
 商标分类
商标分类  商标转让
商标转让 
一种塑化还原成型机的制作方法
 2021-02-23 14:02:02|
2021-02-23 14:02:02| 357|
357| 起点商标网
起点商标网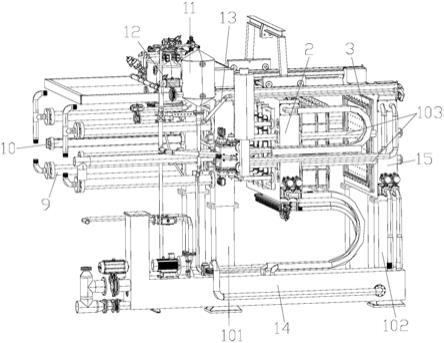
[0001]
本实用新型涉及成型机结构技术领域,具体涉及一种塑化还原成型机。
背景技术:
[0002]
epp(expanded polypropylene)是一种性能卓越的高结晶型聚合物/气体复合材料,也即是聚丙烯塑料发泡材料,以其独特而优越的性能成为目前增长最快的环保新型抗压缓冲隔热材料。epp制品具有十分优异的抗震吸能性能、形变后恢复率高、很好的耐热性、耐化学品、耐油性和隔热性,另外,其质量轻,可大幅度减轻物品重量。epp还是一种环保材料,可回收再利用,可以自然降解,不会造成白色污染。
[0003]
由于epp具有上述的优势,其应用领域也越来越广泛。例如,it产品、电子通讯设备、精密仪器仪表等都开始大量采用epp作包装材料。另外一个特别重要的应用领域是在汽车工业中的大量应用:汽车保险杠、汽车侧面防震芯、高级安全汽车座椅、工具箱、仪表盘等。据统计数据反映:当前每辆汽车平均用塑料100~130kg,其中应用epp塑料约4~6kg。使用的领域还包括当前外卖公司的快递骑手用来盛装外卖的盒子。
[0004]
现有的epp塑化成型机在生产加工过程中对加热温度、冷却温度不能合理的进行调节导致其制备的产品质量相对不高,且epp塑化成型机制备的产品表面塑化层的硬度和强度不够,同时生产周期长。
技术实现要素:
[0005]
针对现有技术中所存在的不足,本实用新型的目的在于提供一种塑化还原成型机,以解决现有技术中,因加热温度、冷却温度不能合理的进行调节导致其制备的产品质量相对不高,且epp塑化成型机制备的产品表面塑化层的硬度和强度不够,同时生产周期长的问题。
[0006]
实现上述目的,本实用新型采用了如下的技术方案:一种塑化还原成型机,包括机架,所述机架顶部固定设置有定模,机架内滑动设置有移模框,移模框内固定设置有用于与定模配合的移模;
[0007]
所述机架上还固定设置有进料系统、液压系统、蒸汽系统、空气系统、冷却水系统、模温控制系统、抽真空系统以及中央能源分配器,进料系统通过进料管道与移模的模腔连通,液压系统与移模框相连来控制定模与移模开合以及锁止状态;
[0008]
所述蒸汽系统与定模和移模的模腔内连通,用于对定模和移模进行加热;
[0009]
所述模温控制系统与开设在定模和移模的加热通道连通,用于对定模和移模进行预热;
[0010]
所述冷却水系统与定模和移模的模腔内连通,用于对定模和移模进行冷却;
[0011]
所述抽真空系统与定模和移模的模腔内连通,用于对定模和移模进行冷却;
[0012]
所述空气系统与定模和移模的模腔内连通,用于对定模和移模内的产品进行降温和产品脱模;且中央能源分配器与蒸汽系统和空气系统配合,来调节蒸汽系统进入定模和
移模的模腔内的蒸汽流量以及空气系统进入定模和移模的模腔内的空气流量,还用于定模和移模的模腔内的超压调节;同时空气系统还与进料系统配合来对进料系统加压。
[0013]
相比于现有技术,本实用新型具有如下有益效果:
[0014]
1、将移模固定安装在移模框内后,通过液压系统使移模框带动移模向定模方向移动,使定模与移模进行合模并锁死;然后模温控制系统对定模和移模进行预热,使定模和移模达到设定的预热温度;后进料系统通过进料管道向定模和移模的模腔内进行进料,此时空气系统与进料系统配合来向定模和移模的模腔内进行加压进料,以提高物料进入定模和移模的模腔内的速度,同时使物料在定模和移模的模腔内分布更加的密实;完成进料后,通过蒸汽系统来对定模和移模的模腔内进行加热,使定模和移模的模腔内的物料熔融后粘接在一起成型;成型一段时间后通过冷却水系统和空气系统来向定模和移模的模腔内通入冷却水或空气,来对成型后的产品进行降温,使成型后的产品表面形成一层塑化皮纹层,使形成的塑化皮纹层具有足够的硬度和强度;后采用抽真空系统对定模和移模的模腔内进行抽真空处理,一方面对成型后的产品进行降温,另一方面将定模和移模的模腔内的冷却水抽出;然后液压系统使移模框向远离定模的方向移动,使定模和移模之间脱离锁止状态后进行开模,开模完成后即可将产品取出;通过中央能源分配器来控制进入合模后的定模和移模的模腔内的蒸汽量和空气流量,从而可以对定模和移模的模腔内的加热温度、冷却温度、加热速率以及冷却速率进行调节,当定模和移模的模腔内的压力超压过后,通过中央能源分配器以排气的方式对定模和移模的模腔进行泄压,以生产出优异的产品,同时还加快了产品的生产周期;
[0015]
2、通过定模和移模的模腔来改变产品的外观,能够在产品的表面增加精美的图案,来使产品的外观更加美观,可根据产品的实际需求来调整产品的塑化厚度。
附图说明
[0016]
图1为本实用新型一实施例的结构示意图一;
[0017]
图2为本实用新型一实施例的结构示意图二;
[0018]
图3为本实用新型一实施例的结构示意图三。
具体实施方式
[0019]
下面通过具体实施方式对本实用新型作进一步详细的说明:
[0020]
说明书附图中的附图标记包括:机架1、移模框2、定模3、中央能源分配器4、进蒸汽管5、进空气管6、料筒7、导气管8、锁止油缸9、推模油缸10、蓄水罐11、进液管12、导液管13、抽真空箱14、固模大架101、后大架102、导向柱103、方形框15、定位板16、支撑螺杆17。
[0021]
结合图1和图2,本实用新型实施例提出了一种塑化还原成型机,包括机架1,所述机架1顶部固定设置有定模3,机架1内滑动设置有移模框2,移模框2内固定设置有用于与定模3配合的移模,所述机架1上还固定设置有进料系统、液压系统、蒸汽系统、空气系统、冷却水系统、模温控制系统、抽真空系统以及中央能源分配器4,进料系统通过进料管道与移模的模腔连通,液压系统与移模框2相连来控制定模3与移模开合以及锁止状态;所述蒸汽系统与定模3和移模的模腔内连通,用于对定模3和移模进行加热;所述模温控制系统与开设在定模3和移模的加热通道连通,用于对定模3和移模进行预热;所述冷却水系统与定模3和
移模的模腔内连通,用于对定模3和移模进行冷却;所述抽真空系统与定模3和移模的模腔内连通,用于对定模3和移模进行冷却;所述空气系统与定模3和移模的模腔内连通,用于对定模3和移模内的产品进行降温和产品脱模;且中央能源分配器4与蒸汽系统和空气系统配合,来调节蒸汽系统进入定模3和移模的模腔内的蒸汽流量以及空气系统进入定模3和移模的模腔内的空气流量,还用于定模3和移模的模腔内的超压调节;同时空气系统还与进料系统配合来对进料系统加压。
[0022]
当运行时,将移模固定安装在移模框2内后,通过液压系统使移模框2带动移模向定模3方向移动,使定模3与移模进行合模并锁死;然后模温控制系统对定模3和移模的模腔内进行预热,使定模3和移模的模腔内达到设定的预热温度;后进料系统通过进料管道向定模3和移模的模腔内进行进料,此时空气系统与进料系统配合来向定模3和移模的模腔内进行加压进料,以提高物料进入定模3和移模的模腔内的速度,同时使物料在定模3和移模的模腔内分布更加的密实;完成进料后,通过蒸汽系统来对定模3和移模的模腔内进行加热,使定模3和移模的模腔内的物料熔融后粘接在一起成型;成型一段时间后通过冷却水系统和空气系统来向定模3和移模的模腔内通入冷却水或空气,来对成型后的产品进行降温,使成型后的产品表面形成一层塑化皮纹层;后采用抽真空系统对定模3和移模的模腔内进行抽真空处理,一方面对成型后的产品进行降温,另一方面将定模3和移模的模腔内的冷却水抽出;然后液压系统使移模框2向远离定模3的方向移动,使定模3和移模之间脱离锁止状态后进行开模,开模完成后即可将产品取出;通过中央能源分配器4来控制进入合模后的定模3和移模的模腔内的蒸汽量和空气流量,从而可以对定模3和移模的模腔内的加热温度、冷却温度、加热速率以及冷却速率进行调节,则生产出优异的产品。
[0023]
其中,移模框2和中央能源分配器4均为现有的结构,本方案中不会详细的进行描述;且模温控制系统为现有的加热设备,这里也不再详细的描述。
[0024]
结合图1和图2,根据本实用新型的另一实施例,所述一种塑化还原成型机,还包括对蒸汽系统和空气系统的结构优化,采用的移模的模腔通过气体导管与移模框2的蒸汽进气管连通,蒸汽系统包括与中央能源分配器4的第一进气口连通的进蒸汽管5,中央能源分配器4的两出气口与移模框2的蒸汽进气管和定模3的模腔内一一对应连通,且空气系统包括与中央能源分配器4的第二进气口连通的进空气管6,第一进气口和第二进气口均与两出气口连通;当对合模后的对定模3和移模的模腔内进行加热时,进蒸汽管5导入加热蒸汽通过中央能源分配器4进行流量调节控制后从移模框2的蒸汽进气管导入气体导管后进入定模3和移模的模腔内;当需要向定模3和移模的模腔内进行空气冷却时,进空气管6导入的冷却空气从第二进气口导入中央能源分配器4内后从移模框2的蒸汽进气管导入气体导管后进入定模3和移模的模腔内;从而对中央能源分配器4和移模框2的蒸汽进气管等内形成的通道进行合理的分配使用,以减少设备结构的投入,降低了本塑化还原成型机的成本;其中,中央能源分配器4的两出气口还连通有泄压管,当定模3和移模的模腔内在进行工作出现超压时,通过泄压管来排气,对定模3和移模的模腔进行泄压;且泄压管上安装有消声器,通过消声器来进行泄压过程进行消声处理,降低噪音。
[0025]
如图2所示,根据本实用新型的另一实施例,所述一种塑化还原成型机,还包括对进料系统的结构优化,采用的进料系统包括固定设置在机架1上的多个料筒7,每个料筒7的出料口均通过导料管与移模的模腔连通,每个料筒7的进料口均通过导气管8与进空气管6
连通;从料筒7的进料口向料筒7内进行加料,料筒7通过导料管将物料导入合模后的定模3和移模的模腔内;将料筒7的进料口通过导气管8与进空气管6相连来向料筒7内进行加压,提高料筒7向合模后的定模3和移模的模腔内的加料速度。
[0026]
本实施例中的料筒7数量为两个,可以同时使用,也可以择一使用。
[0027]
结合图1和图2,根据本实用新型的另一实施例,所述一种塑化还原成型机,还包括对液压系统进行结构优化,采用的液压系统包括液压站以及固定设置在机架1上的多根锁止油缸9和多根推模油缸10,多根锁止油缸9和多根推模油缸10均由液压站提供动力,多根锁止油缸9和多根推模油缸10的活塞杆均与移模框2远离定模3的端面相连,且多根锁止油缸9和多根推模油缸10的活塞杆伸缩方向均沿移模框2移动方向布置。
[0028]
通过液压站提供动力来使多根推模油缸10进行伸缩调节,来对定模3和移模进行开模和合模工作;同时液压站提供动力来使多根锁止油缸9来对合模后的定模3和移模进行锁止,以提高定模3和移模合模后的稳定性及密封性等。
[0029]
本实施例中推模油缸10的数量为两个,分布在移模框2的不同侧;锁止油缸9的数量为4个,在每个推模油缸10的两侧均分布两个锁止油缸9;推模油缸10和锁止油缸9的布置方式是为了使移模框2在移动过程中更加的平稳。
[0030]
结合图1和图2,根据本实用新型的另一实施例,所述一种塑化还原成型机,还包括对冷却水系统的结构优化,采用的冷却水系统包括固定设置在机架1顶部的蓄水罐11,蓄水罐11的侧壁上连通有进液管12,蓄水罐11底部通过导液管13与定模3和移模的模腔内连通,且蓄水罐11的顶部通过加压管与进空气管6连通。
[0031]
进液管12将冷却水导入蓄水罐11内通过导液管13导入合模后的定模3和移模的模腔内进行降温,蓄水罐11的布置位置以及通过加压管将进空气管6与蓄水罐11连通后,是为了加快冷却水进入合模后的定模3和移模的模腔内的速度,以提高冷却效率。
[0032]
结合图1和图2,根据本实用新型的另一实施例,所述一种塑化还原成型机,还包括对抽真空系统的结构优化,采用的抽真空系统包括固定安装在机架1底部的抽真空箱14,抽真空箱14与定模3和移模的模腔内均连通。
[0033]
通过抽真空箱14来对合模后的定模3和移模的模腔内进行抽真空处理,一方面对成型后的产品进行降温,另一方面将定模3和移模的模腔内的冷却水抽出。
[0034]
结合图1和图3,根据本实用新型的另一实施例,所述一种塑化还原成型机,还包括对机架1的结构优化,采用的机架1包括固模大架101和后大架102,固模大架101和后大架102之间通过多根导向柱103相连,移模框2与每个导向柱103滑动相连,固模大架101的顶部为通过多个连接柱依次首位相连后在内侧形成有安装孔的方形框15,定模3固定设置在方形框15靠近移模框2的一侧,定模3上固定连接有对安装孔的一端密封的冷却框,且安装孔内对冷却框进行支撑固定的多个支撑组件。
[0035]
通过多根导向柱103来将固模大架101和后大架102连接成一个整体,同时多根导向柱103还对移模框2的移动进行导向,从而进一步提高移模框2在移动过程中的稳定性;本实施例中导向柱103的数量为四个,均布在移模框2的两侧;通过将固模大架101的顶部设计成内侧形成有安装孔的方形框15,通过安装孔来合理的布局用于对冷却框进行支撑固定的多个支撑组件,以使本塑化还原成型机的结构更加紧凑。
[0036]
其中,将多个支撑组件平行且间隔布置在安装孔内,每个支撑组件均包括嵌设在
安装孔内的安装板,安装板两端均通过连接耳与方形框15的一端部卡接固定,安装板上沿其长度方向均布有多个支撑螺杆17,每个支撑螺杆17的一端与冷却框相抵;冷却框在使用的过程中会因温度的变化来发生一定的形变,通过多个支撑螺杆17与冷却框相抵,减少冷却框的形变量,使冷却框能够长时间的正常使用。
[0037]
采用的安装板均包括平行且间隔布置的两定位板16,多个支撑螺杆17穿过两定位板16之间的间隙,且每个支撑螺杆17的两侧均通过固定块与两定位板16一一对应相连,同一支撑螺杆17上连接的两固定块夹设在两定位板16外侧;将安装板由两定位板16构成,便于安装支撑螺杆17,对支撑螺杆17起到一定的防护作用,同时还减轻了安装板的重量;通过支撑螺杆17与两固定块的布局方式来提高支撑螺杆17与两定位板16之间的连接强度。
[0038]
如图3所示,根据本实用新型的另一实施例,所述一种塑化还原成型机,还包括在个定位板16上沿其长度方向开设有多个减重孔,多个减重孔与多个支撑螺杆17一一交替布置;通过多个减重孔的开设以及布置方式来合理的减轻定位板16的重量且使定位板16具有足有的支撑强度。
[0039]
根据本实用新型的另一实施例,所述一种塑化还原成型机,还包括在在冷却框上均布有多个温度传感器(附图中未画出),每个温度传感器的检测探头均伸入定模内,每个温度传感器的杆身均嵌设在安装孔内;多个温度传感器的布局方式来对定模3的模腔内不同位置处的温度进行检测,从而使对定模3的模腔内的温度检测更加精确,以便于更精确的调节定模3的模腔内的温度,来提高产品的加工质量;同时合理的将温度传感器嵌设在安装孔内,使整体结构布局更加紧凑。
[0040]
本塑化还原成型机中的空气压力、油缸压力、冷却水温度、移模框2和定模3内的温度和压力等均由对应的温度传感器和压力传感器来进行温度和压力的检测,便于使对应的温度和压力精确,以提高产品的质量。
[0041]
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips