
 商标分类
商标分类  商标转让
商标转让 
三维打印专用的斜盘旋转切换式多喷头挤出装置的制作方法
 2021-02-23 21:02:45|
2021-02-23 21:02:45| 358|
358| 起点商标网
起点商标网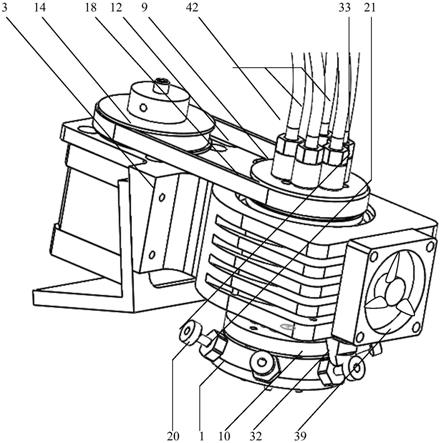
三维打印专用的斜盘旋转切换式多喷头挤出装置
[技术领域]
[0001]
本发明属机械制造领域,特别涉及一种多色fdm
--
3d打印多喷头挤出装置。
[
背景技术:
]
[0002]
fdm—3d打印机的背景技术对切片的程序操作进行说明:
[0003]
fdm是指:熔融沉积成型工艺(fused deposition modeling, fdm)。普通fdm-3d打印机机械部分的基本构架:挤出机被x\y水平位移的支撑轨道支持,在x轴、y轴电机的独立驱动下,沿着水平面做平面运动,打印平台是为了承载打印物件的可以精细调平的平台,在z轴电机的驱动下,做上下方向的垂直往复运动,利用挤出机喷口喷出的熔融物料进行逐层堆积,达到构件三维物件的目的。
[0004]
首先fdm软件对3d模型数据进行分析、分层,生成打印路径以及支撑路径。其次,挤出机和打印物件承载台会升至3d模型设置的温度。最后,打印过程中,fdm-3d打印机打印时需要不断的从内置软件自动读取3d模型分层数据,安排经过高温熔化的液态通过挤出机的喷口挤出,挤出后遇冷迅速凝结固化,然后通过挤出机在平面上的摆动以及打印板向下位移形成立体实物。挤出机在平面上的位移以及打印物件承载台上下位移会形成一个三维空间,挤出机和打印物件承载台根据生成的路径进行打印。在打印过程中,挤出机完成一个平面上的打印任务后,打印物件承载台自动下降一层,挤出机继续打印。循环往复直至成品的完成。在打印过程中,插入挤出机的线材会迅速融化,通过挤出机挤出瞬间凝结。挤出机温度较高,根据材料的不同以及模型设计温度的不同,挤出机的温度相对也不同。为了防止打印物体翘边等问题的出现打印物件承载台一般为加热,打印物件承载台上一般覆盖粘贴纸以便于打印成品的剥离。熔融沉积成型的原理如下:先是向计算机输入切片文件(截面轮廓信息),切片的厚度一般选取为:0.1-0.6毫米之间;加热喷头在计算机的控制下,根据产品零件的(切片)截面轮廓信息,作x-y平面运动,热塑性丝状材料由供丝机构送至热熔喷头,并在喷头中加热和熔化成半液态,然后被挤压出来,有选择性的涂覆在工作台上,快速冷却后形成一层大约0.127mm 厚的薄片轮廓。一层截面成型完成后工作台下降一定高度,再进行下一层的熔覆,好像一层层"画出"截面轮廓,如此循环,最终形成三维产品零件。目前的fdm-3d技术与精雕技术(cnc)的结合还没有一个在成本,效果能尽善尽美的方案。将三维模型文件生成导出为stl格式的文件,然后将stl格式文件生成gcode格式的文件才可以对其进行打印操作的,可以在3ds max中制作,也可以在solid works丶 ug丶maya等其他的三维模型制作软件中制作。接下来,需要在3ds max中将此方块的模型进行导出,导出为stl格式的文件,并命名为适当的文件名称,值得注意的是命名的时候要使用英文或者拼音命名操作,或者字母加数字两者组合。接下来打开cura软件,将导出的 stl格式的三维模型文件在cura软件中打开。支撑内分为两种类型: 第一项为外部支撑:即与打印机平台能有接触的支撑结构第二项 everywhere是指所有出现悬空结构的地方均给予支撑辅助;平台附着类型也是有两个类型:第一项为模型外围附加一圈底座帮助模型更牢固的粘附在平台上,第二项为模型整个底部附加底座来帮助模型粘附在平台上这里一般推荐使用第一项即可;线
材直径是指3d打印机所使用的耗材的直径大小,这里因为是使用的3mm的耗材,输入2.95 即可流量值100%;还需要对其他的两个重要参数进行设置:“机器设置”和“高级设置”。机器设置需要注意的设置选项是“平台大小”及"挤出量"的设置;高级设置一般只需要将这里支撑的填充密度改动即可.
[0005]
目前的fdm—3d打印机的挤出机构造:
[0006]
常见的fdm-3d打印机的多色打印机,除了单喷头挤出机外,也有独立的多喷口方式及多色共用熔融腔及的单喷口方式,前者结构具有体积庞大且独立运动后的对位很困难的缺点,后者尽管结构简单但打印换色过度缓慢等缺点,都不如人意。
[0007]
进一步分析而言:对于传统多喷头挤出机而言:相互漏料污染及擦碰是巨大的障碍;由于各个喷头的距离较近,由于融料腔的压力惯性会在电机推料结束后继续流喷物料;如果各个喷头在同一平面内,非工作喷头喷嘴对成型物件表面的刮碰将严重的影响打印质量。目前采取的方法有两种:独立喷头的移开及非工作喷嘴的少许上升。
[0008]
类似于活塞泵,塑料丝在融化前作为活塞对熔融腔产生压力并由喷嘴被挤出;详细而言:将塑料丝从通过挤出机总成的入口端推入喉管,再通过喉管导向,送入加热铝块的熔融腔部位,大多数采用加热棒对铝块进行间接加热法,塑料丝被充分熔化后,在后续进丝的 (活塞)压力的作用下从喷嘴挤出。
[0009]
挤出机装置包括挤出机总成及送料装置:
[0010]
挤出机总成中的喉管由不锈钢制造,是为了降低其导热性能,不锈钢喉管有些内部还衬有铁氟龙,由于挤出机总成长期加热打印致使吼管内部温度升高,导致管内料也处在熔融状态,当停止打印冷却后,材料就黏结在管内,下次重新开机打印时,管内黏着料不能马上融化,使喉管出现堵料现象,喉管内部衬铁氟龙,使喉管内料都不会熔融黏着,能大大改善堵头问题。同时作者在挤出机总成外加散热片和风扇,主要也是为了降低喉管上部的温度,防止堵头问题,也可以为挤出机总成散热。
[0011]
送料装置分为远程送料装置及近程送料装置;远程送料装置是送料电机的齿轮驱动料丝进入铁氟龙软管,该铁氟龙软管经过喉管通向熔融腔部位,铁氟龙软管的2端分别是与喉管及送料电机的支架刚性锁紧的。近程送料装置与远程送料装置无本质区别,区别在于送料电机与喉管直接刚性连接而省去了铁氟龙导料管。
[
技术实现要素:
]
[0012]
本发明目的:
[0013]
本发明的目的是克服现有技术中存在的不足而解决多喷头挤出机的换喷口过程的漏料、对位精度差及缓慢等缺点。
[0014]
本发明特点:构造简单成熟、运行可靠。
[0015]
本发明的技术方案:
[0016]
三维打印专用的斜盘旋转切换式多喷头挤出装置的构造为:
[0017]
熔料转盘(往往使用金属来制作)与送料喉管柱体(往往也使用金属来制作,内部可以衬有铁氟龙)之间夹着隔热构件(选用),通过紧固螺丝或紧配合进行连接,轴承座兼支架与壳体固定构造刚性连接,壳体固定构造与3d机的壳体构造部分相连接,并保持静止,轴承座兼支架的轴孔直接(不使用轴承下,轴孔与送料喉管柱体的柱面直接配合接触)或经由
轴承与送料喉管柱体,使得送料喉管柱体能在轴承座兼支架内部绕其轴线自由转动;料丝是穿过在送料喉管柱体上加工有轴向走向(贯穿送料喉管柱体的上下底面)的多个喉管过料孔,而进入熔料腔的;而每一个喉管过料孔贯穿送料喉管柱体的上下端面,并通向熔料转盘的熔料腔;在熔料腔的尽头加工有喷口(喷口是一体化加工或是可以拆卸安装的);每一路喷口、料腔、管过料孔所组成的物料通道都与其他路物料通道处于隔离的互不相通状态;料管锁嘴是锁住送料管1、送料管2、送料管3、送料管4及送料管5,与并通过送料管与远程供料机构相连;换色电机转轴驱动齿轮1经由同步皮带带动固定在送料喉管柱体上的齿轮2绕着轴线转动,或者是:齿轮直接传动,通过加大2个齿轮的直径直接传动,(2个传动轴直接齿轮传动),也或者是链条链轮传动方式(2个传动轴驱动链轮,带动链条来传动)。
[0018]
在喷口与熔料腔之间是直通的或加装阀门控制其通道的开关。
[0019]
熔料转盘的喷口为2-20个,喷口分布于同一圆周上;喷口的方向(喷口附近的孔洞轴线方向)与轴线夹有1-50度的锐角角度;送料喉管柱体的轴线与z轴的夹角等于喷口的方向与送料喉管柱体轴线的夹角,也是1-50度的锐角角度。也是1-50度的锐角角度,这样;当转动送料喉管柱体的转动轴(轴线),并使得其中一个喷口位于最低位置(离打印平台最近),且喷口方向与z轴平行,垂直指向打印平台,该喷口被使用。
[0020]
加热棒加温熔料转盘,温度传感器提供温度数值给电子系统用来控制加热棒的通电与断电来控温,散热电扇的作用是降低轴承座兼支架的温度,从而限制送料喉管柱体的温度,保持喉管中输送的料丝的温度不至于过高。
[0021]
进一步:强化止料功能的一种方法:加装式喷口针阀组件:在喷口与熔料腔之间的通道上安装有针阀或保持直通,其针阀的通断控制是由弹簧推动被导向体约束的顶针堵塞喷口通道来实现的(常态下属于常阻断状态),旋转送料喉管柱体的转轴,最低位置的顶针的接触盘将触碰固定安装的推针卡件,推针卡件的触碰就使得顶针被强行拉出0.5—3.0毫米的位移,顶针的尖端就被拔出过料通道而获得畅通;而继续旋转送料喉管柱体的转轴,使得顶针脱离最低位置,顶针的接触盘将停止接触推针卡件,弹簧使得顶针回位,通道又获得阻塞,推针卡件的推动顶针的方向取决于从哪个方向密封通料通道,顶针前部的球状或锥状的较细部位朝向轴心,或由轴心朝向外部,密封所要求的位移方向相反;或者是(常态下属于常畅通状态):常态下弹簧(反向)回推被导向体约束的顶针畅通喷口通道,固定安装的推针卡件是一个在最低位置处留有开口的圆环,该开口圆环的平面与轴线垂直,当送料喉管柱体旋转时,顶针的接触盘将在除了开口的位置触碰推针卡件的内环面,而推动顶针阻塞通道。当然也可以不使用上述针阀构造,直接回抽料丝止料,但压力的惯性都会有少量的物料继续流出,效果不很理想。
[0022]
进一步:强化止料功能的另一种方法:提拉喉管顶针式组件:构造特征是:由料管锁嘴、金属喉管、前端顶针及侧壁通料孔组成的一根尖端的管状物;该组件插入热平衡孔洞中,该孔洞的上部管壁是低温的散热体,底部则是高温的加热体,这样就在提拉喉管顶针式组件的前端顶针及侧壁通料孔部位形成高温融料腔;前端顶针尖部与喷头喷口中心正好都位于同一轴线上;因而在少许压力下,顶针尖部与喷头喷口中心接触就能达到密封止料的效果;这样通过改变喉管顶针式组件与热平衡孔洞的相对位移就能达到开关物料流出的目的。
[0023]
进一步:可以由转轴限位块限定送料喉管柱体的转动角度小于 360度,也可以不
使用机械方式,而使用绝对编码的电机进行位置控制。
[0024]
进一步:本发明的多喷头挤出装置需要匹配供料结构:较为常用的是是远程供料机构或近程程供料机构:供料机构都是由驱动电机、与电机轴固定安装的推料齿轮、压紧靠轮压紧弹簧及使压紧靠轮移开的扳手、电机支架、锁紧送料管的锁嘴(类似于气管锁嘴)等;在压紧弹簧推动压紧靠轮下,电机驱动齿轮推动夹紧在其中的料丝,料丝被推入送料管,原理非常简单,近远程的区别仅仅是省略送料管。
[0025]
本发明的有益效果:
[0026]
换色迅捷,多喷头之间绝无串色,切换喷头对位精准。
[附图说明]
[0027]
图1为普通fdm-3d打印机的远程供料结构示意图。
[0028]
图2为斜盘旋转切换式多喷头挤出装置示意图。
[0029]
图3为挤出装置的核心部位爆炸图。
[0030]
图4为挤出装置的整体截面图。
[0031]
图5为喉管提拉针阀式止料方法示意图。
[0032]
图6为喉管顶针式组件轮流被提升示意图。
[0033]
附图标注:
[0034]
在图中:1.熔料转盘,2.喷口,3.轴承座兼支架, 4.轴承,5.熔料腔,7.送料喉管柱体,8.喉管过料孔, 9.料管锁嘴,10.隔热构件,12.同步皮带,14.齿轮1, 18.齿轮2,19.弹簧,20.顶针,21.导向体,27.料丝, 31换色电机,32.推针卡件,33.接触盘,34.紧固螺丝, 37.轴线,39.散热电扇,40.加热棒,42.送料管, 43.密封圈,44.轴承挡圈,50.远程供料机构,51.料丝, 52.挤出喷头,53.喷口a,54.打印平台,55.送料管,56. 承载台,60.前端顶针,61.侧壁通料孔,62.融料腔, 63.隔热连接件,64.金属喉管,65.铁氟龙套管,66. 料管锁嘴,67.提拉扳手,68.料丝,69.喷口b, 70.隔热件,71.固定螺丝,72.弹片,73.过料孔洞, 74.推针卡件,76.喷出融料,79.顶针尖部,80.密封圈
[具体实施方式]
[0035]
以下结合附图就较佳实施例对本发明作进一步说明:
[0036]
如图1所示:
[0037]
普通fdm-3d打印机的基本构架,挤出机被x\y水平位移的支撑轨道支持,在x轴、y轴电机的独立驱动下,沿着水平面做平面运动,打印平台54在z轴电机的驱动下,做上下方向的垂直往复运动。
[0038]
远程供料机构50推动料丝51进入送料管55传输,进入安装在承载台56上的挤出喷头52后,深入加热的熔料腔后,再经喷头的喷口a 53喷出。
[0039]
当本发明的多喷头挤出装置取代上述承载台56挤出喷头52后,便形成了带有斜盘旋转切换式多喷头挤出装置的fdm-3d打印机。
[0040]
如图2、图3、图4所示:
[0041]
斜盘旋转切换式多喷头挤出装置的基本构造是由:轴承座兼支架3与3d机的壳体构造部分相连通并保持静止不动,轴承座兼支架 3的轴孔直接或经由轴承4与送料喉管柱
体7相连接,使得送料喉管柱体7能在轴承座兼支架的轴孔内部绕其轴线37自由转动;打印的料丝27穿过在送料喉管柱体7上所加工的轴向走向的多个喉管过料孔8而进入熔料腔5,熔料转盘(往往使用金属来制作)与送料喉管柱体(往往也使用金属来制作,内部可以衬有铁氟龙)之间夹着隔热构件10,紧固螺丝孔34将三者紧固;每一个喉管过料孔贯穿送料喉管柱体7的上下底面,并通向熔料转盘1的熔料腔;在熔料腔5的尽头加工有喷口2,每一路喷口、熔料腔、喉管过料孔8所组成的物料通道都与其他物料通道处于隔离状态;料管锁嘴9用于锁住诸多送料管42,换色电机31的转轴驱动同轴的齿轮1 14经由同步皮带12带动固定在送料喉管柱体7上的齿轮2 18绕着轴线37转动,或者是:加大2个齿轮的直径直接传动,也或者是链条链轮传动方式;熔料转盘1的喷口数量为2-20个,喷口分布于同一圆周上;喷口的方向与轴线夹有1-50度的锐角角度;送料喉管柱体7的轴线37与z轴的夹角等于喷口的方向与送料喉管柱体7轴线的夹角,也是1-50度的锐角角度,44为轴承挡圈。
[0042]
散热电扇39用于散热,避免送料喉管柱体7的温度过高,加热棒40是用于加热熔料转盘,转盘上插有温度传感器,用以回馈其温度给电子系统,用以稳定温度。
[0043]
从挤出装置的核心部位爆炸图中可以看出:在喷口2与熔料腔5 之间的通道上安装有针阀或保持直通,其针阀的通断控制是由弹簧 19推动被导向体21约束的顶针20堵塞喷口通道来实现的,旋转送料喉管柱体的转轴,最低位置的顶针20的接触盘33将触碰固定安装的推针卡件32,推针卡件32的触碰就使得顶针20被强行拉出 0.5—3.0毫米的位移,顶针20的尖端就被拔出过料通道而获得畅通;而继续旋转送料喉管柱体的转轴,使得顶针20脱离最低位置,顶针 20的接触盘33将停止接触推针卡件32,弹簧19依托与刚性连接的导向体21推动顶针20的状环凸起,使得顶针20回位(向轴心方向) 阻塞通道;或者是相反的弹簧作用力方向:在常态下弹簧19回推被约束的顶针20畅通喷口通道,固定安装的推针卡件32是一个在最低位置处留有开口的圆环,该开口圆环的平面与轴线垂直,当送料喉管柱体旋转时,顶针20的接触盘33将在除了开口的位置触碰推针卡件 32的内环面,推动顶针20阻塞通道,避免泄料可以使用密封圈43。
[0044]
如图5、图6所示:
[0045]
喉管顶针式组件是由料管锁嘴66、金属喉管64、前端顶针60,在金属喉管64与前端顶针60之间可以衬有隔热连接件63,在的侧壁开有侧壁通料孔61,出于润滑的需要内部可以衬有铁氟龙套管 65,这样就形成了一根前部尖锐端的管状物,提拉扳手67是用于推动其移动的着力点;使用时将该喉管顶针式组件插入过料孔洞73 中,过料孔洞73就相当于图2中的上送料喉管柱体的孔洞分布及特征,该孔洞的上部管壁是低温的散热体,底部则是高温的加热体,这样就在提拉喉管顶针式组件的前端部位形成高温融料腔62;前端顶针尖部79与喷头喷口b 69的中心正好都位于同一轴线上;因而在固定螺丝71固定下的弹片72的少许压力作用下,顶针尖部79与喷头喷口b 69的中心接触就能达到密封止料的效果;这样通过改变喉管顶针式组件与过料孔洞73的相对位移就能达到开关物料流出的目的,该过料孔洞的隔热件70相当于图2中的隔热构件,当拉动喉管顶针式组件使得顶针尖部79与喷头喷口b 69产生少许距离时,远程供料机构推动料丝68将形成带有压力的熔融物料,穿过侧壁通料孔61后,由喷口产生喷出融料76,需要指出的是:当在送料喉管柱体上的相应位置开有多个过料孔洞73,其位置分布与图2相当时,当绕轴线37(其它过料孔洞按与轴线37轴对称方位排布,这样所有的提拉扳手都在同一个圆周上)转动时就达到了换料的目的,固定在图
2所示的类似于轴承座兼支架上的,与机器壳体保持静止的推针卡件74将会轮流撞击提拉扳手67上,使得喉管顶针式组件轮流被提升,离开后又被弹簧推回下移到位,达到出料的目的,80为密封圈,作用是避免物料泄露。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips