
 商标分类
商标分类  商标转让
商标转让 
一种医用过滤器及其生产方法与流程
 2021-02-23 13:02:55|
2021-02-23 13:02:55| 378|
378| 起点商标网
起点商标网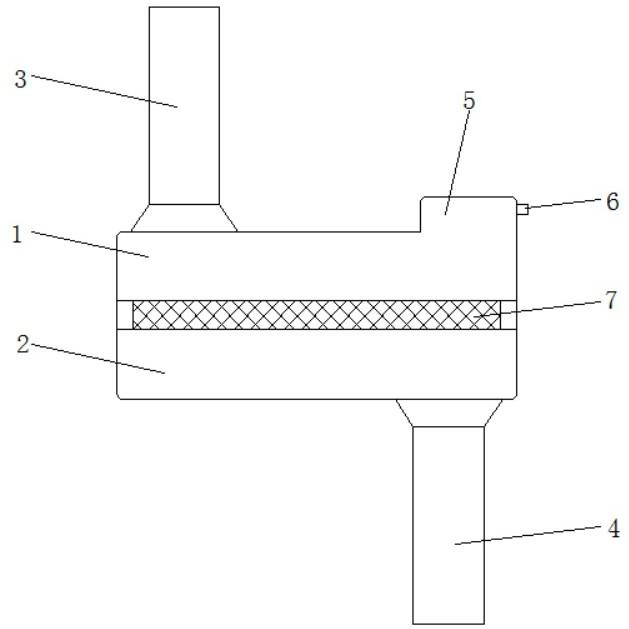
[0001]
本发明涉及医用滤膜技术领域,具体为一种医用过滤器及其生产方法。
背景技术:
[0002]
医疗用聚醚砜针头过滤器含有一层低蛋白吸附的聚醚砜膜是水溶液过滤的理想用品。用熔封法制作,因而无表面活性剂或下模剂。确保样品滤液的特别清洁。
[0003]
目前医用过滤器采用单层滤膜结构,并且进液孔和出液孔对应设置,从而滤膜中间位置过滤消耗过多,滤膜两侧液体流动性差,利用率低,从而降低滤膜整体的过滤效果,同时过滤器生产加工过程的灭菌消毒能力较差,医疗使用的安全性低。
技术实现要素:
[0004]
(一)解决的技术问题针对现有技术的不足,本发明提供了一种医用过滤器及其生产方法,解决了目前医用过滤器采用单层滤膜结构,并且进液孔和出液孔对应设置,从而滤膜中间位置过滤消耗过多,滤膜两侧液体流动性差,利用率低,从而降低滤膜整体的过滤效果,同时过滤器生产加工过程的灭菌消毒能力较差,医疗使用的安全性低的问题。
[0005]
(二)技术方案为实现以上目的,本发明通过以下技术方案予以实现:一种医用过滤器的生产方法,包括以下步骤:步骤一、医疗滤膜原材料的检测,对整块未裁剪的医疗滤膜原材料取样,并通过专用仪器对取样的材料进行过滤检测;步骤二、滤膜的分切,根据过滤器设计大小,通过分歧而设备对医疗滤膜进行均匀裁剪,裁剪分切后每片滤膜的形状和尺寸大小相同;步骤三、医疗滤膜切片的检测,通过人工或专用机器检测,剔除大小和形状超出设计范围外的切片医疗滤膜,同时检测切片医疗滤膜切口位置的平整度和毛边情况,剔除切口不整齐和毛边严重的滤膜;步骤四、注塑成型,根据过滤器设计的形状和大小,分别制作专用上模具和下模具,上模具顶部的外侧略高,并在上模具外侧边缘设置排气孔,上模具顶部的靠近外侧位置设置进液口,下模具底部的靠近外侧位置设置有出液口,通过注塑工艺将过滤器上盖和过滤器下盖注塑成型;步骤五、印字,通过专用仪器对过滤器上盖的外表面进行印字;步骤六、组装前消毒,将过滤器上盖和过滤器下盖投入无水乙醇中浸泡,然后取出通过无菌布吸附表面残余酒精,再通过烘箱将表面剩余的无水乙醇吹干;步骤七、焊接组装,将两块切片滤膜分别安装在过滤器下盖和过滤器上盖的中间位置,并保证切片滤膜覆盖住过滤器下盖的出液口和过滤器上盖的进液口,将过滤器上盖与过滤器下盖闭合,再通过超声波焊接工艺,合并成一个整体;
步骤八、密封性检测,将组装合并后的过滤器通过气密性设备检测;步骤九、包装前灭菌,最后将过滤器上盖、过滤器下盖和切片滤膜的合并整体放入紫外线灭菌箱内灭菌;步骤十、装袋,采用医疗专用塑料包装对过滤器密封包装。
[0006]
优选的,所述步骤一中合格样品的原样本,可投入使用,对不合格样品的样本销毁回收处理。
[0007]
优选的,所述步骤一中医疗滤膜采用聚醚砜滤膜。
[0008]
优选的,所述步骤七中焊接组装后,过滤器上盖的进液口的位置在最左侧,过滤器下盖的出液口在最右侧,进液口与出液口的横向处于最远位置。
[0009]
优选的,所述步骤七中量滤膜之间的距离为2.5mm-3.2mm。
[0010]
优选的,所述步骤六中烘箱内不断喷出流动空气吹向过滤器上盖和过滤器下盖,烘箱和流动空气的温度设置为35℃-40℃。
[0011]
优选的,所述步骤六中过滤器上盖和过滤器下盖在无水乙醇中消毒浸泡时间为40min-55min。
[0012]
优选的,所述步骤五中将过滤器的尺寸规格和滤膜规格印刷在过滤器上盖表面。
[0013]
优选的,所述的一种医用过滤器,包括上滤盖和下滤盖,所述上滤盖的底部与下滤盖的顶部连通,所述上滤盖顶部的左侧连通有进液管,所述下滤盖底部的右侧连通有出液管,所述上滤盖内部的右侧设置有凸槽,所述凸槽的右侧设置有排气孔,所述上滤盖与下滤盖之间的连接处设置有滤膜。
[0014]
(三)有益效果本发明提供了一种医用过滤器及其生产方法。具备以下有益效果:该医用过滤器的生产方法,通过在注塑成型中,在上模具和下模具靠近外侧的位置分别设置进液口和出液口,从而在安装时,将进液管和出液管处于最远的横向位置,过滤液体时,液体可流动穿过整个滤膜,并在过滤器内设置双层滤膜,实现滤膜最大利用化;在焊接组装前对过滤器上盖和过滤器下盖进行无水乙醇消毒,避免焊接安装时上盖和下盖对滤膜的污染,达到了提高滤膜加工成产的安全性,避免加工是材质的污染,同时提高滤膜滤膜利用率的目的。
附图说明
[0015]
图1为本发明过滤器的结构示意图。
[0016]
图中:1上滤盖、2下滤盖、3进液管、4出液管、5凸槽、6排气孔、7滤膜。
具体实施方式
[0017]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明。
实施例
[0018]
一种医用过滤器的生产方法,包括以下步骤:步骤一、医疗滤膜原材料的检测,对整块未裁剪的医疗滤膜原材料取样,并通过专用仪
器对取样的材料进行过滤检测;步骤二、滤膜的分切,根据过滤器设计大小,通过分歧而设备对医疗滤膜进行均匀裁剪,裁剪分切后每片滤膜的形状和尺寸大小相同;步骤三、医疗滤膜切片的检测,通过人工或专用机器检测,剔除大小和形状超出设计范围外的切片医疗滤膜,同时检测切片医疗滤膜切口位置的平整度和毛边情况,剔除切口不整齐和毛边严重的滤膜;步骤四、注塑成型,根据过滤器设计的形状和大小,分别制作专用上模具和下模具,上模具顶部的外侧略高,并在上模具外侧边缘设置排气孔,上模具顶部的靠近外侧位置设置进液口,下模具底部的靠近外侧位置设置有出液口,通过注塑工艺将过滤器上盖和过滤器下盖注塑成型;步骤五、印字,通过专用仪器对过滤器上盖的外表面进行印字;步骤六、组装前消毒,将过滤器上盖和过滤器下盖投入无水乙醇中浸泡,然后取出通过无菌布吸附表面残余酒精,再通过烘箱将表面剩余的无水乙醇吹干;步骤七、焊接组装,将两块切片滤膜分别安装在过滤器下盖和过滤器上盖的中间位置,并保证切片滤膜覆盖住过滤器下盖的出液口和过滤器上盖的进液口,将过滤器上盖与过滤器下盖闭合,再通过超声波焊接工艺,合并成一个整体;步骤八、密封性检测,将组装合并后的过滤器通过气密性设备检测;步骤九、包装前灭菌,最后将过滤器上盖、过滤器下盖和切片滤膜的合并整体放入紫外线灭菌箱内灭菌;步骤十、装袋,采用医疗专用塑料包装对过滤器密封包装。
[0019]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下。由语句“包括一个......限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素”。
[0020]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips