
 商标分类
商标分类  商标转让
商标转让 
一种用于PVC卷材生产的压合装置的制作方法
 2021-02-23 23:02:07|
2021-02-23 23:02:07| 325|
325| 起点商标网
起点商标网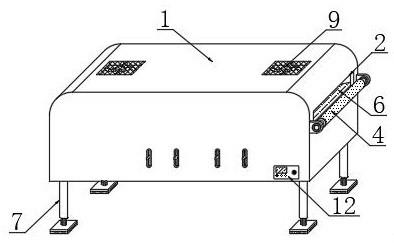
一种用于pvc卷材生产的压合装置
技术领域
[0001]
本发明涉及pvc卷材生产技术领域,具体是一种用于pvc卷材生产的压合装置。
背景技术:
[0002]
pvc卷材,一般用压延法生产,其中填料较少,增塑剂较pvc地砖多,一般采用四辊压延机厂塑化的pvc,经压延后表面平整光洁,冷却后切边卷取即为产品,卷材的规格各国不一,软质pvc卷材地板材质较软,有一定弹性,脚感舒适,pvc卷材生产的压合为pvc卷材生产中的一个项目。
[0003]
中国专利公开了一种pvc抗静电卷材用压合装置,(授权公告号cn211165366u),该pvc抗静电卷材用压合装置,可以对卷材进行导向和多次挤压,误差小,精度高,能够提高卷材的压合效果,提高产品的质量,并且可以节省人力,提高工作效率,可以满足生产需求,使用方便,但是,目前市场上的pvc卷材生产的压合装置,一般在对卷材加热压合的过程,热量不均导致压合后的pvc卷材的质量较低,导致表面不平整,且金属压辊不经过防粘处理,导致加热后的pvc卷材粘到压辊上,导致pvc卷材破损,且制作后的pvc卷材达不到要求,大多装置为开放式的结构,外部灰尘容易掉落到pvc卷材上,压合后,导致灰尘附着在pvc卷材上,导致卷材不美观,透明度较差。因此,本领域技术人员提供了一种用于pvc卷材生产的压合装置,以解决上述背景技术中提出的问题。
技术实现要素:
[0004]
本发明的目的在于提供一种用于pvc卷材生产的压合装置,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:一种用于pvc卷材生产的压合装置,包括防尘箱,所述防尘箱的下表面焊接有支撑腿,所述防尘箱的上表面安装有排气扇,所述防尘箱的前表面一端安装有控制箱,所述防尘箱的一侧外表面开设有进料口,所述防尘箱的另一侧外表面开设有出料口,所述防尘箱的一侧外表面转动安装有进料辊,所述防尘箱的内部一侧临近进料口的位置处焊接有进料板,所述防尘箱的内部另一侧临近出料口的位置处转动安装有出料辊,所述防尘箱的下表面安装有进气板,所述防尘箱的内部下表面安装有传料构件,所述防尘箱的内部上表面对应传料构件的位置处安装有热压构件。
[0006]
作为本发明进一步的方案:所述热压构件的上端设置有上安装架,所述上安装架的下端内侧焊接有内杆,所述内杆的外表面转动安装有上压辊,所述上压辊的外表面设置有第一陶瓷层,所述上压辊的前表面安装有加油口,所述内杆的内部一端安装有加热棒,所述内杆的内部另一端安装有温度传感器。
[0007]
作为本发明再进一步的方案:所述传料构件的下端设置有下安装架,所述下安装架的上端转动安装有下压辊,所述下压辊的外表面设置有第二陶瓷层,所述下安装架的下表面安装有气缸,所述下安装架的前表面焊接有滑杆,所述下安装架的上表面安装有电机,所述电机的输出走安装有传动带,所述防尘箱的前表面位于滑杆的外表面位置处安装有滑
道。
[0008]
作为本发明再进一步的方案:所述热压构件与传料构件设置有两组,两组所述热压构件与传料构件对应安装在防尘箱的内部左右端位置处,所述进料口的高度略高于热压构件与传料构件的临接面高度,所述出料口的高度略低于热压构件与传料构件的临接面高度。
[0009]
作为本发明再进一步的方案:所述进气板的内部设置有活性炭化纤层,所述排气扇的风向朝上,所述支撑腿为外螺纹杆和内螺纹杆两个部分构成,所述支撑腿的内螺纹杆与外螺纹杆转动连接。
[0010]
作为本发明再进一步的方案:所述控制箱的输出端电极连接热压构件与传料构件上电极构件是输入端。
[0011]
作为本发明再进一步的方案:所述热压构件通过上安装架固定于防尘箱的内部上表面位置处,所述上压辊与内杆的空腔内填充有换热油液。
[0012]
作为本发明再进一步的方案:所述传料构件通过气缸固定于防尘箱的内部下表面,所述下压辊与电机输出轴通过传动带转动连接。
[0013]
作为本发明再进一步的方案:所述滑杆滑动连接于滑道的内部位置处,所述下安装架通过滑杆与滑道滑动安装于防尘箱的内部位置处。
[0014]
与现有技术相比,本发明的有益效果是:1.本发明pvc卷材生产的压合装置,在压辊的内部设置有加热棒,且加热后的热量通过压辊内部的油液混合后,使热量分散均匀,对pvc卷材均匀加热整加压合的平整度,本装置对压辊进行防粘处理,在压辊的外表面设置有陶瓷层,避免pvc粘附到压辊上,避免因粘pvc卷材破损的问题,通过控制箱控制加热棒运行对上压辊内部的油液加热,温度传感器实时运行,检测上压辊内部的温度,把信息传送到控制箱的内部,上压辊内部的温度到达控制箱的限定温度时,控制箱控制加热棒停止加热,当上压辊内部的温度低于限定值时,加热棒加热,使上压辊保持在限定温度,把需要压合的pvc卷材的一端通过进料口插入防尘箱的内部,插入到上压辊与下压辊的夹面内,且位于进料口的pvc卷材通过进料辊与进料板的支撑,通过控制箱控制气缸运行,气缸推动下安装架上移,滑杆在滑道的内部滑动,调节上压辊与下压辊的压合压力,上压辊与下压辊通过第一陶瓷层与第二陶瓷层挤压到pvc卷材的外表面,电机运行,电机通过传动带带动下压辊在下安装架上转动,通过pvc卷材带动上压辊转动,上压辊内部的温度通过第一陶瓷层传输到pvc卷材上,完成压合,一次压合后,进入第二个热压构件与传料构件的内侧二次压合,压合后,通过出料辊的上表面从出料口导出。
[0015]
2.本装置设置有防尘箱体,通过箱体进行防尘,在箱体的进气处设置有过滤结构,避免外部灰尘进入装置,避免灰尘附着在pvc卷材上,使加工后的卷材更加美观,且透明度较高,装置工作过程中,排气扇实时运行,把外部冷空气通过进气板导入防尘箱的内部,通过排气扇排出。
附图说明
[0016]
图1为一种用于pvc卷材生产的压合装置的结构示意图;图2为一种用于pvc卷材生产的压合装置中的透视图;图3为一种用于pvc卷材生产的压合装置中热压构件的透视图;
图4为一种用于pvc卷材生产的压合装置中传料构件的结构示意图;图5为一种用于pvc卷材生产的压合装置中的局部结构示意图。
[0017]
图中:1、防尘箱;2、进料口;3、出料口;4、进料辊;5、出料辊;6、进料板;7、支撑腿;8、进气板;9、排气扇;10、热压构件;11、传料构件;12、控制箱;13、上压辊;14、上安装架;15、第一陶瓷层;16、内杆;17、加热棒;18、温度传感器;19、加油口;20、下压辊;21、下安装架;22、第二陶瓷层;23、气缸;24、滑杆;25、电机;26、传动带;27、滑道。
具体实施方式
[0018]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0019]
请参阅图1~5,本发明实施例中,一种用于pvc卷材生产的压合装置,包括防尘箱1,防尘箱1的下表面焊接有支撑腿7,防尘箱1的上表面安装有排气扇9,防尘箱1的前表面一端安装有控制箱12,防尘箱1的一侧外表面开设有进料口2,防尘箱1的另一侧外表面开设有出料口3,防尘箱1的一侧外表面转动安装有进料辊4,防尘箱1的内部一侧临近进料口2的位置处焊接有进料板6,防尘箱1的内部另一侧临近出料口3的位置处转动安装有出料辊5,防尘箱1的下表面安装有进气板8,防尘箱1的内部下表面安装有传料构件11,防尘箱1的内部上表面对应传料构件11的位置处安装有热压构件10,热压构件10与传料构件11设置有两组,两组热压构件10与传料构件11对应安装在防尘箱1的内部左右端位置处,进料口2的高度略高于热压构件10与传料构件11的临接面高度,出料口3的高度略低于热压构件10与传料构件11的临接面高度,进气板8的内部设置有活性炭化纤层,排气扇9的风向朝上,支撑腿7为外螺纹杆和内螺纹杆两个部分构成,支撑腿7的内螺纹杆与外螺纹杆转动连接,控制箱12的输出端电极连接热压构件10与传料构件11上电极构件是输入端,首先,把装置通过支撑腿7支撑放置到使用位置处,通过支撑腿7上的内螺纹杆和外螺纹杆调节支撑腿7的支撑高度,然后,通过控制箱12控制热压构件10运行加热,当热压构件10内部的温度达到限定值时,把需要压合的pvc卷材的一端通过进料口2插入防尘箱1的内部,插入到热压构件10与传料构件11的夹面内,调节热压构件10与传料构件11的压合压力,传料构件11运行,通过热压构件10与传料构件11压合,压合后,通过出料辊5的上表面从出料口3导出,装置工作过程中,排气扇9实时运行,把外部冷空气通过进气板8导入防尘箱1的内部,通过排气扇9排出。
[0020]
在图2、3中:热压构件10的上端设置有上安装架14,上安装架14的下端内侧焊接有内杆16,内杆16的外表面转动安装有上压辊13,上压辊13的外表面设置有第一陶瓷层15,上压辊13的前表面安装有加油口19,内杆16的内部一端安装有加热棒17,内杆16的内部另一端安装有温度传感器18,热压构件10通过上安装架14固定于防尘箱1的内部上表面位置处,上压辊13与内杆16的空腔内填充有换热油液,通过加油口19把换热油液导入上压辊13的内部,然后,通过控制箱12控制加热棒17运行对上压辊13内部的油液加热,温度传感器18实时运行,检测上压辊13内部的温度,把信息传送到控制箱12的内部,上压辊13内部的温度到达控制箱12的限定温度时,控制箱12控制加热棒17停止加热,当上压辊13内部的温度低于限定值时,加热棒17加热,使上压辊13保持在限定温度。
[0021]
在图2、4、5中:传料构件11的下端设置有下安装架21,下安装架21的上端转动安装有下压辊20,下压辊20的外表面设置有第二陶瓷层22,下安装架21的下表面安装有气缸23,下安装架21的前表面焊接有滑杆24,下安装架21的上表面安装有电机25,电机25的输出走安装有传动带26,防尘箱1的前表面位于滑杆24的外表面位置处安装有滑道27,传料构件11通过气缸23固定于防尘箱1的内部下表面,下压辊20与电机25输出轴通过传动带26转动连接,滑杆24滑动连接于滑道27的内部位置处,下安装架21通过滑杆24与滑道27滑动安装于防尘箱1的内部位置处,把需要压合的pvc卷材的一端通过进料口2插入防尘箱1的内部,插入到热压构件10与传料构件11的夹面内,且位于进料口2的pvc卷材通过进料辊4与进料板6的支撑,通过控制箱12控制气缸23运行,气缸23推动下安装架21上移,滑杆24在滑道27的内部滑动,调节热压构件10与传料构件11的压合压力,电机25运行,电机25通过传动带26带动下压辊20在下安装架21上转动,通过pvc卷材带动热压构件10转动,热压构件10内部的温度传输到pvc卷材上,完成压合。
[0022]
需要说明的是:排气扇9(型号为2806gl-04w-b59 tb2),加热棒17(型号为sle1152),温度传感器18(型号为mat),电机25(型号为tm50)。
[0023]
本发明的工作原理是:首先,把装置通过支撑腿7支撑放置到使用位置处,通过支撑腿7上的内螺纹杆和外螺纹杆调节支撑腿7的支撑高度,通过加油口19把换热油液导入上压辊13的内部,然后,通过控制箱12控制加热棒17运行对上压辊13内部的油液加热,温度传感器18实时运行,检测上压辊13内部的温度,把信息传送到控制箱12的内部,上压辊13内部的温度到达控制箱12的限定温度时,控制箱12控制加热棒17停止加热,当上压辊13内部的温度低于限定值时,加热棒17加热,使上压辊13保持在限定温度,把需要压合的pvc卷材的一端通过进料口2插入防尘箱1的内部,插入到上压辊13与下压辊20的夹面内,且位于进料口2的pvc卷材通过进料辊4与进料板6的支撑,通过控制箱12控制气缸23运行,气缸23推动下安装架21上移,滑杆24在滑道27的内部滑动,调节上压辊13与下压辊20的压合压力,上压辊13与下压辊20通过第一陶瓷层15与第二陶瓷层22挤压到pvc卷材的外表面,电机25运行,电机25通过传动带26带动下压辊20在下安装架21上转动,通过pvc卷材带动上压辊13转动,上压辊13内部的温度通过第一陶瓷层15传输到pvc卷材上,完成压合,一次压合后,进入第二个热压构件10与传料构件11的内侧二次压合,压合后,通过出料辊5的上表面从出料口3导出,装置工作过程中,排气扇9实时运行,把外部冷空气通过进气板8导入防尘箱1的内部,通过排气扇9排出。
[0024]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0025]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips