是如此一来极大的增加了成本。
[0005]
为此,本申请人创造性地提出了一种把多根钢针呈放射状插在圆盘上的方法。采用了该办法后,无需人工进行插针等操作,大大提升了生产效率,同时降低了生产成本,同时也提升了一盘大头针的一致性、美观性。
技术实现要素:
[0006]
本发明的目的在于克服上述不足,提供一种把多根钢针呈放射状插在圆盘上的方法和装置,其作业效率高且一致性好。
[0007]
本发明的目的是这样实现的:一种把多根钢针呈放射状插在圆盘上的方法,其特征在于:所述方法的步骤为:步骤一,诸多杂乱的钢针通过钢针上料和码盘模组中的钢针振动上料机构进行筛选、排列;步骤二,经步骤一排列好的钢针输送至钢针码盘控制机构中的旋转盘机构,通过旋转盘机构的处理,形成一盘呈放射状分布的钢针;步骤三,通过钢针转移机构将步骤二中的整盘呈放射状分布的钢针放置在多工位式注塑机的上料工位中;步骤四,上料工位运行至注塑工位进行注塑作业,注塑作业完成后,得到一盘带塑料圆盘呈放射状分布的钢针盘;步骤五,通过针盘转移机构,将带塑料圆盘呈放射状分布的钢针盘从注塑机上转移至去水口模块操作工位,对钢针盘进行去水口作业;去水口作业完成后,再通过针盘转移机构将已去除水口后的针盘输送至大头针球头染色机构的操作工位,大头针球头染色机构对针
盘中的大头针球头进行染色作业;步骤六,大头针球头染色作业完成后,再通过针盘转移机构将针盘输送至钢针脱模机构的操作工位,钢针脱模机构对针盘上的大头针进行脱模操作;钢针脱模作业完成后,已得到一盘完整的、呈放射状分布的、大头针针盘;针盘转移机构将这完成的大头针针盘输送至下料码垛机构上的取料操作位,下料码垛机构依次将完成的针盘放入包装纸盒中,最终得到整箱、包装好的大头针针盘。
[0008]
一种把多根钢针呈放射状插在圆盘上的装置,包含有钢针上料和码盘模组、注塑模组和针盘处理模组,所述钢针上料和码盘模组包含有钢针振动上料机构、钢针码盘控制机构和钢针转移机构。
[0009]
所述钢针振动上料机构设置有多组,每组钢针振动上料机构包含有振动盘、直振机构和钢针存料块,所述振动盘的出料口经直振机构连通至钢针存料块,所述钢针码盘控制机构包含有旋转盘机构、以及位于旋转盘机构下方的阀门控制机构。
[0010]
所述阀门控制机构包含有光阑叶片、光阑动圈、光阑定圈、驱动连杆、以及驱动光阑叶片的气缸,且气缸位于旋转盘机构的下方,驱动连杆的一端与气缸的活塞杆相铰接,另一端与光阑动圈的外壁相铰接,且光阑动圈活动套装于光阑定圈外,多片光阑叶片穿过光阑定圈的一端铰接于光阑动圈上,光阑叶片的另一端位于光阑定圈的内孔中,且光阑叶片的穿过光阑定圈的部分与光阑定圈相铰接;从而使得驱动连杆在气缸的带动下,控制光阑叶片转动,转动时光阑叶片向内收缩,推动内圈的钢针,进而达到将内圈整盘钢针向内收缩的目的。
[0011]
所述钢针转移机构包含有钢针定位模具、升降机构和横移机构;所述钢针定位模具位于旋转盘机构的下方,且钢针定位模具安装于升降机构上,升降机构滑动设置于横移机构上。
[0012]
本发明一种把多根钢针呈放射状插在圆盘上的装置,所述注塑模组包含有安装于旋转盘上的三个工位:注塑机上料工位、注塑机注塑工位和注塑机取料工位;注塑机注塑工位位于注塑机下方,注塑机取料工位位于针盘处理模组旁。
[0013]
本发明一种把多根钢针呈放射状插在圆盘上的装置,所述针盘处理模组包含有针盘转移机构、去水口模块、大头针球头染色机构、钢针脱模机构和下料码垛机构,所述针盘转移机构安装于个工作台上,且去水口模块、大头针球头染色机构、钢针脱模机构和下料码垛机构沿针盘转移机构的移动方向排布安装于工作台上。
[0014]
与现有技术相比,本发明的有益效果是:本发明实现了针盘式大头针全自动化一体式生产;生产出的产品美观、一致性好;生产效率高,可实现24小时不停歇作业。
附图说明
[0015]
图1为本发明中一种把多根钢针呈放射状插在圆盘上的装置的整机结构图。
[0016]
图2 为本发明中的钢针上料和码盘模组的结构图。
[0017]
图3为本发明中的钢针上料和码盘模组中钢针振动上料机构的结构图。
[0018]
图4为本发明中的钢针上料和码盘模组中钢针码盘控制机构的结构图。
[0019]
图5为本发明中收缩光阑初始状态的示意图。
[0020]
图6为本发明中收缩光阑收缩状态的示意图。
[0021]
图7 为本发明中的钢针上料和码盘模组中钢针转移机的结构图。
[0022]
图8 为本发明中的注塑模组的结构图。
[0023]
图9为本发明中的针盘处理模组的结构图。
[0024]
图10 为本发明中的大头针针盘的结构图。
[0025]
其中:钢针上料和码盘模组1、注塑模组2、针盘处理模组3、塑料圆盘4、大头针5;钢针振动上料机构1.1、钢针码盘控制机构1.2、钢针转移机构1.3振动盘1.1.1、直振机构1.1.2、钢针存料块1.1.3;旋转盘机构1.2.1、阀门控制机构1.2.2;光阑叶片1.2.2.1、光阑动圈1.2.2.2、光阑定圈1.2.2.3、驱动连杆1.2.2.4;钢针定位模具1.3.1、升降机构1.3.2、横移机构1.3.3;注塑机上料工位2.1、注塑机注塑工位2.2、注塑机取料工位2.3;针盘转移机构3.1、去水口模块3.2、大头针球头染色机构3.3、钢针脱模机构3.4、下料码垛机构3.5。
具体实施方式
[0026]
参见图1~10,本发明涉及的一种把多根钢针呈放射状插在圆盘上的方法,其步骤为:步骤一,诸多杂乱的钢针通过钢针上料和码盘模组1中的钢针振动上料机构1.1进行筛选、排列;步骤二,经步骤一排列好的钢针输送至钢针码盘控制机构1.2中的旋转盘机构1.2.1,通过旋转盘机构1.2.1的处理,形成一盘呈放射状分布的钢针;步骤三,通过钢针转移机构1.3将步骤二中的整盘呈放射状分布的钢针放置在多工位式注塑机2的上料工位2.1中(具体的讲,升降机构1.3.2带动钢针定位模具1.3.1上升使得钢针定位模具1.3.1上的槽与旋转盘机构1.2.1上的收纳钢针(大头针5)的槽一一对应,然后阀门控制机构1.2.2启动通过驱动连杆1.2.2.4带动光阑叶片1.2.2.1由图5状态动作为图6状态,从而将钢针转移到钢针定位模具1.3.1上后,钢针定位模具1.3.1下降并通过横移机构1.3.3向前移动输送至注塑机2的上料工位2.1上);步骤四,上料工位2.1运行至注塑工位2.2进行注塑作业,注塑作业完成后,得到一盘带塑料圆盘呈放射状分布的钢针盘;步骤五,通过针盘转移机构3.1,将带塑料圆盘4呈放射状分布的钢针盘从注塑机2上转移至去水口模块3.2操作工位,对钢针盘进行去水口作业;去水口作业完成后,再通过针盘转移机构3.1将已去除水口后的针盘输送至大头针球头染色机构3.3的操作工位,大头针球头染色机构3.3对针盘中的大头针球头进行染色作业;步骤六,大头针球头染色作业完成后,再通过针盘转移机构3.1将针盘输送至钢针脱模机构3.4的操作工位,钢针脱模机构3.4对针盘上的大头针5进行脱模操作;钢针脱模作业完成后,已得到一盘完整的、呈放射状分布的、大头针针盘;针盘转移机构3.1将这完成的大头针针盘输送至下料码垛机构3.5上的取料操作位,下料码垛机构3.5依次将完成的针盘放入
包装纸盒中,最终得到整箱、包装好的大头针针盘。
[0027]
一种把多根钢针呈放射状插在圆盘上的装置,包含有钢针上料和码盘模组1、注塑模组2和针盘处理模组3,所述钢针上料和码盘模组1包含有钢针振动上料机构1.1、钢针码盘控制机构1.2和钢针转移机构1.3;所述钢针振动上料机构1.1设置有多组,每组钢针振动上料机构1.1包含有振动盘1.1.1、直振机构1.1.2和钢针存料块1.1.3,所述振动盘1.1.1的出料口经直振机构1.1.2连通至钢针存料块1.1.3,所述钢针码盘控制机构1.2包含有旋转盘机构1.2.1、以及位于旋转盘机构1.2.1下方的阀门控制机构1.2.2;所述阀门控制机构1.2.2包含有光阑叶片1.2.2.1、光阑动圈1.2.2.2、光阑定圈1.2.2.3、驱动连杆1.2.2.4、以及驱动光阑叶片1.2.2.1的气缸,且气缸位于旋转盘机构1.2.1的下方,驱动连杆1.2.2.4的一端与气缸的活塞杆相铰接,另一端与光阑动圈1.2.2.2的外壁相铰接,且光阑动圈1.2.2.2活动套装于光阑定圈1.2.2.3外,多片光阑叶片1.2.2.1穿过光阑定圈1.2.2.3的一端铰接于光阑动圈1.2.2.2上,光阑叶片1.2.2.1的另一端位于光阑定圈1.2.2.3的内孔中,且光阑叶片1.2.2.1的穿过光阑定圈1.2.2.3的部分与光阑定圈1.2.2.3相铰接;从而使得驱动连杆1.2.2.4在气缸的带动下,控制光阑叶片1.2.2.1转动,转动时光阑叶片1.2.2.1向内收缩,推动内圈的钢针,进而达到将内圈整盘钢针向内收缩的目的。
[0028]
所述钢针转移机构1.3包含有钢针定位模具1.3.1、升降机构1.3.2和横移机构1.3.3;所述钢针定位模具1.3.1位于旋转盘机构1.2.1的下方,且钢针定位模具1.3.1安装于升降机构1.3.2上,升降机构1.3.2滑动设置于横移机构1.3.3上;进一步的,所述注塑模组2包含有安装于旋转盘上的三个工位:注塑机上料工位2.1、注塑机注塑工位2.2和注塑机取料工位2.3;注塑机注塑工位2.2位于注塑机下方,注塑机取料工位2.3位于针盘处理模组3旁;进一步的,所述针盘处理模组3包含有针盘转移机构3.1、去水口模块3.2、大头针球头染色机构3.3、钢针脱模机构3.4和下料码垛机构3.5,所述针盘转移机构3.1安装于个工作台上,且去水口模块3.2、大头针球头染色机构3.3、钢针脱模机构3.4和下料码垛机构3.5沿针盘转移机构3.1的移动方向排布安装于工作台上。
[0029]
另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 注塑机

 热门咨询
热门咨询




tips