
 商标分类
商标分类  商标转让
商标转让 
一种小型V字双曲率复合材料件的制作方法与流程
 2021-02-23 21:02:21|
2021-02-23 21:02:21| 388|
388| 起点商标网
起点商标网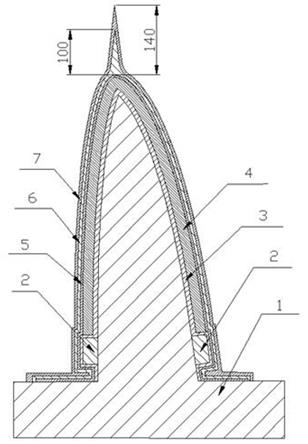
一种小型v字双曲率复合材料件的制作方法
技术领域
[0001]
本发明涉及一种小型v字双曲率复合材料件的成型工艺方法,属与复合材料制造技术领域。
背景技术:
[0002]
碳纤维复合材料凭借它轻质高强、不易腐蚀、成型方便、质量美观等优点已在航空产品上广泛应用,且复合材料零件的结构越来越复杂,某复合材料结构件为v字碳纤维层压板(图1),从一端头向另一端头部位高度逐渐变小,开口尺寸逐渐变小的双曲率结构。
[0003]
该复合材料结构件尺寸小,双曲率异型件,针对该类零件,保证零件厚度的前提下,成型方法是个难点。通常采用:软膜配合模具进行阴模成型的方式,这种工艺需要首先制作过渡模,再制作软膜,增加了制作成本且准备工序较多,生产效率低,另外该零件单面曲率较大,采用阴模成型容易造成尖角区积胶,纤维滑移至尖角区使得厚度超差。
技术实现要素:
[0004]
本发明的目的是解决现有技术中存在的问题,提供一种能够保证零件厚度及内部质量的小型v字双曲率复合材料件的制作方法。
[0005]
为了实现上述目的,本发明采用如下技术方案:一种小型v字双曲率复合材料件的制作方法,包括以下步骤:(1)根据复合材料件,制造成型阳模;(2)制作限位条,其厚度与复合材料件理论厚度一致,将限位条固定在与复合材料件成型时在阳模上的同曲率位置;(3)在阳模上铺贴碳纤维预浸料,并在常温下进行抽真空预压实;(4)铺贴完成后,在碳纤维预浸料之上依次铺放辅助材料,进行组装密封,辅助材料依次“提起”不同的高度;(5)将模具放置在热压罐中加温使预浸料固化,以此完成复合材料件的制作。
[0006]
优选的,步骤(2)中,限位条宽度为8mm。
[0007]
优选的,在步骤(3)中,铺贴碳纤维预浸料前,采用带胶脱模布将限位条固定在阳模上同曲率位置。
[0008]
优选的,在步骤(3)中,真空度不低于-0.096mpa。
[0009]
优选的,在步骤(3)中,每8层预压实一次。
[0010]
优选的,步骤(4)中,辅助材料由内之外依次为无孔隔离膜、透气毡和真空袋膜。
[0011]
优选的,步骤(4)中,透气毡高出复合材料件最顶端100mm,真空袋膜高出复合材料件最顶端140mm。
[0012]
优选的,在步骤(5)中,在加温之前,对热压罐气密性进行检查时,真空度不低于-0.096mpa。
[0013]
优选的,在步骤(5)中,在碳纤维预浸料凝胶时间段加压至0.5mpa-0.6mpa,然后保
压升温至固化温度进行保温保压固化;最后降温至常温下卸压起模。
[0014]
采用无均压板式的阳模成型方式,保证零件厚度及内部质量的同时,更好的做到低成本、高效率生产。
[0015]
与现有技术相比,本发明具有如下优点:1、降低了成本,提高了生产效率,保证了零件内部质量及各区域的厚度;2、“提起”不同的高度,不仅增加了零件顶部位置导气通道,而且使得零件顶部预浸料不直接接受外压,通过透气毡的缓冲能保证顶部尖角区的厚度,且不造成缺胶现象。
附图说明
[0016]
图1是本发明背景技术中零件结构示意图;图2是本发明实施例结构示意图;图2中,1、成型阳模;2、限位条;3、带胶脱模布;4、层压板;5、 有孔隔离膜;6、 透气毡;7、真空袋膜。
具体实施方式
[0017]
在本发明的描述中,需要说明的是,术语
ꢀ“
上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,不能理解为对本发明的限制。
[0018]
下面结合附图对本发明做进一步详细描述:1)制造成型阳模1;2)制作限位条2,限位条厚度为预浸料层压板4的理论厚度,宽度为8mm,曲率取层压板4在阳模1上的对应位置;3)采用带胶脱模布3将限位条2固定在与阳模1上同曲率位置;4)在阳模1上进行预浸料层压板4铺贴,并在常温下进行抽真空预压实,每8层预压实一次,且真空度不得低于-0.096mpa;5)在组装完成的限位条2、带胶脱模布3、层压板4之上,依次铺放无孔隔离膜5、透气毡6和真空袋膜7进行组装密封;其中透气毡6高出层压板4最顶端100mm,真空袋膜7高出层压板4最顶端140mm。
[0019]
6)在热压罐中进行气密性检查,真空度不得低于-0.096mpa,按照规定的加温参数进行加温,在树脂凝胶时间段加压至0.5mpa-0.6mpa,然后保压升温至固化温度进行保温保压固化;最后降温至常温下卸压起模。
[0020]
需要说明的是,步骤(2)中,限位条的宽度并不仅仅限于8mm,只要能固定好位置不偏移,且刚度合适随型性较好即可;因零件(如图1所示)曲率较大,如果是平板或是曲率不匹配,限位条与阳模模具之间无法完全贴合,容易造成零件边缘位置“架桥”,固化后内部质量不合格,因此需取对应曲率位置;步骤(5)中,透气毡6及真空袋膜7“提起”不同高度的目的是:1、增加零件顶部位置导气通道;2、使得零件顶部预浸料不直接接受外压,通过透气毡的缓冲能保证顶部尖角区的厚度,且不造成缺胶现象;具体数值可以根据零件的实际情况进行设定;步骤(6)中,温度的设定根据选择的预浸料中的树脂体系决定。
[0021]
原理:采用无均压板式的阳模成型方式,且在阳模上制作宽度8mm,厚度与零件一致的限位条,将限位条固定在与零件成型时在模具上的同曲率位置,保证了零件厚度及内部质量。
[0022]
上述实施例仅仅是本发明的优选实施方式,不构成对本发明的限制。本领域普通技术人员应该理解的是,在不脱离本发明原理的基础上所做的任何引申、变形等均在本发明保护的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 复合材料

 热门咨询
热门咨询




tips