
 商标分类
商标分类  商标转让
商标转让 
声学网纱组件的制作设备的制作方法
 2021-02-23 15:02:31|
2021-02-23 15:02:31| 325|
325| 起点商标网
起点商标网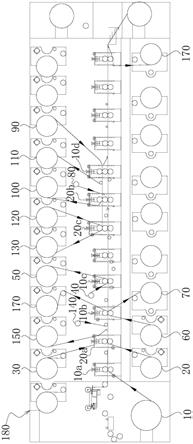
[0001]
本实用新型属于声学网纱加工技术领域,尤其涉及一种声学网纱组件的制作设备。
背景技术:
[0002]
声学网纱是一种应用于扬声器(喇叭)等产品上的部件。现有技术中,是在网纱上设置胶水或者双面胶,然后该网纱通过胶水或者双面胶粘接在所应的产品的部件上。为确网纱可以有效地粘接在产品的部件上并能够起到其所具有的功能,往往是需要将网纱设计的较大尺寸以确保具有足够的面积与产品的部件接触贴合,以此提高粘接的稳定性和可靠性。然而,网纱的材料成本较高,将其设计得较大虽然可以提高与产品的部件连接的稳定性,但生产成本却大大提高;并且,网纱材质较硬,随着使用时间的延长,其容易从产品的部件上脱落。
技术实现要素:
[0003]
本实用新型的目的在于提供一种声学网纱组件的制作设备,旨在解决现有积技术声学网纱的生产成本高以及容易脱落的技术问题。
[0004]
为实现上述目的,本实用新型实施例提供的一种声学网纱组件的制作设备,包括机架以及安装于所述机架上的蓝膜放料机构、底膜放料机构、单面胶放料机构、硅胶带放料机构、硅胶带收废机构、低粘膜放料机构、低粘膜收废机构和网纱放料机构;
[0005]
所述机架内沿一输送方向依序设置有第一辊压组件、第一切割组件、第二辊压组件、第三辊压组件和第二切割组件;
[0006]
所述蓝膜放料机构用于输送蓝膜沿所述输送方向移动,并使所述蓝膜依序经过所述第一辊压组件、第一切割组件、第二辊压组件和第二切割组件;
[0007]
所述底膜放料机构用于将底膜输送至所述第一切割组件中,并将所述底膜贴设于所述蓝膜的下表面,其经所述第一切割组件的切割在所述底膜和所述蓝膜上形成蓝膜孔废料;
[0008]
所述单面胶放料机构用于将单面胶层输送至所述第一切割组件中,并将所述单面胶层贴设于所述蓝膜的上表面,且经所述第一切割组件的切割在所述单面胶层上形成单面胶孔废料;
[0009]
所述硅胶带放料机构用于将所述硅胶带输送第三辊压组件中,并将所述硅胶带贴设于经过所述第三辊压组件的所述单面胶层上;
[0010]
所述硅胶带收废机构用于回收贴设于所述单面胶层上所述硅胶带,并通过所述硅胶带排出所述单面胶孔废料;
[0011]
所述低粘膜放料机构用于将低粘膜输送至所述第二辊压组件中,并使所述低粘膜贴设于所述底膜上;
[0012]
所述低粘膜收废机构用于回收贴设于所述底膜上的所述低粘膜,并通过所述低粘
膜排出所述蓝膜孔废料;
[0013]
所述网纱放料机构用于将网纱输送至所述第二切割组件上,并经所述第二切割组件切割网纱外框后而贴设于所述经过所述第一切割组件切割的所述单面胶层的孔中。
[0014]
可选地,所述声学网纱组件的制作设备还包括第四辊压组件、硅胶膜放料机构和网纱收废机构;所述硅胶膜放料机构和网纱收废机构均安装于所述机架上;
[0015]
所述硅胶膜放料机构用于将硅胶膜依序输送至所述第四辊压组件和所述第二切割组件中,并将所述硅胶膜粘接于所述网纱上;
[0016]
所述网纱收废机构用于回收粘接有经所述第二切割组件切割后形成的所述网纱外框的所述硅胶膜。
[0017]
可选地,所述声学网纱组件的制作设备还包括硅胶膜收废机构,所述硅胶膜收废机构安装于所述机架上,且所述硅胶膜收废机构用于回收所述硅胶膜放料机构放出的所述硅胶膜上的保护纸。
[0018]
可选地,所述第一辊压组件、所述第二辊压组件、所述第三辊压组件和所述第四辊压组件均包括第一底辊和转动胶辊,所述第一底辊和所述转动胶辊均可转动地安装于所述机架上,且所述第一底辊和所述转动胶辊的转动方向相反,所述转动胶辊位于所述第一底辊的上方并与所述第一底辊之间形成第一输送间隙。
[0019]
可选地,所述第一辊压组件、所述第二辊压组件、所述第三辊压组件和第四辊压组件均还包括第一间隙调节机构,所述转动胶辊安装于所述第一间隙调节机构上并能够通过所述第一间隙调节机构调节而改变所述第一输送间隙的间隙值。
[0020]
可选地,所述声学网纱组件的制作设备还包括离型膜放料机构和第三切割组件;
[0021]
所述离型膜放料机构和所述第三切割组件均安装于所述机架上,且所述第三切割组件位于所述第二切割组件沿着所述输送方向的后方;
[0022]
所述离型膜放料机构用于将离型膜输送至所述第三切割组件中,并经所述第三切割组件切割离型膜外框后而贴设于所述网纱、所述单面胶层和所述蓝膜的上方。
[0023]
可选地,所述声学网纱组件的制作设备还包括离型膜收废机构;所述离型膜收废机构用于回收经所述第三切割组件切割后形成的所述离型膜外框。
[0024]
可选地,所述第一切割组件、所述第二切割组件和所述第三切割组件均包括第二底辊和刀模胶辊,所述第二底辊和所述刀模胶辊均可转动地安装于所述机架上,且所述第二底辊和所述刀模胶辊的转动方向相反,所述刀模胶辊位于所述第二底辊的上方并与所述第二底辊之间形成第二输送间隙。
[0025]
可选地,所述第一切割组件、所述第二切割组件和所述第三切割组件均还包括第二间隙调节机构,所述刀模胶辊安装于所述第二间隙调节机构上并能够通过所述第二间隙调节机构调节而改变所述第二输送间隙的间隙值。
[0026]
可选地,所述声学网纱组件的制作设备还包括原膜放料机构和原膜收废机构;
[0027]
所述原膜放料机构和所述原膜收废机构均安装于所述机架上且均位于所述第二辊压组件与所述第一切割组件之间;
[0028]
所述原膜放料机构用于将原膜输送并贴设于经所述第一切割组件后的所述单面胶层的表面上;
[0029]
所述原膜收废机构用于回收所述原膜并排出贴设于所述原膜上的所述单面胶层
上的保护纸。
[0030]
可选地,所述声学网纱组件的制作设备还包括单面胶外框收废机构,所述单面胶外框收废机构安装于所述机架上;
[0031]
所述单面胶外框收废机构用于回收经所述第二辊压组件后的所述单面胶层的外框。
[0032]
可选地,所述声学网纱组件的制作设备还包括底膜收废机构,所述底膜收废机构安装于所述机架的输出端,且所述底膜收废机构用于回收所述蓝膜下表面上贴设的所述底膜。
[0033]
本实用新型实施例提供的声学网纱组件的制作设备中的上述一个或多个技术方案至少具有如下技术效果之一:制作声学网纱组件时,先通过蓝膜放料机构输送蓝膜沿输送方向移动,并使蓝膜依序经过第一辊压组件、第一切割组件、第二辊压组件、第三辊压组件和第二切割组件,然后,通过底膜放料机构将底膜输送第一切割组件,并通过切割组件的辊压将底膜贴设于蓝膜的下表面,然后,再通过单面胶放料机构将单面胶层输送至第一切割组件中,并通过辊压的方式将单面胶层贴设于蓝膜的上表面,同时,第一切割组件对单面胶层、蓝膜和底膜进行切孔,然后,再硅胶带放料机构将硅胶带输送至第三辊压组件中,并通过辊压的方式将硅胶带贴设于单面胶层的上表面,之后再硅胶带收废机构回收硅胶带,并通过硅胶带排出单面胶孔废料;同时,通过膜放料机构将低粘膜输送至第二辊压组件中并使低粘膜贴设于底膜上,接着通过低粘膜收废机构回收低粘膜,并通过低粘膜排出蓝膜孔废料,再之后提供过网纱放料机构将网纱输送至第二切割组件上,并经第二切割组件切割网纱外框后而将网纱贴设于单面胶层的孔中,形成声学网纱组件。如此制作出的声学网纱组件,不需要网纱与产品的部件直接粘接,从而可以将网纱的尺寸设计的更小,节省成本;另外,与产品的部件的粘接是材质较软的单面胶层,这样,粘接后不易出现脱落,使用稳定性和效果更佳。
附图说明
[0034]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0035]
图1为本实用新型实施例提供的声学网纱组件的制作设备的结构示意图。
[0036]
图2为图1中的声学网纱组件的制作设备的辊压组件的结构示意图。
[0037]
图3为图1中的声学网纱组件的制作设备的切割组件的结构示意图。
[0038]
图4为实用新型实施例提供的声学网纱组件的制作设备制作出的声学网纱组件的结构示意图。
[0039]
图5为图4中的声学网纱组件的结构分解图。
[0040]
其中,图中各附图标记:
[0041]
10—蓝膜放料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20—底膜放料机构
[0042]
30—单面胶放料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40—硅胶带放料机构
[0043]
50—硅胶带收废机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60—低粘膜放料机构
[0044]
70—低粘膜收废机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80—网纱放料机构
[0045]
90—硅胶膜放料机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100—网纱收废机构
[0046]
110—硅胶膜收废机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120—离型膜放料机构
[0047]
130—离型膜收废机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
140—原膜放料机构
[0048]
150—原膜收废机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
160—单面胶外框收废机构
[0049]
170—底膜收废机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
180—机架
[0050]
190—声学网纱组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
191—底膜
[0051]
192—网纱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
193—单面胶层
[0052]
194—蓝膜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1931—穿孔
[0053]
10a—第一辊压组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10b—第二辊压组件
[0054]
10c—第三辊压组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10d—第四辊压组件
[0055]
20a—第一切割组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20b—第二切割组件
[0056]
20c—第三切割组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100a—第一底辊
[0057]
100b—转动胶辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100c—第一输送间隙
[0058]
100d—第一间隙调节机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200a—第二底辊
[0059]
200b—刀模胶辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200c—第二输送间隙
[0060]
200d—第二间隙调节机构。
具体实施方式
[0061]
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图1~5描述的实施例是示例性的,旨在用于解释本实用新型的实施例,而不能理解为对本实用新型的限制。
[0062]
在本实用新型实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0063]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0064]
在本实用新型实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型实施例中的具体含义。
[0065]
在本实用新型的一个实施例中,如图1所示,提供一种声学网纱组件的制作设备,包括机架180以及安装于所述机架180上的蓝膜放料机构10、底膜放料机构20、单面胶放料
机构30、硅胶带放料机构40、硅胶带收废机构50、低粘膜放料机构60、低粘膜收废机构70和网纱放料机构80。可以理解地,蓝膜放料机构10、底膜放料机构20、单面胶放料机构30、硅胶带放料机构40、硅胶带收废机构50、低粘膜放料机构60、低粘膜收废机构70和网纱放料机构80可以采用电机驱动滚筒转动的方式实现放料收料。而蓝膜194、底膜191、单面胶、硅胶带、低粘膜和网纱192均可以以成卷的方式收存。同时,硅胶带收废机构50和低粘膜收废机构70收废的料也可以以成卷的方式收存。
[0066]
进一步地,所述机架180内沿一输送方向依序设置有第一辊压组件10a、第一切割组件20a、第二辊压组件10b、第三辊压组件10c和第二切割组件20b。辊压组件具有供各层或膜材料穿过的间隙,经过可以对穿过其间隙的层或膜材料进行压力的施加,使得层或膜之间的贴合。同时,第一辊压组件10a、第一切割组件20a、第二辊压组件10b、第三辊压组件10c和第二切割组件20b均还可以通过摩擦力使得各层或膜材料向前移动,即沿着输送方向前移。
[0067]
进一步地,所述蓝膜放料机构10用于输送蓝膜194沿所述输送方向移动,并使所述蓝膜194依序经过所述第一辊压组件10a、第一切割组件20a、第二辊压组件10b和第二切割组件20b。蓝膜194具有粘性的一面朝向设置。
[0068]
进一步地,所述底膜放料机构20用于将底膜191输送至所述第一切割组件20a中,并将所述底膜191贴设于所述蓝膜194的下表面,其经所述第一切割组件20a的切割在所述底膜191和所述蓝膜194上形成蓝膜孔废料。底膜191贴设在蓝膜194的下表面对蓝膜194起到保护作用。同时,该第一切割组件20a可以对底膜191和蓝膜194进行设定位置的孔的切割。
[0069]
进一步地,所述单面胶放料机构30用于将单面胶层193输送至所述第一切割组件20a中,并将所述单面胶层193贴设于所述蓝膜194的上表面,且经所述第一切割组件20a的切割在所述单面胶层193上形成单面胶孔废料。单面胶层193贴设在蓝膜194的上表面,同样,该单面胶层193可以在第一切割组件20a的切割下形成孔位,该孔位用于供网纱192的对应粘接。
[0070]
进一步地,所述硅胶带放料机构40用于将所述硅胶带输送第三辊压组件10c中,并将所述硅胶带贴设于经过所述第三辊压组件10c的所述单面胶层193上。硅胶带粘接在完成切割的单面胶层193上。
[0071]
进一步地,所述硅胶带收废机构50用于回收贴设于所述单面胶层193上所述硅胶带,并通过所述硅胶带排出所述单面胶孔废料。硅胶带在被硅胶带收废机构50回收时,即可带走单面胶层193上的单面胶孔废料。
[0072]
进一步地,所述低粘膜放料机构60用于将低粘膜输送至所述第二辊压组件10b中,并使所述低粘膜贴设于所述底膜191上。低粘膜放料机构60放出的低粘膜在第二辊压组件10b的辊压作用下粘接在底膜191上。
[0073]
进一步地,所述低粘膜收废机构70用于回收贴设于所述底膜191上的所述低粘膜,并通过所述低粘膜排出所述蓝膜孔废料。低粘膜在低粘膜收废机构70的回收过程中,粘接带走蓝膜194上的蓝膜孔废料
[0074]
进一步地,所述网纱放料机构80用于将网纱192输送至所述第二切割组件20b上,并经所述第二切割组件20b切割网纱外框后而贴设于所述经过所述第一切割组件20a切割
的所述单面胶层193的孔中。网纱192在第二切割组件20b切割后粘接在单面胶层193的孔中,这样可以将设计更小的网纱192粘接在单面胶层193上,在实际使用过程中可以通过单面胶层193与外部部件粘接接触,而不需要网纱192来粘接,这样在降低生产成本的同时,提高使用时粘接的稳定性。
[0075]
使用本实用新型实施例提供的声学网纱组件的制作设备制作声学网纱组件190时,先通过蓝膜放料机构10输送蓝膜194沿输送方向移动,并使蓝膜194依序经过第一辊压组件10a、第一切割组件20a、第二辊压组件10b、第三辊压组件10c和第二切割组件20b,然后,通过底膜放料机构20将底膜191输送第一切割组件20a,并通过切割组件的辊压将底膜191贴设于蓝膜194的下表面,然后,再通过单面胶放料机构30将单面胶层193输送至第一切割组件20a中,并通过辊压的方式将单面胶层193贴设于蓝膜194的上表面,同时,第一切割组件20a对单面胶层193、蓝膜194和底膜191进行切孔,然后,再硅胶带放料机构40将硅胶带输送至第三辊压组件10c中,并通过辊压的方式将硅胶带贴设于单面胶层193的上表面,之后再硅胶带收废机构50回收硅胶带,并通过硅胶带排出单面胶孔废料;同时,通过膜放料机构将低粘膜输送至第二辊压组件10b中并使低粘膜贴设于底膜191上,接着通过低粘膜收废机构70回收低粘膜,并通过低粘膜排出蓝膜孔废料,再之后提供过网纱放料机构80将网纱192输送至第二切割组件20b上,并经第二切割组件20b切割网纱外框后而将网纱192贴设于单面胶层193的孔中,形成声学网纱组件190。如此制作出的声学网纱组件190,不需要网纱192与产品的部件直接粘接,从而可以将网纱192的尺寸设计的更小,节省成本;另外,与产品的部件的粘接是材质较软的单面胶层193,这样,粘接后不易出现脱落,使用稳定性和效果更佳。
[0076]
在本实用新型的另一个实施例中,如图1所示,所述声学网纱组件的制作设备还包括第四辊压组件10d、硅胶膜放料机构90和网纱收废机构100;所述硅胶膜放料机构90和网纱收废机构100均安装于所述机架180上。第四辊压组件10d结构是上述的第一辊压组件10a、第二辊压组件10b和第三辊压组件10c类似或相同。同样,硅胶膜放料机构90和网纱收废机构100也是采用电机驱动滚筒转动的结构实现。
[0077]
进一步地,所述硅胶膜放料机构90用于将硅胶膜依序输送至所述第四辊压组件10d和所述第二切割组件20b中,并将所述硅胶膜粘接于所述网纱192上。
[0078]
进一步地,所述网纱收废机构100用于回收粘接有经所述第二切割组件20b切割后形成的所述网纱外框的所述硅胶膜。
[0079]
具体地,通过硅胶膜放料机构90将硅胶膜粘接在网纱192上,并在第四辊压组件10d的辊压作用下使得硅胶膜与网纱192的粘接较为牢固,然后再通过网纱收废机构100回收该硅胶膜,这样硅胶膜在回收过程中可以将其粘接的网纱192被切割的网纱外框带走移除。
[0080]
在本实用新型的另一个实施例中,如图1所示,所述声学网纱组件的制作设备还包括硅胶膜收废机构110,所述硅胶膜收废机构110安装于所述机架180上,且所述硅胶膜收废机构110用于回收所述硅胶膜放料机构90放出的所述硅胶膜上的保护纸。具体地,硅胶膜收废机构110将硅胶膜上的保护纸回收,即优选地,硅胶膜在被硅胶放料机构放出时其本身具有保护纸,然后再通过该硅胶膜收废机构110先行对硅胶膜上的保护纸进行回收,这样一方面减少人工操作,另一方面减少对硅胶膜的污染,提高产品的质量。
[0081]
在本实用新型的另一个实施例中,如图1~2所示,所述第一辊压组件10a、所述第二辊压组件10b、所述第三辊压组件10c和所述第四辊压组件10d均包括第一底辊100a和转动胶辊100b,所述第一底辊100a和所述转动胶辊100b均可转动地安装于所述机架180上,所述第一底辊100a和所述转动胶辊100b均可转动地安装于所述机架180上,且所述第一底辊100a和所述转动胶辊100b的转动方向相反,也就是说,通过相反转动的第一底辊100a和转动胶辊100b,可以通过产生的摩擦力输送膜层材料沿输送方向移动。进一步地,所述转动胶辊100b位于所述第一底辊100a的上方并与所述第一底辊100a之间形成第一输送间隙100c。该第一输送间隙100c用于输送膜层材料。
[0082]
在本实用新型的另一个实施例中,如图1~2所示,所述第一辊压组件10a、所述第二辊压组件10b、所述第三辊压组件10c和第四辊压组件10d均还包括第一间隙调节机构100d,所述转动胶辊100b安装于所述第一间隙调节机构100d上并能够通过所述第一间隙调节机构100d调节而改变所述第一输送间隙100c的间隙值。通过第一间隙调节机构100d可以调节第一间隙的宽度,这样可以适配应用于不同厚度的声学网纱组件190的制作。
[0083]
在本实用新型的另一个实施例中,如图1所示,所述声学网纱组件的制作设备还包括离型膜放料机构120和第三切割组件20c。离型膜放料机构120与其他放料机构结构类似,采用电机驱动滚筒转动的结构实现,而第三切割组件20c则与其他切割组件结构类似,具有辊压和切割的作用。
[0084]
进一步地,所述离型膜放料机构120和所述第三切割组件20c均安装于所述机架180上,且所述第三切割组件20c位于所述第二切割组件20b沿着所述输送方向的后方。
[0085]
进一步地,所述离型膜放料机构120用于将离型膜输送至所述第三切割组件20c中,并经所述第三切割组件20c切割离型膜外框后而贴设于所述网纱192、所述单面胶层193和所述蓝膜194的上方。离型膜起到对所述网纱192、所述单面胶层193和所述蓝膜194三者进行保护的作用,所形成的声学网纱组件190在使用时,需要先行撕开该离型膜。
[0086]
在本实用新型的另一个实施例中,如图1所示,所述声学网纱组件的制作设备还包括离型膜收废机构130,离型膜收废机构130与其他收废机构结构类似,采用电机驱动滚筒转动的结构实现;所述离型膜收废机构130用于回收经所述第三切割组件20c切割后形成的所述离型膜外框。即离型膜在粘接后会经第三切割组件20c切割外框,之后,再通过离型膜收废机构130对该切割的离型膜外框进行回收,全程自动化,减少污染,提高效率和质量。
[0087]
在本实用新型的另一个实施例中,如图1和3所示,所述第一切割组件20a、所述第二切割组件20b和所述第三切割组件20c均包括第二底辊200a和刀模胶辊200b,所述第二底辊200a和所述刀模胶辊200b均可转动地安装于所述机架180上,所述第二底辊200a和所述刀模胶辊200b均可转动地安装于所述机架180上,且所述第二底辊200a和所述刀模胶辊200b的转动方向相反,同理,通过相反转动的第二底辊200a和刀模胶辊200b,可以通过产生的摩擦力输送膜层材料沿输送方向移动,并且,刀模胶辊200b还具有切割作用,将外框、内孔等不需要的材料切除。进一步地,所述刀模胶辊200b位于所述第二底辊200a的上方并与所述第二底辊200a之间形成第二输送间隙200c。通过第二间隙调节机构200d可以调节第二间隙的宽度,这样可以适配应用于不同厚度的声学网纱组件190的制作。
[0088]
在本实用新型的另一个实施例中,如图1和3所示,所述第一切割组件20a、所述第二切割组件20b和所述第三切割组件20c均还包括第二间隙调节机构200d,所述刀模胶辊
200b安装于所述第二间隙调节机构200d上并能够通过所述第二间隙调节机构200d调节而改变所述第二输送间隙200c的间隙值。通过第二间隙调节机构200d可以调节第二间隙的宽度,这样可以适配应用于不同厚度的声学网纱组件190的制作。
[0089]
在本实用新型的另一个实施例中,如图1所示,所述声学网纱组件的制作设备还包括原膜放料机构140和原膜收废机构150。原膜放料机构140和其他放料结构类似,以及原膜收废机构150和其他收废机构类似,采用电机驱动滚筒转动的结构实现。
[0090]
进一步地,所述原膜放料机构140和所述原膜收废机构150均安装于所述机架180上且均位于所述第二辊压组件10b与所述第一切割组件20a之间。
[0091]
进一步地,所述原膜放料机构140用于将原膜输送并贴设于经所述第一切割组件20a后的所述单面胶层193的表面上。原膜粘接在单面胶层193上。
[0092]
进一步地,所述原膜收废机构150用于回收所述原膜并排出贴设于所述原膜上的所述单面胶层193上的保护纸。原膜收废机构150回收原膜时,将带走粘接在其上的单面胶层193的保护纸。也就是说,单面胶放料机构30放出的单面胶层193是具有保护纸的,通过该保护纸可以对单面胶层193起到保护的作用,减少单面胶层193的污染。
[0093]
在本实用新型的另一个实施例中,如图1所示,所述声学网纱组件的制作设备还包括单面胶外框收废机构160,所述单面胶外框收废机构160安装于所述机架180上;
[0094]
进一步地,所述单面胶外框收废机构160用于回收经所述第二辊压组件10b后的所述单面胶层193的外框。通过该单面胶外框收废机构160可以回收进过切除形成的单面胶层193的外框。
[0095]
在本实用新型的另一个实施例中,如图1所示,所述声学网纱组件的制作设备还包括底膜收废机构170,所述底膜收废机构170安装于所述机架180的输出端,且所述底膜收废机构170用于回收所述蓝膜194下表面上贴设的所述底膜191。底膜收废机构170最后将底膜191回收,形成可以出货的声学网纱组件190。
[0096]
具体地,结合图4~5所示,声学网纱组件的制作设备制作出的声学网纱组件190包括底膜191、网纱192、单面胶层193和蓝膜194,所述网纱192上设置于所述底膜191上。所述单面胶层193上设置有面积小于所述网纱192的面积的穿孔1931,所述网纱192粘接于所述单面胶层193上并封住所述穿孔1931,所述单面胶层193粘接于所述底膜191上;所述蓝膜194覆盖于所述底膜191上并使所述单面胶层193位于所述底膜191与所述蓝膜194之间。蓝膜194的作用可以对单面胶层193起到保护作用,在安装网纱192之间,避免单面胶层193和网纱192受到外物的触碰或者粉尘的污染,提高网纱192的可靠性。
[0097]
在使用时,先撕开底膜191,然后将单面胶层193直接粘接于产品的部件上,并将网纱192对齐预定的位置,通过单面胶层193与产品的部件进行粘接,以确保网纱192位置的固定,这样,因不需要网纱192与产品的部件直接粘接,从而可以将网纱192的尺寸设计的更小,节省成本;另外,与产品的部件的粘接是材质较软的单面胶层193,这样,粘接后不易出现脱落,使用稳定性和效果更佳。
[0098]
其中,如图4所示网纱192和单面胶层193形成重叠的部位即为网纱192与单面胶层193粘接的部分,这样,网纱192可以设计得足够小,只要保持有部分能够与单面胶层193重叠的部分实现粘接即可。而单面胶层193属于便宜的材质,设计得较大面积也不会增加太多成本,并且通过单面胶层193粘接在产品的部件上的稳定性更佳,网纱192借助单面胶层193
的作用而实现定位,免去在网纱192直接设置胶水或者双面胶的步骤设计,大大降低成本以及提高产品使用的稳定性。
[0099]
进一步地,如图4~5所示,所述网纱192和所述穿孔1931均呈圆形状,且所述网纱192的半径大于所述穿孔1931的半径。具体地,如此设计可以便于对网纱192和穿孔1931进行加工,规则的圆形更容易加工,并且也更容易确保尺寸的一致性。同时,将网纱192粘接在单面胶层193上时,也更容易实现对中,将圆形的网纱192的中心与圆形的穿孔1931的中心对齐,这样网纱192粘接在单面胶层193上与单面胶层193在穿孔1931的周缘部分接触的面积的一致的,网纱192各个部位与单面胶层193的连接稳定性更佳均衡,效果更佳。
[0100]
进一步地,所述单面胶层193为黑色单面胶层193。采用黑色的单面胶层193可以利用颜色实现遮光屏蔽的作用。
[0101]
进一步地,所述网纱192的厚度在0.01mm~0.1mm之间;例如,网纱192的厚度可以为0.01mm、0.02mm、0.03mm、0.04mm、0.05mm、0.06mm、0.07mm、0.08mm、0.09mm或者0.1mm,这样厚度的网纱192不会因为太薄而影响声音的穿透,也不会因为太厚而影响音质。
[0102]
进一步地,所述单面胶层193的厚度在0.1mm~0.2mm之间。例如,单面胶层19330的厚度可以为0.1mm、0.11mm、0.12mm、0.13mm、0.14mm、0.15mm、0.16mm、0.17mm、0.18mm、0.19mm或者0.2mm。这样厚度的单面胶层193不会因为太薄而导致网纱192在单面胶层193上凸出,也不会因为太厚而占据过大的空间,影响其他部件的安装或者导致产品无法进一步小型化设计。
[0103]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 离型膜

 热门咨询
热门咨询




tips