
 商标分类
商标分类  商标转让
商标转让 
一种叠层混杂热塑性复合材料板材预浸结构的制作方法
 2021-02-23 16:02:16|
2021-02-23 16:02:16| 105|
105| 起点商标网
起点商标网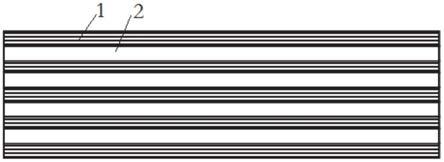
[0001]
本实用新型属于复合材料技术领域,具体涉及一种叠层混杂热塑性复合材料板材预浸结构。
背景技术:
[0002]
公开该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
[0003]
目前,高性能纤维增强树脂基体的复合材料,因为其高比强度、高比模量、低密度等优异的综合性能成为金属结构材料的首选替代品,其中以热固性树脂基体与玻璃纤维、碳纤维等高性能纤维的复合增强体系的应用最为广泛。然而,热固性树脂纤维复合材料因为基体树脂固化之后成型的三维网络基体结构赋予树脂的不熔、不溶特性,使得复合材料的二次塑化几乎不可能实现,对产品报废后的二次回收利用带来较大困难。所以,采用热塑性树脂基体与纤维复合成为替代热固性树脂的复合材料的首选研发方向。
[0004]
现有技术中大多采用热塑性树脂熔融浸渍技术、混杂热熔纤维技术等手段将热塑性树脂与纤维浸渍复合,实用新型人发现,由于热塑性树脂自身具有熔融流动性差、树脂粘度较高的特性,所以与纤维复合时的界面结合效果较差。
技术实现要素:
[0005]
针对现有技术中存在的技术问题,本实用新型提供一种叠层混杂结构热塑性复合材料板材预浸结构及其制备方法。
[0006]
为解决以上技术问题,本实用新型的以下一个或多个实施例提供了如下技术方案:
[0007]
第一方面,本实用新型提供一种叠层混杂热塑性复合材料板材预浸结构,包括:
[0008]
混杂纤维增强预浸织物层,至少为两层,相互叠加设置;
[0009]
树脂复合结构层,为树脂膜状叠层结构,设置于相邻两个混杂纤维增强预浸织物层之间。
[0010]
第二方面,本实用新型提供一种叠层混杂热塑性复合材料板材预浸结构的制备方法,包括如下步骤:
[0011]
将混杂纤维浸渍树脂,形成混杂纤维增强预浸织物层;
[0012]
采用热塑性树脂和/或热固性树脂制备树脂膜状叠层结构,形成树脂复合结构层;
[0013]
将混杂纤维增强预浸织物层与树脂复合结构层交替叠加铺层,即得。
[0014]
第三方面,本实用新型提供一种叠层混杂热塑性复合材料板材的制备方法,包括如下步骤:
[0015]
将得到的板材预浸结构置于热压装置中进行加热加压,即得。
[0016]
第四方面,本实用新型提供一种叠层混杂热塑性复合材料板材,由以上制备方法
制备而成。
[0017]
与现有技术相比,本实用新型的以上一个或多个技术方案取得了以下有益效果:
[0018]
树脂复合结构层采用多种树脂的膜状材料混杂复合形成,用以调节整个叠层成型的热塑性复合材料的刚性或韧性等综合力学性能,同时有利于热塑性预浸织物层的叠层间的粘合成型以及最终的热熔渗透,并有利于提高叠层间的界面接触效果。
附图说明
[0019]
构成本实用新型的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
[0020]
图1是本实用新型实施例的叠层混杂结构热塑性复合材料板材的结构示意图。
[0021]
其中,1、热塑性预浸织物层,2、混杂膜状树脂层。
具体实施方式
[0022]
应该指出,以下详细说明都是示例性的,旨在对本实用新型提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本实用新型所属技术领域的普通技术人员通常理解的相同含义。
[0023]
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本实用新型的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0024]
第一方面,本实用新型提供一种叠层混杂热塑性复合材料板材预浸结构,包括:
[0025]
混杂纤维增强预浸织物层,至少为两层,相互叠加设置;
[0026]
树脂复合结构层,为树脂膜状叠层结构,设置于相邻两个混杂纤维增强预浸织物层之间。
[0027]
在一些实施例中,所述混杂纤维中高强度碳纤维为主体纤维,其他高性能纤维为混杂纤维。混杂纤维可以提高整体的强度和韧性。
[0028]
进一步的,主体纤维与混杂纤维的质量比为3-6:1-2。
[0029]
进一步的,所述高强度碳纤维为t300、t700、t800或t1000。
[0030]
进一步的,混杂纤维选自玻璃纤维、芳纶纤维、超高分子量聚乙烯纤维、pbo纤维、聚酰胺纤维及聚苯硫醚纤维中的一种或多种。
[0031]
在一些实施例中,混杂纤维增强预浸织物层为二维编织叠层结构或三维立体编织结构。
[0032]
进一步的,二维编织结构选自平纹、斜纹或缎纹。
[0033]
进一步的,三维立体编织结构选自三维四向、三维五向、三维六向或三维七向。
[0034]
在一些实施例中,混杂纤维增强预浸织物层中的树脂基体选自聚乙烯、聚丙烯、聚甲醛、对苯二甲酸丁二醇酯、对苯二甲酸丁二醇酯、热塑性聚氨酯、聚酰胺、聚酰亚胺、聚苯硫醚、聚醚酮、聚醚醚酮中的一种或多种。
[0035]
在一些实施例中,树脂膜状叠层结构中,树脂膜的克重为20-300g/m2。
[0036]
在一些实施例中,树脂膜状叠层结构为热塑性树脂、热固性树脂或两种类型树脂的混杂叠层膜状复合层。
[0037]
进一步的,热固性树脂选自环氧树脂、酚醛树脂或不饱和聚酯树脂。
[0038]
进一步的,热塑性树脂选自聚乙烯、聚丙烯、聚甲醛、对苯二甲酸丁二醇酯、对苯二甲酸丁二醇酯、热塑性聚氨酯、聚酰胺、聚酰亚胺、聚苯硫醚、聚醚酮或聚醚醚酮。
[0039]
第二方面,本实用新型提供一种叠层混杂热塑性复合材料板材预浸结构的制备方法,包括如下步骤:
[0040]
将混杂纤维浸渍树脂,形成混杂纤维增强预浸织物层;
[0041]
采用热塑性树脂和/或热固性树脂制备树脂膜状叠层结构,形成树脂复合结构层;
[0042]
将混杂纤维增强预浸织物层与树脂复合结构层交替叠加铺层,即得。
[0043]
第三方面,本实用新型提供一种叠层混杂热塑性复合材料板材的制备方法,包括如下步骤:
[0044]
将得到的板材预浸结构置于热压装置中进行加热加压,即得。
[0045]
在一些实施例中,加压的压强为1-5mpa。
[0046]
进一步的,加热的温度为130-350℃。
[0047]
第四方面,本实用新型提供一种叠层混杂热塑性复合材料板材,有以上制备方法制备而成。
[0048]
在一些实施例中,叠层混杂热塑性复合材料板材中的树脂含量为40-70%,%为质量百分数。
[0049]
实施例1
[0050]
一种交替叠层混杂结构热塑性复合材料板材,采用混杂比例为3:1的高强度t300碳纤维和芳纶k129纤维,采用三维四向立体编织结构进行纤维增强结构加工,之后与聚丙烯树脂进行热熔预浸复合,最终制备的预浸织物树脂含量控制在60%。将5层该预浸织物之间依次铺层加入克重在52g/m2的聚乙烯树脂胶膜和克重20g/m2的环氧树脂胶膜的组合结构。将上述叠层复合结构置于平板硫化机在180℃下以2mpa压强进行热压复合成型,制备厚度4
㎜
的复合材料板材。
[0051]
实施例2
[0052]
一种交替叠层混杂结构热塑性复合材料板材,采用混杂比例为4:1的高强度t700碳纤维和芳纶k29纤维,采用三维五向立体编织结构进行纤维增强结构加工,之后与pet树脂进行热熔预浸复合,最终制备的预浸织物树脂含量控制在60%。将6层该预浸织物之间依次铺层加入克重在40g/m2的pet树脂胶膜和克重20g/m2的酚醛树脂胶膜的组合结构。将上述叠层复合结构置于平板硫化机在230℃下,以2mpa压强进行热压复合成型,制备厚度4.5
㎜
的复合材料板材。
[0053]
实施例3
[0054]
一种交替叠层混杂结构热塑性复合材料板材,采用混杂比例为5:1的高强度t800碳纤维和uhmwpe纤维,采用三维六向立体编织结构进行纤维增强结构加工,之后与聚氨酯树脂进行热熔预浸复合,最终制备的预浸织物树脂含量控制在65%。将8层该预浸织物之间依次铺层加入克重在35g/m2的pbt树脂胶膜和克重20g/m2的不饱和聚酯树脂胶膜的组合结构。将上述叠层复合结构置于平板硫化机在220℃下以2mpa压强进行热压复合成型,制备厚
度5
㎜
的复合材料板材。
[0055]
实施例4
[0056]
一种交替叠层混杂结构热塑性复合材料板材,采用混杂比例为3:2的高强度t1000碳纤维和芳纶k129纤维,采用三维五向立体编织结构进行纤维增强结构加工,之后与聚酰胺树脂进行热熔预浸复合,最终制备的预浸织物树脂含量控制在60%。将10层该预浸织物之间依次铺层加入克重在60g/m2的聚乙烯树脂胶膜和克重50g/m2的环氧树脂胶膜的组合结构。将上述叠层复合结构置于平板硫化机在280℃下以2mpa压强进行热压复合成型,制备厚度10
㎜
的复合材料板材。
[0057]
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 复合材料
 热门咨询
热门咨询




tips