
 商标分类
商标分类  商标转让
商标转让 
一种并列式倒钩镶件的注塑模具的制作方法
 2021-02-23 16:02:44|
2021-02-23 16:02:44| 96|
96| 起点商标网
起点商标网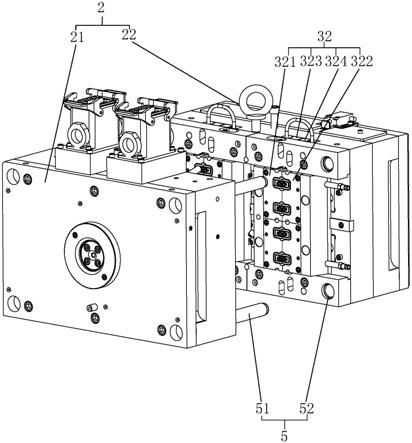
[0001]
本实用新型涉及一种注塑模具设备领域,特别涉及一种并列式倒钩镶件的注塑模具。
背景技术:
[0002]
注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
[0003]
现有一种倒钩镶件,参照图1,包括镶件主体,镶件主体底部一体成型有倒扣,倒扣的倒扣。在对该倒钩镶件进行浇筑成型时,需要对镶件主体底部的四个倒扣分别沿四个不同的方向进行脱模,这使得该倒钩镶件的脱模过程复杂,从而导致该倒钩镶件的生产效率较低。
技术实现要素:
[0004]
针对现有技术存在的不足,本实用新型的目的是提供一种并列式倒钩镶件的注塑模具,达到提高生产效率的效果。
[0005]
本实用新型的上述技术目的是通过以下技术方案得以实现的:
[0006]
一种并列式倒钩镶件的注塑模具,其特征在于:包括固定连接在模具架上的注塑模具,注塑模具包括前模与后模,模具架包括前支架与后支架,前支架与前模固定连接,后支架与后模相连接,后模包括第一横移后模、第二横移后模、第一纵移后模与第二纵移后模,第一横移后模与第二横移后模的滑移方向相反,第一纵移后模与第二纵移后模的滑移方向相反,第一横移后模与第二横移后模相互靠近的两个侧壁上分别开设有与倒钩镶件相对两侧的倒扣配合使用的型腔,第一纵移后模与第二纵移后模上开设有多组相互配合且与同一个倒钩镶件的倒扣配合使用的型腔。
[0007]
通过采用上述技术方案,利用该并列式道口镶件注塑模具注塑成型该道口镶件时,先将前支架与后支架贴合,从而完成合模,随后向型腔内注入原料,待原料成型后,前支架与后支架相互分离,在分离的过程中第一横移后模与第二横移后模沿水平方向相互分离,从而使成型后的倒钩镶件的倒扣相互分离,第一纵移后模与第二纵移后模沿竖直方向发生相对滑移,从而使倒钩镶件的四个倒扣分别从第一横移后模、第二横移后模、第一纵移后模与第二纵移后模的型腔中脱出,从而实现脱模,且由于第一纵移后模与第二纵移后模上开设有多组相互配合且与同一个倒钩镶件的倒扣配合使用的型腔,使得在一次注塑的过程中,能够同时注塑成型多个倒钩镶件,从而提高生产效率。
[0008]
本实用进一步设置为,所述前支架与后支架之间设置有导向组件,导向组件包括第一横移斜导柱、第二横移斜导柱、第一纵移斜导柱以及第二纵移斜导柱,第一横移斜导柱与第二横移斜导柱分别与第一横移后模与第二横移后模滑移连接,且第一横移后模与第二
横移后模上分别开设有与第一横移后模与第二横移后模配合使用的导向孔,第一纵移斜导柱与第二纵移斜导柱分别与第一纵移后模以及第二纵移后模滑移连接,且第一纵移后模与第二纵移后模上分别开设有与第一纵移斜导柱以及第二纵移斜导柱配合使用导向孔。
[0009]
通过采用上述技术方案,第一横移斜导柱、第二横移斜导柱与开设在第一横移后模与第二横移后模的导向孔配合使用,可在前支架与后支架相互分离时,是第一横移后模与第二横移后模相互分离,从而使倒扣从第一横移后模与第二横移后模的型腔中脱出;第一纵移斜导柱、第二纵移斜导柱与开设在第一纵移后模与第二纵移后模的导向孔配合使用,可在前支架与后支架相互分离时,是第一纵移后模与第二纵移后模相互分离,从而使倒扣从第一纵移后模与第二纵移后模的型腔中脱出,进而实现倒钩镶件的四个倒扣从后模中脱出,从而使倒钩镶件能够顺利脱模。
[0010]
本实用进一步设置为,所述第一横移斜导柱与第二横移斜导柱位于同一水平面内,且均与前模固定连接,第一横移斜导柱与第二横移斜导柱分别位于第一横移后模与第二横移后模的两侧,第一横移斜导柱与第二横移斜导柱沿相互远离的方向倾斜设置。
[0011]
通过采用上述技术方案,位于同一水平面内且向相反方向倾斜的第一横移斜导柱与第二倾斜斜导柱,在随前模移动的过程中,会向相反的方向推动第一横移后模与第二横移后模,从而实现第一横移后模与第二横移后模相互分离。
[0012]
本实用进一步设置为,所述第一纵移斜导柱与第二纵移斜导柱均与前模固定连接,第一纵移斜导柱向远离前模的方向倾斜向下延伸,第二纵移斜导柱向远离前模的方向倾斜向上延伸设置。
[0013]
通过采用上述技术方案,第一纵移斜导柱、第二纵移斜导柱与开设在第一纵移后模以及第二纵移后模的导向孔配合使用,在随前模移动的过程中,会向相反的方向推动第一纵移后模以及第二纵移后模,从而使第一纵移后模与第二纵移后模沿竖直方向发生相对位移,从而实现倒扣从第一纵移后模与第二纵移后模中脱出。
[0014]
本实用进一步设置为,所述第一纵移后模与第二纵移后模上均固定连接有成型导块,第一纵移后模的成型导块与第二纵移后模的成型导块交错排布,且用于成型倒扣的型腔开设在成型导块上,成型导块为楔形块,成型导块的倾斜侧壁向远离用于成型倒扣的型腔的方向倾斜,第一横移后模上开设有与第一纵移后模的成型导块插接配合的成型导槽,第二横移后模上开设有与第二纵移后模的成型导块插接配合的成型导槽。
[0015]
通过采用上述技术方案,楔形的成型导块可使第一横移斜导柱、第二横移斜导柱、第一纵移斜导柱以及第二纵移斜导柱同时移动,并相互分离,从而缩短脱模的时间,提高加工效率。
[0016]
本实用进一步设置为,所述开设在第一纵移后模上、并与第一纵移斜导柱配合使用的导向孔为倾斜开设的腰形孔,导向孔的长度方向与第一纵移后模的滑移方向平行,导向孔沿平行于第一纵移斜导柱的轴线方向倾斜开设。
[0017]
通过采用上述技术方案,开设在第一纵移后模上的导向孔为倾斜开设的导向孔,可使第一纵移后模与第一横移后模的移动存在一定的时间差,从而在脱模时,第一横移后模先移动一段距离,当第一纵移斜导柱与开设在第一纵移后模上的导向孔的孔壁抵接后,再带动第一纵移后模,从而使成型导块能够从成型导槽中顺利脱出。
[0018]
本实用进一步设置为,所述开设在第二纵移后模上、并与第二纵移斜导柱配合使
用的导向孔为倾斜开设的腰形孔,导向孔的长度方向与第二纵移后模的滑移方向平行,导向孔沿平行于第二纵移斜导柱的轴线方向倾斜开设。
[0019]
通过采用上述技术方案,开设在第二纵移后模上的导向孔为倾斜开设的导向孔,可使第二纵移后模与第二横移后模的移动存在一定的时间差,从而在脱模时,第二横移后模先移动一段距离,当第二纵移斜导柱与开设在第二纵移后模上的导向孔的孔壁抵接后,再带动第二纵移后模,从而使成型导块能够从成型导槽中顺利脱出。
[0020]
本实用进一步设置为,所述前模与后模之间还设置有定位组件,定位组件包括定位导柱与定位孔,定位导柱固定连接在前模上,定位孔开设在后模上,定位导柱与定位孔插接配合。
[0021]
通过采用上述技术方案,定位组件的设置,可为前支架与后支架的移动提供导向作用,从而使前支架与后支架能够带动前模与后模一同沿定位导柱的轴线方向移动,从而是前模与后模能够顺利合模。
[0022]
综上所述,本实用新型具有以下有益效果:
[0023]
1、第一纵移后模与第二纵移后模上开设有多组相互配合且与同一个倒钩镶件的倒扣配合使用的型腔,使得在一次注塑的过程中,能够同时注塑成型多个倒钩镶件,从而提高生产效率;
[0024]
2、开设在第一纵移后模和第二纵移后模上的导向孔为倾斜开设的导向孔,可使第一纵移后模与第二纵移后模与第一横移后模、第二横移后模的移动存在一定的时间差,从而在脱模时,第一横移后模与第二横移后模先移动一段距离,当第一纵移斜导柱与第二纵移斜导柱与开设在第一纵移后模和第二纵移后模上的导向孔的孔壁抵接后,再带动第一纵移后模与第二纵移后模移动,从而使成型导块能够从成型导槽中顺利脱出;
[0025]
3、定位组件的设置,可为前支架与后支架的移动提供导向作用,从而使前支架与后支架能够带动前模与后模一同沿定位导柱的轴线方向移动,从而是前模与后模能够顺利合模。
附图说明
[0026]
图1是倒钩镶件的结构示意图;
[0027]
图2是本实用新型的结构示意图;
[0028]
图3是旨在展示前模的结构示意图;
[0029]
图4是脱模时的工作状态图;
[0030]
图5是旨在展示成型导块的局部结构示意图。
[0031]
附图标记:1、倒钩镶件;11、镶件本体;12、倒扣;2、模具架;21、前支架;22、后支架;3、注塑模具;31、前模;32、后模;321、第一横移后模;322、第二横移后模;323、第一纵移后模;324、第二纵移后模;325、成型导块;326、成型导槽;4、导向组件;41、第一横移斜导柱;42、第二横移斜导柱;43、第一纵移斜导柱;44、第二纵移斜导柱;5、定位组件;51、定位导柱;52、定位孔。
具体实施方式
[0032]
以下结合附图对本实用新型作进一步详细说明。
[0033]
一种并列式倒钩镶件的注塑模具,参照图1,包括固定连接在模具架2上的注塑模具3,注塑模具3包括前模31与后模32,模具架2包括前支架21与后支架22,前支架21与前模31固定连接,后支架22与后模32相连接,前模31与后模32之间设置有导向组件4与定位组件5。
[0034]
后模32包括第一横移后模321、第二横移后模322、第一纵移后模323与第二纵移后模324,第一横移后模321与第二横移后模322的滑移方向相反,第一纵移后模323与第二纵移后模324的滑移方向相反,第一横移后模321与第二横移后模322相互靠近的两个侧壁上分别开设有与倒钩镶件1相对两侧的倒扣12配合使用的型腔,第一纵移后模323与第二纵移后模324上开设有多组相互配合且与同一个倒钩镶件1的倒扣12配合使用的型腔。
[0035]
利用该并列式道口镶件注塑模具3注塑成型该道口镶件时,先将前支架21与后支架22贴合,从而完成合模,随后向型腔内注入原料,待原料成型后,前支架21与后支架22相互分离,在分离的过程中第一横移后模321与第二横移后模322沿水平方向相互分离,从而使成型后的倒钩镶件1的倒扣12相互分离,第一纵移后模323与第二纵移后模324沿竖直方向发生相对滑移,从而使倒钩镶件1的四个倒扣12分别从第一横移后模321、第二横移后模322、第一纵移后模323与第二纵移后模324的型腔中脱出,从而实现脱模,且由于第一纵移后模323与第二纵移后模324上开设有多组相互配合且与同一个倒钩镶件1的倒扣12配合使用的型腔,使得在一次注塑的过程中,能够同时注塑成型多个倒钩镶件1,从而提高生产效率。
[0036]
导向组件4包括第一横移斜导柱41、第二横移斜导柱42、第一纵移斜导柱43以及第二纵移斜导柱44,第一横移斜导柱41与第二横移斜导柱42位于同一水平面内,且均与前模31固定连接,第一横移斜导柱41与第二横移斜导柱42分别位于第一横移后模321与第二横移后模322的两侧,第一横移斜导柱41与第二横移斜导柱42沿相互远离的方向倾斜设置,第一横移斜导柱41与第二横移斜导柱42分别与第一横移后模321与第二横移后模322滑移连接,且第一横移后模321与第二横移后模322上分别开设有与第一横移后模321与第二横移后模322配合使用的导向孔;第一纵移斜导柱43与第二纵移斜导柱44均与前模31固定连接,第一纵移斜导柱43向远离前模31的方向倾斜向下延伸,第二纵移斜导柱44向远离前模31的方向倾斜向上延伸设置,第一纵移斜导柱43与第二纵移斜导柱44分别与第一纵移后模323以及第二纵移后模324滑移连接,且第一纵移后模323与第二纵移后模324上分别开设有与第一纵移斜导柱43以及第二纵移斜导柱44配合使用导向孔。
[0037]
第一横移斜导柱41、第二横移斜导柱42与开设在第一横移后模321与第二横移后模322的导向孔配合使用,可在前支架21与后支架22相互分离时,是第一横移后模321与第二横移后模322相互分离,从而使倒扣12从第一横移后模321与第二横移后模322的型腔中脱出;第一纵移斜导柱43、第二纵移斜导柱44与开设在第一纵移后模323与第二纵移后模324的导向孔配合使用,可在前支架21与后支架22相互分离时,是第一纵移后模323与第二纵移后模324相互分离,从而使倒扣12从第一纵移后模323与第二纵移后模324的型腔中脱出,进而实现倒钩镶件1的四个倒扣12从后模32中脱出,从而使倒钩镶件1能够顺利脱模。
[0038]
第一纵移斜导柱43、第二纵移斜导柱44与开设在第一纵移后模323以及第二纵移后模324的导向孔配合使用,在随前模31移动的过程中,会向相反的方向推动第一纵移后模323以及第二纵移后模324,从而使第一纵移后模323与第二纵移后模324沿竖直方向发生相
对位移,从而实现倒扣12从第一纵移后模323与第二纵移后模324中脱出。
[0039]
第一纵移后模323与第二纵移后模324上均固定连接有成型导块325,第一纵移后模323的成型导块325与第二纵移后模324的成型导块325交错排布,且用于成型倒扣12的型腔开设在成型导块325上,成型导块325为楔形块,成型导块325的倾斜侧壁向远离用于成型倒扣12的型腔的方向倾斜,第一横移后模321上开设有与第一纵移后模323的成型导块325插接配合的成型导槽326,第二横移后模322上开设有与第二纵移后模324的成型导块325插接配合的成型导槽326。
[0040]
楔形的成型导块325可使第一横移斜导柱41、第二横移斜导柱42、第一纵移斜导柱43以及第二纵移斜导柱44同时移动,并相互分离,从而缩短脱模的时间,提高加工效率。
[0041]
开设在第一纵移后模323上、并与第一纵移斜导柱43配合使用的导向孔为倾斜开设的腰形孔,导向孔的长度方向与第一纵移后模323的滑移方向平行,导向孔沿平行于第一纵移斜导柱43的轴线方向倾斜开设;开设在第二纵移后模324上、并与第二纵移斜导柱44配合使用的导向孔为倾斜开设的腰形孔,导向孔的长度方向与第二纵移后模324的滑移方向平行,导向孔沿平行于第二纵移斜导柱44的轴线方向倾斜开设。
[0042]
开设在第一纵移后模323和第二纵移后模324上的导向孔为倾斜开设的腰形孔,可使第一纵移后模323与第二纵移后模324与第一横移后模321、第二横移后模322的移动存在一定的时间差,从而在脱模时,第一横移后模321与第二横移后模322先移动一段距离,当第一纵移斜导柱43与第二纵移斜导柱44与开设在第一纵移后模323和第二纵移后模324上的导向孔的孔壁抵接后,再带动第一纵移后模323与第二纵移后模324移动,从而使成型导块325能够从成型导槽326中顺利脱出。
[0043]
前模31与后模32之间还设置有定位组件5,定位组件5包括定位导柱51与定位孔52,定位导柱51固定连接在前模31上,且定位导柱51的轴线方向与前模31和后模32的相对运动方向平行,定位孔52开设在后模32上,定位导柱51与定位孔52插接配合。
[0044]
定位导柱51与可为前支架21与后支架22的移动提供导向作用,从而使前支架21与后支架22能够带动前模31与后模32一同沿定位导柱51的轴线方向移动,从而是前模31与后模32能够顺利合模。
[0045]
本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 注塑模具
 热门咨询
热门咨询




tips