
 商标分类
商标分类  商标转让
商标转让 
一种镜框弯曲成型机下模装置的输送机构的制作方法
 2021-02-23 17:02:44|
2021-02-23 17:02:44| 248|
248| 起点商标网
起点商标网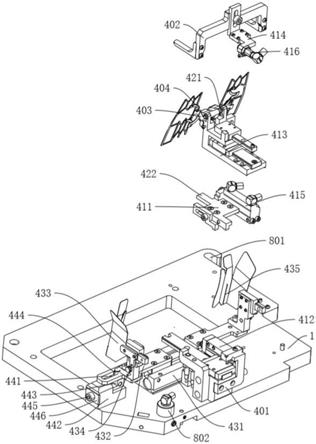
[0001]
本实用新型涉及镜框加工领域,尤其涉及到一种镜框弯曲成型机下模装置的输送机构。
背景技术:
[0002]
现有的眼睛主要包括镜框、眼镜脚、镜片;而镜框一般包括两个镜片框、设置于两个镜片框之间的鼻梁架、连接两个镜片框的镜框梁。
[0003]
在镜框注塑加工后,镜框一般呈扁平状或具有一定弧度。为了使眼镜镜框适应人体面部轮廓,需要对镜框进行弯曲成型调节,使镜框梁弯曲一定角度后,使镜框适应面部轮廓,确保两个镜片框与人体眼睛相适应。
[0004]
现有的镜框弯曲成型一般通过对镜框预热后放入模具二次成型,但是现阶段无相应的镜框弯曲成型的成型设备。另外在将镜框放置于下模机构中时,由于镜框已被加热,人工搬运放置,容易导致安全事故产生。
[0005]
因此,我们有必要对这样一种结构进行改善,以克服上述缺陷。
技术实现要素:
[0006]
本实用新型的目的是提供一种镜框弯曲成型机下模装置的输送机构,能够实现自动将加热完成的镜框安装至下模机构中,并实现自动精准逐个将镜框安装至下模机构。
[0007]
本实用新型的上述技术目的是通过以下技术方案实现的:一种镜框弯曲成型机下模装置的输送机构,包括底板、设置于所述底板的下模座、设置于所述底板的接收底座,还包括设置于所述底座且朝向下模座方向滑移的滑移组件、设置于所述滑移组件并抵接于镜框下端面的接料叉、设置于所述滑移组件并供镜框背离下模座一侧侧壁抵接的接料架、设置于所述底板并对所述镜框定位的定位组件。
[0008]
本实用新型进一步设置为:所述滑移组件包括相对于所述接收底座水平滑移的第一接收滑块、用于驱动所述第一接收滑块朝向下模座方向滑移第一滑移气缸,所述接料叉及所述接料架均设置于所述第一接收滑块。
[0009]
本实用新型进一步设置为:所述滑移组件还包括相对于所述第一接收滑块水平滑移的第二接收滑块、相对于所述第二接收滑块水平滑移的第三接收滑块、用于驱动所述第二接收滑块滑移的第二滑移气缸、用于驱动所述第三接收滑块滑移的第三滑移气缸,所述第二接收滑块、第三接收滑块滑移方向与第一接收滑块滑移方向一致,所述接料叉固定连接于所述第三接收滑块,所述接料架安装于所述第二接收滑块。
[0010]
本实用新型进一步设置为:所述接料架铰接于所述第二接收滑块,且所述接料架与所述第二接收滑块的铰接端设置有转动扭簧,所述接料架由下而上呈背离下模座方向倾斜设置,所述第一接收滑块设置有抵接接料架的连接杆,所述第二接收滑块相对于第一接收滑块朝向下模座滑移后,所述接料架以连接杆端部为支点朝向下模座方向转动。
[0011]
本实用新型进一步设置为:所述第一接收滑块朝向下模座的一端抵接于所述第二
接收滑块并带动所述第二接收滑块同步朝向下模座方向移动。
[0012]
本实用新型进一步设置为:所述定位组件包括固定连接于所述底板的双向气缸、两个对称设置于对应双向气缸输出端的定位块、设置于所述定位块且呈l形设置的定位板,两个所述定位板呈相对设置,镜框位于两个所述定位板之间。
[0013]
本实用新型进一步设置为:所述定位板呈水平滑动连接于所述定位块,且所述定位板滑移方向平行于第一接收滑块滑移方向,且所述定位板与定位块之间均设置有拨动所述定位板复位的复位扭簧。
[0014]
本实用新型进一步设置为:所述底板与所述定位块之间设置有限制定位块滑移位置的限位组件,所述限位组件包括开设于所述定位块上端面的限位长孔、设置于所述底板的限位座、沿所述定位块滑移方向滑动连接于所述限位座的限位滑块、设置于所述限位滑块上端面且穿设于所述限位长孔的限位柱、设置于所述限位座并限制所述限位滑块滑移的限位螺栓。
[0015]
本实用新型进一步设置为:所述接料架设置有避免镜框被过度挤压的缓冲弹片,所述定位板开设有若干条弹性形变槽。
[0016]
综上所述,本实用新型具有以下有益效果:
[0017]
工作时,镜框落下并抵接于接料叉,并通过接料架及定位组件限定镜框相对位置,然后通过第一滑移气缸驱动第一接收滑块、第二接收滑块、第三接收滑块同步朝向下模座方向移动,使镜框靠近于下模块位置,然后通过第二滑移气缸驱动第二接收滑块及第三接收滑块朝向下模座方向继续移动,并通过第二接收滑块驱动接料架运作并使镜框抵紧于下模块,达到将镜框安放于下模块的作用,完成上述步骤后,第一滑移气缸及第二滑移气缸复位,第三滑移气缸驱动第三接收滑块相对于第二接收滑块背离下模座方向移动,从而使接料叉脱离接料架,即镜框落下时镜框下端面不与接料叉接触,导致镜框无法被输送机构接收,当通过下模机构完成对镜框弯曲成型时,通过第三滑移气缸复位,使接料叉朝向下模座的一端突出于接料架,镜框下端面可抵接于接料叉,并实现正常接收镜框,通过第三滑移气缸控制接料叉滑移避免一次接收多个镜框,确保输送机构一次仅输送一个镜框至下模块位置。
[0018]
当通过第一滑移气缸驱动镜框朝向下模座方向移动后,镜框靠近于下模块,通过第二滑移气缸驱动第二接收滑块朝向下模座移动后,第二接收滑块带动接料架朝向下模座移动,使接料架以其与连接杆的抵接端为支点朝向下模座方向翻转,达到镜框装置于下模块位置,因而实现将镜框自动、高效、准确的装置于下模块。
[0019]
镜框落至定位板、接料架、接料叉合围的空间后,通过双向气缸驱动两个定位板相向移动,实现对镜框中心的定位,确保镜框与对应下模块位置相一致,然后当接料架将镜框推入下模块时,镜框拨动定位板朝向下模座方向移动一定距离后,由于定位板弹性形变,使镜框脱离定位板后装置进下模块,并且通过复位扭簧拨动定位板复位;通过定位板相对于定位块滑移起到缓冲作用,避免定位板与镜框刚性碰撞,同时通过定位板具有弹性便于镜框脱离定位板。
[0020]
当定位块滑移时,限位柱相对于限位长孔,并通过限位长孔限制限位滑块滑移长度,实现控制两个定位块滑移伸缩距离,并且通过限位螺栓与限位滑块螺纹连接方便调节限位柱相对位置,起到方便调节作用。
附图说明
[0021]
图1是本实用新型的结构示意图;
[0022]
图2是本实用新型中输送机构的结构示意图一;
[0023]
图3是本实用新型中输送机构的结构示意图二;
[0024]
图4是本实用新型中输送机构的结构示意图三;
[0025]
图5是本实用新型中输送机构的爆炸示意图;
[0026]
图6是本实用新型中定位组件的剖视图;
[0027]
图7是本实用新型中下模机构的剖视图一;
[0028]
图8是本实用新型中下模机构的剖视图二;
[0029]
图9是本实用新型中下模机构的爆炸示意图一;
[0030]
图10是本实用新型中下模机构的爆炸示意图二;
[0031]
图11是本实用新型中下模机构的爆炸示意图三;
[0032]
图12是本实用新型中镜框夹持固定部件的剖视图;
[0033]
图13是镜框的结构示意图。
[0034]
图中数字所表示的相应部件名称:1、底板;2、下模座;3、下模块;401、接收底座;402、接料叉;403、接料架;404、缓冲弹片;411、第一接收滑块;412、第一滑移气缸;413、第二接收滑块;414、第三接收滑块;415、第二滑移气缸;416、第三滑移气缸;421、转动扭簧;422、连接杆;431、双向气缸;432、定位块;433、定位板;434、复位扭簧;435、弹性形变槽;441、限位长孔;442、限位座;443、限位滑块;444、限位柱;445、限位螺栓;446、垫板;501、转轴;502、旋转气缸;503、齿轮;504、齿条;505、驱动气缸;511、支承;512、l形控制块;513、液压缓冲器;521、固定凸块;522、固定连杆;523、固定凸起;524、固定气缸;601、主支架;602、分支架;611、销轴;612、分卡槽;613、主卡槽;614、弹簧;615、定位销;621、调节柱;622、穿设孔;623、锁定螺栓;624、刻度尺;631、预调座;632、预调块;633、升降柱;701、夹持气缸;702、夹持连接块;703、夹持弹片;704、控制槽;705、夹持凸起;706、成型模;711、放置定位板;712、调节块;801、转动轴心槽;802、限制气缸。
具体实施方式
[0035]
为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图示与具体实施例,进一步阐述本实用新型。
[0036]
如图1所示,本实用新型提出的一种镜框弯曲成型机下模装置,包括安装于镜框弯曲成型机的底板1,设置于底板1并用于输送镜框的输送机构、用于供输送的镜框安装固定的下模机构。下模机构包括转动连接于底板1的下模座2、安装于下模座2并供镜框装置的下模块3、用于驱动下模座2转动的转动部件、用于夹持固定镜框的夹持固定部件、用于装置并调节两个下模块3相对角度的安装调节部件。
[0037]
其中输送机构包括固定连接于底板1的接收底座401、设置于底座且朝向下模座2方向滑移的滑移组件、安装于滑移组件并抵接于镜框下端面的接料叉402、安装于滑移组件并供镜框背离下模座2一侧侧壁抵接的接料架403、设置于底板1并对镜框定位的定位组件。滑移组件包括相对于接收底座401水平滑移的第一接收滑块411、用于驱动第一接收滑块411朝向下模座2方向滑移第一滑移气缸412、相对于第一接收滑块411水平滑移的第二接收
滑块413、相对于第二接收滑块413水平滑移的第三接收滑块414、用于驱动第二接收滑块413滑移的第二滑移气缸415、用于驱动第三接收滑块414滑移的第三滑移气缸416;本实施例中第二接收滑块413滑动连接于接收底座401,第一接收滑块411滑动连接于第二接收滑块413上表面,第三接收滑块414滑动连接于第二接收滑块413上表面,第一接收滑块411、第二接收滑块413、第三接收滑块414之间均设置有滑轨,第一滑移气缸412缸体固定接收底座401且输出轴固定于第一接收滑块411,第二滑移气缸415缸体固定于第一滑块且输出轴固定于第二接收滑块413,第三滑移气缸416缸体固定于第三滑块且输出轴固定于第二滑块,并且第二接收滑块413、第三接收滑块414滑移方向与第一接收滑块411滑移方向一致。接料叉402固定连接于第三接收滑块414,接料叉402可突出于接料架403朝向下模座2的侧壁,接料架403安装于第二接收滑块413。并且接料架403设置有避免镜框被过度挤压的缓冲弹片404,并且接料架403具有弹性形变能力,从而可以避免镜框被挤压变形。
[0038]
工作时,镜框落下并抵接于接料叉402,并通过接料架403及定位组件限定镜框相对位置,然后通过第一滑移气缸412驱动第一接收滑块411、第二接收滑块413、第三接收滑块414同步朝向下模座2方向移动,使镜框靠近于下模块3位置,然后通过第二滑移气缸415驱动第二接收滑块413及第三接收滑块414朝向下模座2方向继续移动,并通过第二接收滑块413驱动接料架403运作并使镜框抵紧于下模块3,达到将镜框安放于下模块3的作用,完成上述步骤后,第一滑移气缸412及第二滑移气缸415复位,第三滑移气缸416驱动第三接收滑块414相对于第二接收滑块413背离下模座2方向移动,从而使接料叉402脱离接料架403,即镜框落下时镜框下端面不与接料叉402接触,导致镜框无法被输送机构接收,当通过下模机构完成对镜框弯曲成型时,通过第三滑移气缸416复位,使接料叉402朝向下模座2的一端突出于接料架403,镜框下端面可抵接于接料叉402,并实现正常接收镜框,通过第三滑移气缸416控制接料叉402滑移避免一次接收多个镜框,确保输送机构一次仅输送一个镜框至下模块3位置。
[0039]
本实施例中,接料架403铰接于第二接收滑块413朝向下模座2的一侧侧壁,且接料架403与第二接收滑块413的铰接端安装有转动扭簧421,接料架403由下而上呈背离下模座2方向倾斜设置,第一接收滑块411设置有抵接接料架403的连接杆422,连接杆422与接料架403抵接端位于转动扭簧421的下方,即当第二接收滑块413相对于第一接收滑块411朝向下模座2滑移后,接料架403以连接杆422端部为支点朝向下模座2方向转动。当通过第一滑移气缸412驱动镜框朝向下模座2方向移动后,镜框靠近于下模块3,通过第二滑移气缸415驱动第二接收滑块413朝向下模座2移动后,第二接收滑块413带动接料架403朝向下模座2移动,使接料架403以其与连接杆422的抵接端为支点朝向下模座2方向翻转,达到镜框装置于下模块3位置,因而实现将镜框自动、高效、准确的装置于下模块3。
[0040]
为确保第一接收滑块411带动第二接收滑块413同步朝向下模座2方向移动,第一接收滑块411朝向下模座2的一端抵接于第二接收滑块413,从而实现带动第二接收滑块413同步朝向下模座2方向移动。
[0041]
输送机构的定位组件包括固定连接于底板1的双向气缸431(为双向无杆气缸,为现有技术)、两个对称设置于对应双向气缸431输出端的定位块432、设置于定位块432且呈l形设置的定位板433,两个定位板433呈相对设置,镜框位于两个定位板433之间。即镜框落下后,镜框下端面抵接于接料叉402,镜框背离下模座2的一侧表面抵接于接料架403,并且
两个定位板433分别可抵接于镜框朝向下模座2的表面以及镜框两侧侧壁,合围住镜框四周。并且本申请中,定位板433呈水平滑动连接于定位块432,且定位板433滑移方向平行于第一接收滑块411滑移方向,定位板433与定位块432之间设置有滑轨结构,在定位板433与定位块432之间均设置有拨动定位板433复位的复位扭簧434。定位板433开设有若干条弹性形变槽435,并且定位板433具有弹性形变并方便镜框脱离定位板433。即工作时,镜框落至定位板433、接料架403、接料叉402合围的空间后,通过双向气缸431驱动两个定位板433相向移动,实现对镜框中心的定位,确保镜框与对应下模块3位置相一致,然后当接料架403将镜框推入下模块3时,镜框拨动定位板433朝向下模座2方向移动一定距离后,由于定位板433弹性形变,使镜框脱离定位板433后装置进下模块3,并且通过复位扭簧434拨动定位板433复位;通过定位板433相对于定位块432滑移起到缓冲作用,避免定位板433与镜框刚性碰撞,同时通过定位板433具有弹性便于镜框脱离定位板433。
[0042]
为方便对定位板433滑移距离的限制,底板1与定位块432之间设置有限制定位块432滑移位置的限位组件,限位组件包括开设于定位块432上端面的限位长孔441、固定于底板1的限位座442、沿定位块432滑移方向滑动连接于限位座442的限位滑块443、安装于限位滑块443上端面且穿设于限位长孔441的限位柱444、连接于限位座442并限制限位滑块443滑移的限位螺栓445。限位长孔441长度方向沿定位块432滑移方向设置,且限位座442背离两个定位块432中心位置的一端安装有垫板446,限位螺栓445安装于垫板446且限位螺栓445长度方向平行于限位块滑移方向,限位螺栓445穿设于垫板446并与限位滑块443端部螺纹连接。当定位块432滑移时,限位柱444相对于限位长孔441,并通过限位长孔441限制限位滑块443滑移长度,实现控制两个定位块432滑移伸缩距离,并且通过限位螺栓445与限位滑块443螺纹连接方便调节限位柱444相对位置,起到方便调节作用。
[0043]
下模机构的转动部件包括安装于下模座2侧壁的转轴501、固定于底板1并驱动转轴501的旋转气缸502、固定于转轴501的齿轮503、滑动连接于底板1并与齿轮503啮合的齿条504、固定于底板1并驱动齿条504滑移的驱动气缸505。本实施例中通过驱动气缸505驱动转轴501转动90
°
,并且旋转气缸502驱动转轴501转动180
°
。即使用时,通过驱动气缸505驱动齿条504移动,并通过齿条504即齿轮503带动转轴501转动,实现下模座2朝向输送机构转动90
°
,方便输送机构将镜框输送装置于下模块3上,当对镜框弯曲成型完成后,通过旋转气缸502驱动下模座2转动180度,使下模座2及下模块3朝下状态,便于镜框脱落,实现自动卸料功能。
[0044]
底板1固定安装有与下模座2转动连接的支承511,支承511与转轴501分设于下模座2两侧,支承511侧壁固定有控制下模座2转动角度的l形控制块512,下模座2上表面可抵接于l形控制块512下表面,且下模座2翻转180度后下模座2可抵接于l形控制块512上表面,下模座2设置有两个可分别抵接于l形控制块512上表面及下表面的液压缓冲器513。通过l形控制块512可以有效定位下模座2转动180
°
的角度,并确保下模座2呈竖直向上状态或向下状态,同时通过液压缓冲器513起到缓冲降噪的功能。底板1与下模座2之间设置有避免下模座2受压后翻转的固定组件,固定组件包括设置于下模座2且突出于下模座2侧壁的固定凸块521、一端可转动连接于底板1的固定连杆522、设置于固定连杆522且可抵接于固定凸块521上端面的固定凸起523、设置于底板1并驱动固定连杆522朝向下模座2方向转动的固定气缸524,固定凸块521突出于下模座2背离输送机构一侧侧壁。由于在对镜框进行挤压成
型时,下模座2受力不均,容易导致挤压时,下模座2偏转,本实施例中,下模座2仅可朝向输送机构方向偏转,故通过固定组件限制下模座2朝向输送机构方向偏转,通过固定气缸524驱动固定连杆522转动一定角度后,固定凸起523抵接于固定凸块521上端面,从而限制下模座2朝向输送机构方向偏转。
[0045]
下模机构的安装调节部件包括安装于下模座2上端面的主支架601、两个分设于主支架601两侧的分支架602、设置于下模座2与主支架601之间用于调节两个下模块3弯曲角度的角度调节组件。
[0046]
每个下模块3均安装有四个呈水平设置的销轴611,四个销轴611呈两两对称,销轴611轴线垂直于下模座2转动轴向,且四个销轴611分别卡接于对应的主支架601及分支架602,分支架602开设有两个供对应销轴611卡入的分卡槽612,主支架601朝向两分支架602的侧壁均开设有两个与分卡槽612对齐的主卡槽613,分卡槽612及主卡槽613均呈u形,分卡槽612与对应主卡槽613呈相向设置。并且本实施例中,分支架602朝向主支架601方向滑动连接于下模座2,下模座2安装有两个分别推动对应分支架602朝向主支架601移动的弹簧614。
[0047]
安装下模块3时,拉动分支架602并使分支架602背离主支架601方向移动,从而方便下模块3放置于分支架602与主支架601之间,并且使下模块3的销轴611分别卡入对应的主卡槽613及分卡槽612内,之后通过弹簧614复位驱动分支架602朝向主支架601方向移动,确保销轴611卡入对应主卡槽613及分卡槽612内,达到固定下模块3,实现快速便捷的安装下模块3。
[0048]
在下模座2上还安装有用于限制并定位对应分支架602滑移位置的定位销615,定位销615可抵接于分支架602朝向主支架601的侧壁。通过定位销615可以定位分支架602朝向主支架601滑移的位置,在拆卸下模块3后,分支架602抵接于定位销615后,可限定分支架602的位置。
[0049]
角度调节组件包括穿设于下模座2且可滑动连接于下模座2的调节柱621、开设于下模座2并供调节柱621穿设的穿设孔622、螺纹连接于下模座2且可穿入至穿设孔622的锁定螺栓623,主支架601卡接于调节柱621并跟随调节柱621同步移动。并且在调节柱621的侧壁设置有刻度尺624。使用时,通过拧松锁定螺栓623,调整调节柱621相对于穿设孔622伸缩的位置,即实现主支架601相对于下模座2高度的调节,并通过刻度尺624突出于下模座2的位置确定调节座的位置,然后拧紧锁定螺栓623,达到调节两个下模块3相对转动角度。
[0050]
由于组装时存在装配误差,因此在主支架601设置有用于调整定位镜框中心线位置的预调节组件。预调节组件包括安装于主支架601的预调座631、滑动连接于预调座631且可抵接并定位镜框中心的预调块632,预调块632位于两个下模块3之间中心线位置,且预调块632滑移方向沿两个下模块3之间中心线方向。为方便拆装预调座631及预调块632,主支架601安装有升降柱633,预调座631沿竖直方向滑动连接于升降柱633,并且预调座631可向上滑移后脱离升降柱633,预调块632可沿两个下模块3之间中心线方向滑离预调座631,预调块632朝向镜框方向滑移后可抵接于镜框两个鼻梁架,并且通过预调块632达到定位镜框中心位置,进而确定并调节下模块3位置,有效提高组装精度,并且能够方便拆卸预调块632及预调座631,便于操作。
[0051]
下模机构的镜框夹持固定部件包括安装于下模座2且呈竖直向上的夹持气缸701、
安装于夹持气缸701输出轴的夹持连接块702、安装于夹持连接块702且呈v形的夹持弹片703,两个下模块3相向的侧壁开设有供夹持弹片703穿设的控制槽704,夹持弹片703固定连接有两个分别抵接于镜片框内壁的夹持凸起705。本实施例中夹持气缸701固定安装于调节柱621内且呈竖直向上设置,夹持连接块702可相对于下模座2上下移动,并可抵接于主支架601上表面,夹持弹片703具有弹性。镜片框内壁一般会开设有用于卡接固定镜片的镜片槽,本实施例中,夹持凸起705与镜片框内的镜片槽相对应并可卡入镜片槽内。在使用时,先将镜框装置于两个下模块3,此时夹持弹片703v形两端分别穿设于对应镜片框内,然后通过夹持气缸701驱动夹持连接块702及夹持弹片703朝向下模座2方向移动,夹持弹片703的v形侧壁抵触于控制槽704底面后,夹持弹片703的两v形侧壁相互靠拢,达到夹持凸起705相向移动并抵接镜片框内壁,达到夹持固定镜框的作用,并且可通过夹持凸起705卡入镜片槽可以进一步确保固定住镜框。
[0052]
在夹持连接块702上固定有供镜框梁抵接的成型模706,即镜框梁抵接于成型模706并使镜框梁弯曲贴合于成型模706表面,实现对镜框的弯曲成型。
[0053]
夹持连接块702安装有供镜框下表面抵接的放置定位板711,放置定位板711与夹持弹片703位于同一竖直平面位置,并且放置定位板711位于夹持弹片703v形内腔中,在放置定位板711两端穿设有抵接于镜框下表面的橡胶套(图中未标注)。为方便调节放置定位板711高度,确保抵接于镜框下表面,放置定位板711下端面一体成型有穿设于夹持连接块702的调节块712,调节块712由上而下穿设于夹持连接块702,夹持连接块702侧壁螺纹连接有可抵接于夹持连接块702的调节螺栓(图中未标注),调节螺栓抵接并限制调节块712上下移动。通过调节块712升降,调节螺栓抵接并固定调节块712相对于夹持连接块702位置,调节并固定调节块712位置,确保放置定位板711与镜框下表面接触,同时通过放置定位板711确保镜框能平整放置。
[0054]
通过下模装置对镜框弯曲成型过程为:被加热完成的镜框落下并抵接于接料叉402,镜框落至定位板433、接料架403、接料叉402合围的空间后,通过双向气缸431驱动两个定位板433相向移动,实现对镜框中心的定位,确保镜框与对应下模块3位置相一致;然后通过第一滑移气缸412驱动第一接收滑块411、第二接收滑块413、第三接收滑块414同步朝向下模座2方向移动,使镜框靠近于下模块3位置,此时下模座2转动90
°
并使下模块3朝向接料架403,然后通过第二滑移气缸415驱动第二接收滑块413及第三接收滑块414朝向下模座2方向继续移动,接料架403朝向下模块3方向翻转并达到将镜框装置于下模块3;通过夹持气缸701驱动夹持连接块702及夹持弹片703朝向下模座2方向移动,夹持弹片703驱动夹持凸起705卡入镜片槽夹持固定住镜框;然后通过驱动气缸505驱动下模座2反转90
°
使下模座2及下模块3朝上状态,通过上模与下模机构合模对镜框挤压弯曲,使镜框弯曲成型一定角度,之后通过旋转气缸502驱动下模座2转动180
°
,下模块3朝下时将成型后的镜框脱落。
[0055]
本实施例中,为方便拆装下模装置,底板1可相对于镜框弯曲成型机水平滑移,底板1一端边角位置开设有呈u形的转动轴心槽801,转动轴心槽801u形开口方向平行于底板1侧边,底板1设置有用于限制底板1相对于镜框弯曲成型机转动滑移的限制气缸803,限制气缸803位于底板1远离转动轴心槽801的一端边角位置,限制气缸803输出轴呈竖直向下设置且可突出于底板1下端面。在镜框弯曲成型机上设有穿入转动轴心槽801的轴,并开设有供限制气缸803输出轴穿设的槽。通过转动轴心槽801及限制气缸803方便固定下模装置,同时
方便拆卸移动下模装置,便于更换下模块3或进行维护。
[0056]
在本文中,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”、“竖直”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了表达技术方案的清楚及描述方便,因此不能理解为对本实用新型的限制。
[0057]
以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips