
 商标分类
商标分类  商标转让
商标转让 
热塑性材料的机器人辅助连续电阻焊接装备的制作方法
 2021-02-23 16:02:25|
2021-02-23 16:02:25| 456|
456| 起点商标网
起点商标网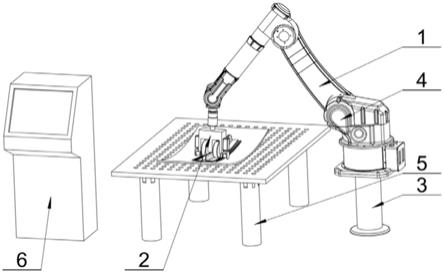
[0001]
本实用新型属于复合材料制造技术领域,特别涉及一种热塑性材料的机器人辅助连续电阻焊接装备。
背景技术:
[0002]
在热塑性材料构件制造领域,存在着大量的热塑性材料之间的连接,其典型连接形式包括加强构件(z型件,l型件,t型件,帽型件,π型件)与板类构件的连接,目前广泛采用机械铆接和胶接的连接工艺。其中机械铆接技术的致命的问题在于复合材料中引入缺陷,在铆接部位易形成较大的应力集中,导致材料的性能大打折扣;而胶接技术缺陷在于较长的工艺周期,较低的抗冲击性能、疲劳性能、耐湿热性能等。电阻焊作为一种熔融连接与修补的先进加工方式,完美的解决了传统的机械铆接和胶接所存在的问题。电阻焊是在待焊接母材间引入导电性植入体作为加热单元,如金属网格、导电碳纤维增强预浸料等,其主要特征在于焊接过程结束后,植入加热体留在焊接接头内部,由于焦耳效应产生热量,传递到周围结构截面,引起树脂融化,在外界压力作用下,形成连接面。电阻焊接的技术优势在于能量获取方式简单,工艺控制简便可靠, 对设备的要求较低,并且植入加热体的设计制备比较简单,适用性强,可以得到较大的焊接面积。
[0003]
然而,目前面向复合材料的多数关于电阻焊的研究装备都是在试片层次上进行的。例如公开号为cn201910194838.1的专利文献公开了一种热塑性复合材料电阻焊接装置,公开号为cn200310113547.4的专利文献公开了一种纤维增强的热塑性复合材料电阻焊接方法。然而,实际应用要求焊接区域远大于试片的焊接区域(其在几平方厘米的范围内),传统的电阻焊的研究装备不能满足应用需求。另一方面,工艺放大过程中,输入功率、焊接压力、温度分布、边缘效应的因素也会因为尺寸效应而发生改变,影响焊接质量,需要我们开发新的装备并开展实验再次确认优化。
[0004]
总之,对于较大的焊接区域,传统静态电阻焊的方法存在温度分布不均匀,施加压力过高,焊接压力不均匀,需求电源功率过高等问题,并且现有的热塑性材料的电阻焊接装备局限于小型平板构件,难以应用于具有焊接区域大,存在曲率焊接路径的规模化工业生产。
技术实现要素:
[0005]
为了解决上述技术问题,本实用新型提供了一种面向热塑性材料连接与修复的机器人辅助连续电阻焊接装备与焊接方法。将机器人与间断式排列的输入输出电极相结合,其中机器人控制焊接路径,间断式排列的输入输出电极将焊接区域离散化后进行连续焊接;通过机器人携带有压辊-滑动接触电极的焊接头完成焊缝尺寸>1.5米、带有一定面内和面外曲率的焊接,实现数字化、自动化过程控制。
[0006]
一种热塑性材料的机器人辅助连续电阻焊接装备,包括运动控制模块1和连续加压焊接模块2;
[0007]
所述的运动控制模块1包括机械臂支座3、机械臂4、焊接作业平台5和工控柜6;所述的机械臂4安装在机械臂支座3上,所述的工控柜6与机械臂4进行通讯连接,对机械臂4的运动路径和运动速度进行规划,根据一号待焊接构件16和二号待焊接构件18的材料设定输入的电压电流大小以及通电时间和频率,焊接工作在焊接作业平台5上进行;
[0008]
所述的连续加压焊接模块2安装在运动控制模块1的前端,包括焊接头和电极;
[0009]
所述的焊接头包括压力传感器7、液压缸8、加压辊支撑柱9、气压缸10、阻尼器固定块11、阻尼器12、滚动铜片端子13、加压辊19和加压辊连接轴20;所述的压力传感器7固定于机械臂4上,液压缸8固定在压力传感器7上,液压缸8与加压辊支撑柱9连接,加压辊19通过加压辊连接轴20安装在加压辊支撑柱9上,加压辊19与加压辊连接轴20采用轴承转动连接,液压缸8为加压辊19施加焊接压力;加压辊19为待焊接的板件施加压力,加压辊19端部设有绝缘陶瓷片15,防止漏电并减少焊接区域的散热;绝缘陶瓷片15与一号待焊接构件16相接触,二号待焊接构件18位于一号待焊接构件16下方;所述的气压缸10固定在加压辊支撑柱9上,阻尼器12通过阻尼器固定块11与气压缸10 连接;所述的滚动铜片端子13安装在阻尼器12上,二者为转动连接。
[0010]
所述的电极包括输入电极14和输出电极1401,分别位于一号待焊接构件 16两侧,输入电极14和输出电极1401粘贴在二号待焊接构件18表面的焊接区域,通过气压缸10施加压力使滚动铜片端子13分别与输入电极14或输出电极 1401相接触,为电极施加接触压力,使电路接通,从而使待焊接的板件之间植入的加热材料17升温加热,使一号待焊接构件16与二号待焊接构件18的焊接区域熔融,实现焊接。
[0011]
所述的输入电极14和输出电极1401沿着焊缝路径间断排列,其尺寸可根据焊缝长度进行调整,尺寸越小,焊接温度场越均匀,所需电源功率越小。
[0012]
所述的一号待焊接构件16为型材或板材,带有曲率或不带有曲率均可;所述的二号待焊接构件18为板材,带有曲率或不带有曲率均可。
[0013]
所述的加压辊19的数量可以根据一号待焊接构件16的形状进行设定和更换,可以为单个或多个。
[0014]
采用上述的焊接装备进行焊接,具体步骤如下:
[0015]
首先将二号待焊接构件18固定于焊接作业平台5上,将输入电极14和输出电极1401粘接在二号待焊接构件18表面的焊接区域;焊接工作开始后,通过工控柜6设定焊接参数,机械臂4沿着预设的焊接路径行走,液压缸8施加预设的焊接压力,同时通过压力传感器7反馈实际焊接压力,通过工控柜6进一步调整使施加的焊接压力等于实际焊接压力;同时,气压缸10为滚动铜片端子13与输入电极14和输出电极1401间提供接触压力,使电路依次接通,加热材料17通电后发热使一号待焊接构件16与二号待焊接构件18的焊接区域熔融;机械臂4行走完焊缝后,静置待焊接区域完全固化后,将输入电极14和输出电极1401取下,焊接工作结束。
[0016]
本实用新型要解决的技术问题:
[0017]
根据大型结构件的焊缝分布对焊接几何路径进行优化,对焊接温度,焊接压力,焊接输入功率等参数进行原位监控与自动化耦合控制及调整,采用连续分段电阻焊接的方式能够实现大型构件焊接温度场的控制,提高焊接效率与焊接质量。
[0018]
本实用新型的有益效果:
[0019]
(1)本实用新型的机器人辅助连续电阻焊接装备可应用于大型结构件的焊接,具有焊接参数实时监控,自动化控制,焊接效率高,焊接质量好等优点,解决了传统静态电阻焊接装备温度不均匀,只能局限于小型构件的焊接,焊接参数不可控等问题。
[0020]
(2)本实用新型的机器人辅助连续电阻焊接装备可根据待焊接型材的类型选择单辊或双辊连续加压焊接模块,适用面广,通用性强。
[0021]
(3)本实用新型的机器人辅助连续电阻焊接方法将机器人与间断式排列的输入输出电极相结合,能够实现各种类型构件之间的连接与带曲率构件间的连接,满足工业生产的需要。
[0022]
(4)本实用新型可应用于具有焊接区域大、存在曲率焊接路径的规模化工业生产中。
附图说明
[0023]
图1为本实用新型的机器人辅助连续电阻焊接装备的结构示意图。
[0024]
图2为本实用新型的连续加压焊接模块(双辊)结构示意图。
[0025]
图3为本实用新型的焊接方法的原理图。
[0026]
图4为本实用新型的连续加压焊接模块(单辊)结构示意图。
[0027]
图中:1、运动控制模块,2、连续加压焊接模块,3、机械臂支座,4、机械臂,5、焊接作业平台,6、工控柜,7、压力传感器,8、液压缸,9、加压辊支撑柱,10、气压缸,11、阻尼器固定块,12、阻尼器,13、滚动铜片端子,14、输入电极,1401、输出电极,15、绝缘保温陶瓷片,16、一号待焊接构件, 17、加热材料,18、二号待焊接构件,19、加压辊,20、加压辊连接轴。
具体实施方式
[0028]
下面结合附图对本实用新型作进一步详细描述。
[0029]
如图1和图2所示,本实用新型的热塑性材料的机器人辅助连续电阻焊接装备包括运动控制模块1和连续加压焊接模块2。
[0030]
运动控制模块1包括机械臂支座3、机械臂4、焊接作业平台5和工控柜6,工控柜6与机械臂4进行通讯连接,在焊接作业平台5上进行焊接工作,焊接作业平台5作为整个焊接作业的工作平台。机械臂4安装在机械臂支座3上;工控柜6对焊缝路径进行规划,并对机械臂4的运动路径和运动速度进行规划,根据两个待焊接的热塑性纤维增强复合材料构件(一号待焊接构件16和二号待焊接构件18)的材料设定输入功率、运动速度、焊接压力、通电时间和通电频率等参数。
[0031]
连续加压焊接模块2与机械臂4连接,机械臂4为连续加压焊接模块2提供运动路径。
[0032]
连续加压焊接模块2包括焊接头和电极。焊接头包括压力传感器7、液压缸 8、加压辊支撑柱9、气压缸10、阻尼器固定块11、阻尼器12、滚动铜片端子 13、加压辊19和加压辊连接轴20。电极包括输入电极14和输出电极1401,分别位于一号待焊接构件16两侧;输入电极14和输出电极1401沿着焊缝路径间断排列,为加热材料17提供电流输入输出。
[0033]
压力传感器7固定于机械臂4上,反馈焊接压力,实现焊接压力的闭环控制。液压缸8固定在压力传感器7上,加压辊支撑柱9与液压缸8连接,加压辊19通过加压辊连接轴20安
装在加压辊支撑柱9上,液压缸8对加压辊19施加焊接压力,焊接压力通过加压辊支撑柱9传递至加压辊连接轴20上,加压辊 19和加压辊连接轴20采用轴承转动连接,最终通过液压缸8与加压辊19提供焊接压力并将焊接压力传递至一号待焊接构件16和二号待焊接构件18上。加压辊19的端部设有绝缘保温陶瓷片15,使绝缘保温陶瓷片15位于加压辊19和一号待焊接构件16之间,在防止漏电的同时减少焊接区域的散热,起到保温的作用。气压缸10固定于加压辊支撑柱9上,阻尼器12与气压缸10采用阻尼器固定块11连接,滚动铜片端子13与阻尼器12为转动连接;阻尼器12为滚动铜片端子13提供一定的旋转阻尼,滚动铜片端子13将电源电流传导至输入电极14和输出电极1401上;气压缸10调整滚动铜片端子13与输入电极14和输出电极1401之间的接触压力。
[0034]
布置在一号待焊接构件16和二号待焊接构件18之间植入的加热材料17,提供焊接热量,可采用碳纤维预浸带或者不锈钢网。
[0035]
本实用新型的输入电极14和输出电极1401尺寸和个数可以根据焊缝长度进行调整,电极尺寸越小,焊接温度场越均匀。
[0036]
本实用新型的待焊接构件的焊接可为加强构件(z型件,l型件,t型件,帽型件,∏型件)与板类构件的连接,也可为板类构件与板类构件的连接。
[0037]
加压辊19可根据焊接构件类型进行更换,z型件和l型件采用单辊焊接, t型件,帽型件和∏型件采用双辊焊接。
[0038]
实施例一:帽型件与曲板的焊接(双辊)
[0039]
如图1和图2所示,首先将二号待焊接构件18固定于焊接作业平台5上,使用水溶性胶水分别将输入电极14和输出电极1401粘接在二号待焊接构件18 表面。如图3所示,相邻电极之间设置有1mm空隙,以实现对加热材料17分段连续式通电。焊接工作开始后,通过工控柜6设定输入功率、运动速度、焊接压力、通电时间和通电频率等参数,机械臂4沿着预设的焊接路径行走,液压缸8施加预设的焊接压力,同时通过压力传感器7反馈实际焊接压力,通过工控柜6进一步调整使施加的焊接压力等于实际焊接压力。气压缸10为滚动铜片端子13与输入电极14和输出电极1401间提供一定的接触压力,使电路依次接通。加热材料17通电后发热使一号待焊接构件16与二号待焊接构件18的焊接区域熔融。机械臂4行走完焊缝后,静置一段时间,待焊接区域完全固化后,将输入电极14和输出电极1401取下,焊接工作结束。
[0040]
实施例二:l型件与曲板的焊接(单辊)
[0041]
如图4所示,本实施例的机器人辅助连续电阻焊接装备包括运动控制模块1 和连续加压焊接模块2两大部分。与实施例一不同之处在于连续加压焊接模块采用单个加压辊19对一号待焊接构件16连续施加稳定压力。
[0042]
综上所述,本实施例的连续加压焊接模块的多组电极沿着焊缝间断连续式的分布能够实现对待焊接构件的分段连续加热式焊接。同时能够实现对焊接压力,焊接速度,焊接功率,焊接温度等工艺参数进行一体化控制,并可以针对全尺寸焊缝结构件进行焊接,解决了传统静态电阻焊接设备中加热温度不均匀的问题,提高了焊接质量。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips