
 商标分类
商标分类  商标转让
商标转让 
一种汽车塑胶模具用双工位移模装置的制作方法
 2021-02-23 17:02:22|
2021-02-23 17:02:22| 425|
425| 起点商标网
起点商标网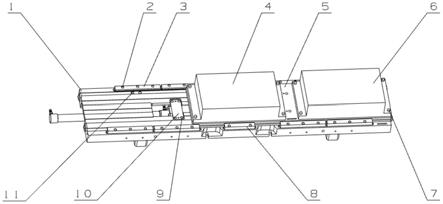
[0001]
本实用新型涉及汽车零部件生产设备技术领域,尤其涉及一种汽车塑胶模具用双工位移模装置。
背景技术:
[0002]
汽车车门的密封件,主要由挤出条和接角两部分组成,接角模具则是专门用来生产汽车车门密封件的接角部分的模具。在接角模具的实际生产中,需要把挤出条插入到接角模具中,通过注塑,将两根或多根不同的挤出条连接在一起。我们通常把挤出条插入模具的过程称为上料,把注塑后取出产品的过程称为卸料。随着各汽车厂商产品升级换代,新工艺、新设计不断出现,各汽车厂商对于接角模具提出了缩短生产时间的要求。
[0003]
传统的塑胶模具只有一个上模和一个下模,在生产过程中,步骤如下:压力机开模,将密封条按照要求插入下模,合模进行产品成型,再开模,产品停在下模,操作者需要一定时间按照规定顺序移开各个型板,取出产品。
[0004]
产品成型的周期中,在操作者取出产品的时间内,上模处于待工作状态,耗费了时间,利用率较低。产品订单量较大时,工厂需要重新再复制一整套模具来提高产量,该方式生产成本较高。
技术实现要素:
[0005]
本实用新型旨在解决现有技术的不足,而提供一种汽车塑胶模具用双工位移模装置,即在传统塑胶模具基础上只增加一个完全相同的下模以及一个能够左右移动的导向装置,能够使操作者在一个工位卸下产品及入料的同时,另一个工位上模也在进行工作,这种适用于接角模具中的双工位移模装置取消了上模在工作周期的等待时间,两个下模交替生产缩短了产品的成型周期,提高了定额。
[0006]
本实用新型为实现上述目的,采用以下技术方案:
[0007]
一种汽车塑胶模具用双工位移模装置,包括:
[0008]
型板i,型板i固定连接在模具压力机台面上;
[0009]
型板ii,型板ii位于型板i顶部,型板ii与型板i滑动连接;
[0010]
多个下模,下模位于型板ii顶部,下模沿型板ii滑动方向排列且与型板ii固定连接;
[0011]
驱动机构,用于驱动型板ii在型板i上滑动。
[0012]
进一步的,型板i顶部固设有轨道,型板ii通过轨道实现与型板i相对滑动。
[0013]
进一步的,轨道包括两条导轨,分别为导轨i和导轨ii,导轨i和导轨ii分别通过若干螺钉i固定在型板i的定位槽内。
[0014]
进一步的,驱动机构为推动式驱动机构,推动式驱动机构的两端分别与型板i和型板ii相连。
[0015]
进一步的,推动式驱动机构为气缸、电缸、油缸中的一种。
[0016]
进一步的,推动式驱动机构为油缸i,油缸i的固定端通过连接板与型板i相连,连接板通过螺钉vi与油缸i固定连接,连接板通过螺钉iii与型板i固定连接,油缸i的活动端设有t型接头,t型接头通过螺母i与油缸i的活动端固定连接,t型接头固连有连接块,连接块通过螺钉v固定连接在型板ii的定位槽内。
[0017]
进一步的,油缸i上设有用于与压力机液压装置连接的快接插头。
[0018]
进一步的,型板i端部设有若干用于对型板ii进行定位的挡块。
[0019]
进一步的,型板ii底部固设有耐磨板,耐磨板与型板i均配合设有起润滑作用的油槽。
[0020]
进一步的,型板i底部设有若干起支撑作用的支撑块,支撑块通过螺钉iv与型板i固定连接。
[0021]
进一步的,下模包括下模i和下模ii,下模i和下模ii分别通过若干螺钉ii与型板ii固定连接。
[0022]
本实用新型的有益效果是:本实用新型在产品大批量生产过程中,应用双工位移模结构,不仅减少甚至取消了上模在工作周期中的等待时间,两个下模交替生产缩短了产品的成型周期,提高了上模利用率和整体生产效率,而且也降低了因大批量生产需要增加的成本。
附图说明
[0023]
图1为本实用新型的俯视视角立体图;
[0024]
图2为本实用新型的仰视视角立体图;
[0025]
图中:1-型板i;2-螺钉i;3-导轨i;4-下模i;5-型板ii;6-下模ii;7-螺钉ii;8-导轨ii;9-螺钉iii;10-连接板;11-螺钉iv;12-挡块;13-螺钉v;14-支撑块;15-连接块;16-t型接头;17-螺母i;18-耐磨板;19-螺钉vi;20-油缸i;21-快接插头;
[0026]
以下将结合本实用新型的实施例参照附图进行详细叙述。
具体实施方式
[0027]
下面结合附图和实施例对本实用新型作进一步说明:
[0028]
如图所示,一种汽车塑胶模具用双工位移模装置,包括:
[0029]
型板i1,型板i1固定连接在模具压力机台面上;
[0030]
型板ii5,型板ii5位于型板i1顶部,型板ii5与型板i1滑动连接;
[0031]
多个下模,下模位于型板ii5顶部,下模沿型板ii5滑动方向排列且与型板ii5固定连接;
[0032]
驱动机构,用于驱动型板ii5在型板i1上滑动。
[0033]
进一步的,型板i1顶部固设有轨道,型板ii5通过轨道实现与型板i1相对滑动。
[0034]
进一步的,轨道包括两条导轨,分别为导轨i3和导轨ii8,导轨i3和导轨ii8分别通过若干螺钉i2固定在型板i1的定位槽内。
[0035]
进一步的,驱动机构为推动式驱动机构,推动式驱动机构的两端分别与型板i1和型板ii5相连。
[0036]
进一步的,推动式驱动机构为气缸、电缸、油缸中的一种。
[0037]
进一步的,推动式驱动机构为油缸i20,油缸i20的固定端通过连接板10与型板i1相连,连接板10通过螺钉vi19与油缸i20固定连接,连接板10通过螺钉iii9与型板i1固定连接,油缸i20的活动端设有t型接头16,t型接头16通过螺母i17与油缸i20的活动端固定连接,t型接头16固连有连接块15,连接块15通过螺钉v13固定连接在型板ii5的定位槽内。
[0038]
进一步的,油缸i20上设有用于与压力机液压装置连接的快接插头21。
[0039]
进一步的,型板i1端部设有若干用于对型板ii5进行定位的挡块12。
[0040]
进一步的,型板ii5底部固设有耐磨板18,耐磨板18与型板i1均配合设有起润滑作用的油槽。
[0041]
进一步的,型板i1底部设有若干起支撑作用的支撑块14,支撑块14通过螺钉iv11与型板i1固定连接。
[0042]
进一步的,下模包括下模i4和下模ii6,下模i4和下模ii6分别通过若干螺钉ii7与型板ii5固定连接。
[0043]
工作时,一个下模进行合模注塑时,其他未合模的下模进行卸料或入料,具体过程如下:下模i4开模后,油缸i20带动型板ii5在型板i1上正向移动700mm,将下模i4移出压力机合模工位,操作者对下模i4进行卸料和下一模的入料操作,此时下模ii6处于压力机合模工位上,压力机合模进行产品注塑;压力机再次开模后,油缸i20带动型板ii5反向移动700mm,使下模i4移入压力机合模工位进行产品注塑,操作者对下模ii6进行卸料和下一模的入料操作,即完成一个生产周期。
[0044]
本实用新型在产品大批量生产过程中,应用双工位移模结构,不仅减少甚至取消了上模在工作周期中的等待时间,两个下模交替生产缩短了产品的成型周期,提高了上模利用率和整体生产效率,而且也降低了因大批量生产需要增加的成本。
[0045]
上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips