
 商标分类
商标分类  商标转让
商标转让 
一种EPS泡沫成型模具的制作方法
 2021-02-23 13:02:19|
2021-02-23 13:02:19| 269|
269| 起点商标网
起点商标网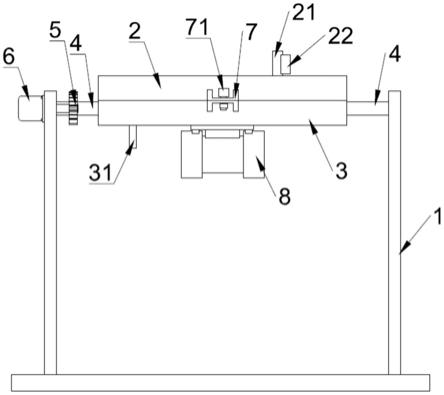
一种eps泡沫成型模具
技术领域
[0001]
本实用新型涉及eps模具领域,具体涉及一种eps泡沫成型模具。
背景技术:
[0002]
目前,可发性聚苯乙烯泡沫塑料模压发泡成型的工艺过程可分为两步:第一步是将熟化的预发泡聚苯乙烯颗粒填满模具型腔;第二步通过加使颗粒达到软化温度,泡孔中发泡剂蒸发成气体和加热介质的渗入使颗粒进一步膨胀,由于模具型腔体积的限制,膨胀颗粒填满全部型腔空间而熔结为一整体。经冷却定型后,启模取出,即是可发性聚苯乙烯泡沫模压发泡成型制品。
[0003]
但颗粒料进料填充时,常会发生拐角处填充不满,留有空泡的情况,这种情况在拐角或细节较多的模具成型时显得尤为突出。虽然后续的发泡膨胀过程可将空泡填满成型,但空泡处的密度明显低于实填处,引起泡沫成品件不同部位的强度和密度不均一,影响成品使用性能。
技术实现要素:
[0004]
本实用新型的目的在于提供一种eps泡沫成型模具,通过振动的方式,在颗粒料填充时夯实颗粒料,减少拐角或细节处颗粒料填充不足的缺陷。
[0005]
一种eps泡沫成型模具,包括机架和模具组件,所述模具组件包括上模和下模,所述上模和下模密封咬合连接,所述下模两端均设有转轴,下模底面设有振动电机,所述转轴外端与机架转动连接,所述机架一侧设有转动组件,所述转动组件通过转轴控制下模进行轴向转动。
[0006]
优选地,所述上模包括进料口和环形凹槽,所述进料口设于上模顶端,所述环形凹槽设于上模外周下,所述下模包括蒸汽进口和凸条,所述蒸汽进口设于下模底部,所述凸条设于下模外周上,所述凸条咬合插接于环形凹槽中。
[0007]
优选地,所述凸条和环形凹槽之间设有密封条,所述上模与下模两侧的接合处均设有固定件,所述固定件通过螺栓紧固。
[0008]
优选地,所述转动组件包括电机、齿轮一和齿轮二,所述电机设于机架外侧,所述电机的输出轴穿过机架与齿轮二连接,所述齿轮一设于转轴上,所述齿轮一和齿轮二啮合。
[0009]
优选地,所述进料口上连通有进料管,所述进料管上设有电磁阀,所述蒸汽进口下连通有蒸汽进管。
[0010]
本实用新型的优点在于:
[0011]
进料的过程中利用振动电机不断振动模具组件,夯实模腔中的颗粒料,使得拐角和细节处均填充满颗粒料,尤其在模具较为复杂,拐角和细节较多时,效果更好,夯实填充后可使得成品泡沫件的密度和强度均一,产品使用效果佳。转动组件可在振动夯实的同时使模具产生轴向侧倾,便于两侧的腔隙夯实,填充效果更好,不留死角。固定件和密封条可提高上模和下模的咬合紧密度,有效防止膨胀过程中泡沫外漏。
附图说明
[0012]
图1为本实用新型的整体结构示意图。
[0013]
图2为本实用新型的正视图。
[0014]
图3为本实用新型的俯视图。
[0015]
图4为图3中a处的剖视图。
[0016]
图5为下模的结构示意图。
[0017]
图6为上模的结构示意图。
[0018]
其中,1-机架,2-上模,21-进料管,22-电磁阀,23-环形凹槽,24-进料口,3-下模,31-蒸汽进管,32-蒸汽进口,33-凸条,4-转轴,41-齿轮一,5-齿轮二,6-电机,7-固定件,71-螺栓,8-振动电机,9-密封条。
具体实施方式
[0019]
为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
[0020]
如图1至图6所示,一种eps泡沫成型模具,包括机架1和模具组件,所述模具组件包括上模2和下模3,所述上模2和下模3密封咬合连接,所述下模3两端均设有转轴4,下模3底面设有振动电机8,所述转轴4外端与机架1转动连接,所述机架1一侧设有转动组件,所述转动组件通过转轴4控制下模3进行轴向转动。振动电机8可选用耐高温振动电机,防止加热膨胀成型过程中损坏振动电机。
[0021]
本实施例中,所述上模2包括进料口24和环形凹槽23,所述进料口24设于上模2顶端,所述环形凹槽23设于上模2外周下,所述下模3包括蒸汽进口32和凸条33,所述蒸汽进口32设于下模3底部,所述凸条33设于下模3外周上,所述凸条33咬合插接于环形凹槽23中。
[0022]
本实施例中,所述凸条33和环形凹槽23之间设有密封条9,所述上模2与下模3两侧的接合处均设有固定件7,所述固定件7通过螺栓71紧固。
[0023]
本实施例中,所述转动组件包括电机6、齿轮一41和齿轮二5,所述电机6设于机架1外侧,所述电机6的输出轴穿过机架1与齿轮二5连接,所述齿轮一41设于转轴4上,所述齿轮一41和齿轮二5啮合。
[0024]
本实施例中,所述进料口24上连通有进料管21,所述进料管21上设有电磁阀22,所述蒸汽进口32下连通有蒸汽进管31。
[0025]
工作过程及原理:
[0026]
按上述结构密封装配上模2和下模3,将进料管21接通供料装置,蒸汽进管31接通蒸汽供气装置,打开电磁阀22,eps熟化颗粒料开始进入模腔内,此时打开振动电机8和电机6,振动电机8保证供料的过程中不断夯实颗粒料,确保犄角旮旯内均填满颗粒料,电机6则通过齿轮一41和齿轮二5带动转轴4转动,从而使模具组件在轴向缓慢转动,角度在0~90
°
之间,达到90
°
后电机反转,直至模具组件另一侧转动达到90
°
,如此反复,这样就能保证两侧的拐角和细节也能够夯实充满颗粒料,从而不留死角,最终进料完毕后,关闭振动电机8和电磁阀22,将模具组件回复至水平位,此时打开蒸汽供气装置,蒸汽通过蒸汽进口32进入模腔加热,颗粒料膨胀成型,达到额定蒸气压后冷却起模即得成品。
[0027]
由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实
施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips