
 商标分类
商标分类  商标转让
商标转让 
使用热塑性焊接来联结转子叶片构件的方法与流程
 2021-02-23 13:02:57|
2021-02-23 13:02:57| 82|
82| 起点商标网
起点商标网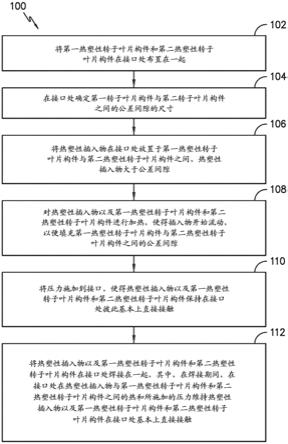
[0001]
本公开大体上涉及风力涡轮转子叶片,并且更特别地涉及用于使用多种热塑性焊接技术来联结转子叶片构件的方法。
背景技术:
[0002]
风力被认为是目前可用的最清洁、对环境最友好的能源之一,并且,在这点上,风力涡轮已得到越来越多的关注。现代的风力涡轮典型地包括塔架、发电机、齿轮箱、机舱以及具有带有一个或多个转子叶片的可旋转毂的转子。转子叶片使用已知的翼型件原理来捕获风的动能。转子叶片将动能以旋转能的形式传送,以便使将转子叶片联接到齿轮箱或在未使用齿轮箱的情况下将转子叶片直接地联接到发电机的轴转动。然后,发电机使机械能转换成可部署到公用电网的电能。
[0003]
转子叶片大体上包括典型地使用模制过程来形成的吸力侧壳和压力侧壳,吸力侧壳和压力侧壳在沿着叶片的前缘和后缘的结合线处结合在一起。此外,压力壳和吸力壳是相对轻质的,并且具有并非构造成承受在操作期间施加于转子叶片上的弯曲力矩和其它负荷的结构性质(例如,刚度、抗屈曲性以及强度)。因而,为了提高转子叶片的刚度、抗屈曲性以及强度,典型地使用接合壳半部的内压力侧表面和内吸力侧表面的一个或多个结构构件(例如,相对的翼梁帽,在其之间构造有抗剪腹板)来增强主体壳。翼梁帽典型地由包括但不限于玻璃纤维层压复合物和/或碳纤维层压复合物的多种材料构成。通过使纤维织物层堆叠于壳模具中而大体上围绕叶片的翼梁帽构建转子叶片的壳。然后,典型地,例如利用热固性树脂来将层一起灌注。
[0004]
另外,用于制造风力涡轮转子叶片的方法可包括以叶片节段形成转子叶片。然后,叶片节段可被组装,以形成转子叶片。例如,一些现代的转子叶片(诸如,在提交于2105年6月29日并且标题为“模块化风力涡轮转子叶片及其组装方法(modular wind turbine rotor blades and methods of assembling same)”的申请号为14/753137的美国专利申请(该申请通过引用而以其整体并入本文中)中描述的那些叶片)具有模块化面板构造。因而,模块化叶片的多种叶片构件可基于叶片构件的功能和/或位置而由不同的材料构成。更具体地,叶片节段可由热塑性材料和/或热固性材料构成。
[0005]
使热固性构件彼此联结以及联结到热塑性材料的方法仍然是一个问题。例如,主要地使热固性部分联结和/或主要地使热固性部分与热塑性部分联结常规地需要使用昂贵的粘合剂和/或紧固件,粘合剂和紧固件两者增加叶片的重量和成本。照此,有利的是,在可能的情况下,使用热塑性转子叶片构件,使得类似的构件可容易地例如经由热塑性焊接来联结。
[0006]
叶片构件的热塑性焊接甚至仍然还具有需要解决的问题。例如,关于当前的热塑性焊接技术的一个挑战涉及贯穿焊接过程的加热和冷却循环维持将被焊接的表面之间的紧密接触。
[0007]
因而,本公开的领域涉及解决前面提到的问题的用于转子叶片构件的改进的热塑
性焊接技术。
技术实现要素:
[0008]
本发明的方面和优点将在以下描述中得到部分阐述,或可根据描述而为显然的,或可通过实践本发明而了解。
[0009]
在一个方面,本公开涉及一种用于将热塑性转子叶片构件焊接在一起的方法。方法包括将第一热塑性构件和第二热塑性构件在接口处布置在一起。方法还包括在接口处确定第一热塑性构件与第二热塑性构件之间的公差间隙的尺寸。此外,方法包括将热塑性插入物在接口处放置于第一热塑性构件与第二热塑性构件之间。更具体地,热塑性插入物大于公差间隙。另外,方法包括:对热塑性插入物以及第一热塑性构件和第二热塑性构件进行加热,使得热塑性插入物开始流动,以便填充在第一热塑性构件与第二热塑性构件之间的公差间隙。此外,方法包括:将压力施加到接口,使得热塑性插入物以及第一热塑性转子叶片构件和第二热塑性转子叶片构件保持在接口处彼此基本上直接接触。因而,方法进一步包括:将热塑性插入物以及第一热塑性转子叶片构件和第二热塑性转子叶片构件在接口处焊接在一起,其中,在焊接期间,在接口处在热塑性插入物与第一热塑性转子叶片构件和第二热塑性转子叶片构件之间的热和所施加的压力维持热塑性插入物以及第一构件和第二构件在接口处基本上直接接触。
[0010]
在一个实施例中,在施加压力和热之后,热塑性插入物的至少部分从接口渗漏。在这样的实施例中,方法还可包括移除热塑性插入物的从接口渗漏的至少部分和/或使热塑性插入物的从接口渗漏的至少部分平滑化。
[0011]
在另一实施例中,将热塑性插入物在接口处放置于第一热塑性构件与第二热塑性构件之间的步骤可包括将热塑性树脂的一个或多个层在接口处涂覆到第一热塑性构件和第二热塑性构件中的至少一个上。
[0012]
备选地,将热塑性插入物在接口处放置于第一热塑性构件与第二热塑性构件之间的步骤可包括:将临时屏障在接口处放置到第一热塑性构件或第二热塑性构件中的一个上;将一种或多种未聚合组分倒入临时屏障中;允许一种或多种未聚合组分聚合,以便形成热塑性插入物;以及移除临时屏障。
[0013]
在再一备选实施例中,将热塑性插入物在接口处放置于第一热塑性构件与第二热塑性构件之间的步骤可包括:将未聚合组分的一个或多个涂层施加于接口处;以及允许未聚合组分的一个或多个涂层聚合,以便形成热塑性插入物。
[0014]
在另外的实施例中,热塑性插入物可包括丝网(例如,任何金属或导电网)、胶带、一个或多个垫片、粘合剂、嵌入其中的一种或多种纤维材料或类似物中的至少一种。更具体地,在某些实施例中,纤维材料可包括玻璃纤维、碳纤维、聚合物纤维、陶瓷纤维、纳米纤维、金属纤维或类似物。
[0015]
在另一实施例中,方法可包括:在焊接期间,使热塑性插入物以及第一热塑性转子叶片构件和第二热塑性转子叶片构件固定在一起,以便维持基本上直接接触。更具体地,在某些实施例中,在焊接期间使插入物以及第一热塑性转子叶片构件和第二热塑性转子叶片构件固定在一起的步骤可包括经由可调整工具装置来将一个或多个点负荷施加于接口处,以便引起第一热塑性构件挠曲以配合第二热塑性构件。
[0016]
在另外的实施例中,第一热塑性转子叶片构件和/或第二热塑性转子叶片构件中的一个可为凹形或凸形的,并且,第一热塑性转子叶片构件和/或第二热塑性转子叶片构件中的另一个可为平坦的。
[0017]
在额外的实施例中,方法可进一步包括:在焊接期间支承第一热塑性转子叶片构件或第二热塑性转子叶片构件中的至少一个,以便防止在焊接期间的构件的变形。
[0018]
在又一实施例中,方法可包括将多个离散的焊接部焊接于接口处,使得点负荷施加到接口。
[0019]
在再一些另外的实施例中,第一热塑性构件可包括凸起区域,并且,第二热塑性构件可包括凹陷区域。在这样的实施例中,当第一热塑性转子叶片构件和第二热塑性转子叶片构件布置在一起时,凸起区域和凹陷区域可形成干涉配合件。在特定实施例中,方法可进一步包括将粘合剂施加于凹陷区域内并且随后将第一热塑性转子叶片构件和第二热塑性转子叶片构件焊接在一起。
[0020]
在另一方面,本公开涉及一种用于将热塑性转子叶片构件焊接在一起的方法。方法包括将第一热塑性转子叶片构件和第二转子叶片热塑性构件在接口处布置在一起。此外,方法包括将多个离散的焊接部施加于接口处,使得点负荷施加到接口。另外,方法包括:将所布置的第一热塑性转子叶片构件和第二热塑性转子叶片构件在接口处焊接在一起,其中,在焊接期间,离散的焊接部在接口处维持第一热塑性转子叶片构件与第二热塑性转子叶片构件之间的接触。应当理解,方法可进一步包括本文中所描述的任何额外的步骤和/或特征。
[0021]
参考以下描述和所附权利要求书,本发明的这些和其它特征、方面和优点将变得更好理解。并入本说明书中并构成本说明书的部分的附图图示了本发明的实施例,并与描述一起用来解释本发明的原理。
附图说明
[0022]
在参考附图的说明书中阐述了本发明(包括其最佳模式)的针对本领域普通技术人员的完整且能够实现的公开,在附图中:图1图示了根据本公开的风力涡轮的一个实施例的透视图;图2图示了根据本公开的风力涡轮的转子叶片的一个实施例的透视图;图3图示了图2的模块化转子叶片的分解视图;图4图示了根据本公开的模块化转子叶片的前缘节段的一个实施例的横截面视图;图5图示了根据本公开的模块化转子叶片的后缘节段的一个实施例的横截面视图;图6图示了根据本公开的图2的模块化转子叶片沿着线6-6的横截面视图;图7图示了根据本公开的图2的模块化转子叶片沿着线7-7的横截面视图;图8图示了根据本公开的用于将热塑性转子叶片构件焊接在一起的方法的一个实施例的流程图;图9图示了根据本公开的在接口处布置在一起的第一热塑性叶片构件和第二热塑性叶片构件的一个实施例的示意图;图10图示了图9的接口沿着线10-10的横截面视图;图11图示了根据本公开的热塑性叶片构件中的一个的一个实施例的示意图,其特别地
图示了布置于该热塑性叶片构件上的临时屏障,其中,未聚合组分倒入该临时屏障中;图12图示了根据本公开的热塑性叶片构件中的一个的另一实施例的示意图,其特别地图示了铺展于该热塑性叶片构件上的未聚合组分;图13图示了根据本公开的布置在一起的第一热塑性转子叶片构件和第二热塑性转子叶片构件的一个实施例的示意图;图14图示了根据本公开的图13的实施例的示意图,其中,第一热塑性转子叶片构件和第二热塑性转子叶片构件保持彼此基本上直接接触;图15图示了根据本公开的布置在一起的第一热塑性转子叶片构件和第二热塑性转子叶片构件的另一实施例的示意图;图16图示了图15的实施例的示意图,其中,第一热塑性转子叶片构件和第二热塑性转子叶片构件经由干涉配合件来保持在一起,干涉配合件包括第一热塑性转子叶片构件的凸起区域,第一热塑性转子叶片构件的凸起区域配合到第二热塑性转子叶片构件的对应的凹陷区域中;以及图17图示了根据本公开的用于将热塑性转子叶片构件焊接在一起的方法的一个实施例的流程图。
具体实施方式
[0023]
现在将详细地参考本发明的实施例,其一个或多个示例在附图中图示。各个示例通过本发明的解释而非本发明的限制的方式来提供。实际上,对于本领域技术人员来说将显而易见的是,在不脱离本发明的范围或精神的情况下,可在本发明中作出多种修改和变型。例如,作为一个实施例的部分而图示或描述的特征可与另一实施例一起使用以产生再一个另外的实施例。因而,意图的是,本发明涵盖如归入所附权利要求书及其等同体的范围内的这样的修改和变型。
[0024]
大体上,本公开涉及用于使用热塑性焊接来联结转子叶片构件的方法。例如,方法的一个实施例包括将第一热塑性构件和第二热塑性构件在接口处布置在一起。此外,方法包括:在接口处确定第一构件与第二构件之间的公差间隙的尺寸;以及将热塑性插入物在接口处放置于构件之间。更具体地,插入物被定尺寸成大于公差间隙。照此,方法还包括:对插入物以及第一构件和第二构件进行加热,使得插入物开始流动,以便填充在第一构件与第二构件之间的公差间隙。另外,方法包括:将压力施加到接口,使得插入物以及第一叶片构件和第二叶片构件保持在接口处彼此基本上直接接触。更特别地,方法包括:将插入物和构件在接口处焊接在一起,其中,在焊接期间,热和所施加的压力维持插入物以及第一构件和第二构件基本上直接接触。
[0025]
因而,本公开提供在现有技术中不存在的许多优点。例如,当制造大型风力叶片构件时,玻璃纤维增强的热塑性材料的制造公差可为对于确保配对表面在被组装以用于焊接时在需要充分结合的区域中贯穿焊接循环维持紧密接触的障碍。照此,在至少一些区域中,非预期的间隙可能是挑战。由于利用粘合剂来进行的叶片构件的大规模结合可能耗时并且昂贵,因而解决这样的非预期的间隙的热塑性焊接方法改进与制造转子叶片构件相关联的品质、循环时间、重量以及成本。
[0026]
现在参考附图,图1图示了根据本公开的风力涡轮10的一个实施例。如所示出的,
风力涡轮10包括塔架12,塔架12上安装有机舱14。多个转子叶片16安装到转子毂18,转子毂18继而连接到主凸缘,该主凸缘使主转子轴转动。风力涡轮发电和控制构件容纳于机舱14内。仅出于说明性目的而提供图1的视图,以将本发明置于示例性使用领域中。应当认识到,本发明不限于任何特定类型的风力涡轮构造。另外,本发明不限于与风力涡轮一起使用,而是可在具有转子叶片的任何应用中利用。
[0027]
现在参考图2和图3,图示了根据本公开的转子叶片16的多种视图。如所示出的,所图示的转子叶片16具有分节段或模块化的构造。还应当理解,转子叶片16可包括在本领域中现在已知或以后开发的任何其它合适的构造。如所示出的,模块化转子叶片16包括至少部分地由热固性材料和/或热塑性材料构成的主叶片结构15和与主叶片结构15一起构造的至少一个叶片节段21。更具体地,如所示出的,转子叶片16包括多个叶片节段21。(一个或多个)叶片节段21也可至少部分地由热固性材料和/或热塑性材料构成。
[0028]
如本文中所描述的热塑性转子叶片构件和/或材料大体上包含在性质上可逆的塑性材料或聚合物。例如,热塑性材料典型地在被加热到某个温度时变得柔韧或可模制,并且在冷却时返回到刚性更大的状态。此外,热塑性材料可包括无定形热塑性材料和/或半结晶热塑性材料。例如,一些无定形热塑性材料可大体上包括但不限于苯乙烯、乙烯树脂、纤维素塑料、聚酯、丙烯酸树脂、聚砜和/或酰亚胺。更具体地,示例性无定形热塑性材料可包括聚苯乙烯、丙烯腈丁二烯苯乙烯(abs)、聚甲基丙烯酸甲酯(pmma)、乙二醇化聚对苯二甲酸乙二醇酯(pet-g)、聚碳酸酯、聚乙酸乙烯酯、无定形聚酰胺、聚氯乙烯(pvc)、聚偏二氯乙烯、聚氨酯或任何其它合适的无定形热塑性材料。另外,示例性半结晶热塑性材料可大体上包括但不限于聚烯烃、聚酰胺、含氟聚合物、甲基丙烯酸乙酯、聚酯、聚碳酸酯和/或乙缩醛。更具体地,示例性半结晶热塑性材料可包括聚对苯二甲酸丁二醇酯(pbt)、聚对苯二甲酸乙二醇酯(pet)、聚丙烯、聚苯硫醚、聚乙烯、聚酰胺(尼龙)、聚醚酮或任何其它合适的半结晶热塑性材料。
[0029]
此外,如本文中所描述的热固性构件和/或材料大体上包含在性质上不可逆的塑性材料或聚合物。例如,热固性材料一旦固化,就不可容易地再模制或返回到液体状态。照此,在初始成型之后,热固性材料大体上耐热、耐腐蚀和/或耐蠕变。示例性热固性材料可大体上包括但不限于一些聚酯、一些聚氨酯、酯、环氧树脂或任何其它合适的热固性材料。
[0030]
另外,如所提到的,如本文中所描述的热塑性材料和/或热固性材料可任选地利用纤维材料来增强,该纤维材料包括但不限于玻璃纤维、碳纤维、聚合物纤维、陶瓷纤维、纳米纤维、金属纤维或类似物或它们的组合。另外,纤维的方向可包括双轴方向、单向方向、三轴方向或任何其它的另一合适的方向和/或它们的组合。此外,纤维含量可取决于对应的叶片构件中所需的刚度、叶片构件在转子叶片16中的区域或位置和/或构件的期望的可焊接性而变化。
[0031]
更具体地,如所示出的,主叶片结构15可包括下者中的任一个或下者的组合:预成型的叶片根部区段20、预成型的叶片末梢区段22、一个或多个一个或多个连续翼梁帽48、50、51、53、一个或多个抗剪腹板35(图6-7)、固定到叶片根部区段20的额外的结构构件52和/或转子叶片16的任何其它合适的结构构件。此外,叶片根部区段20构造成安装或以其它方式固定到转子18(图1)。另外,如图2中所示出的,转子叶片16限定翼展23,翼展23等于叶片根部区段20与叶片末梢区段22之间的总长度。如图2和图6中所示出的,转子叶片16还限
定翼弦25,翼弦25等于转子叶片16的前缘40与转子叶片16的后缘42之间的总长度。如大体上理解的,翼弦25可大体上随着转子叶片16从叶片根部区段20延伸到叶片末梢区段22而相对于翼展23在长度上变化。
[0032]
特别地参考图2-7,具有任何合适的尺寸和/或形状的任何数量的叶片节段21可大体上沿大体上展向方向沿着纵向轴线27布置于叶片根部区段20与叶片末梢区段22之间。因而,叶片节段21大体上用作转子叶片16的外壳/覆盖件,并且可诸如通过限定对称或弧形的翼型件形状的横截面而限定基本上空气动力学的外形。在额外的实施例中,应当理解,叶片16的叶片节段部分可包括本文中所描述的节段的任何组合,并且不限于如所描绘的实施例。另外,叶片节段21可由包括但不限于任选地利用一种或多种纤维材料来增强的热固性材料或热塑性材料的任何合适的材料构成。更具体地,在某些实施例中,叶片节段21可包括以下叶片节段中的任一个或它们的组合:压力侧节段44和/或吸力侧节段46(图2和图3)、前缘节段24和/或后缘节段26(图2-6)、无接头式节段、单接头式节段、多接头式叶片节段、j形叶片节段或类似物。
[0033]
更具体地,如图4中所示出的,前缘节段24可具有前压力侧表面28和前吸力侧表面30。类似地,如图5中所示出的,后缘节段26中的各个可具有后压力侧表面32和后吸力侧表面34。因而,前缘节段24的前压力侧表面28和后缘节段26的后压力侧表面32大体上限定转子叶片16的压力侧表面。类似地,前缘节段24的前吸力侧表面30和后缘节段26的后吸力侧表面34大体上限定转子叶片16的吸力侧表面。另外,如在图6中特别地示出的,(一个或多个)前缘节段24和(一个或多个)后缘节段26可在压力侧接缝36和吸力侧接缝38处联结。例如,叶片节段24、26可构造成在压力侧接缝36和/或吸力侧接缝38处重叠。此外,如图2中所示出的,相邻的叶片节段24、26可构造成在接缝54处重叠。因而,在叶片节段至少部分地由热塑性材料构成的情况下,相邻的叶片节段21可沿着接缝36、38、54焊接在一起,将在本文中对此更详细地进行讨论。备选地,在某些实施例中,转子叶片16的多种节段可经由构造于重叠的前缘节段24和后缘节段26和/或重叠的相邻的前缘节段24或后缘节段26之间的粘合剂56(或机械紧固件)来固定在一起。
[0034]
在具体实施例中,如图2-3和图6-7中所示出的,叶片根部区段20可包括与其一起被灌注的一个或多个纵向地延伸的翼梁帽48、50。例如,叶片根部区段20可根据标题为“用于模块化转子叶片的叶片根部区段及其制造方法(blade root section for a modular rotor blade and method of manufacturing same)”的提交于2015年6月29日的申请号为14/753155的美国申请而构造,该美国申请通过引用而以其整体并入本文中。
[0035]
类似地,叶片末梢区段22可包括与其一起被灌注的一个或多个纵向地延伸的翼梁帽51、53。更具体地,如所示出的,翼梁帽48、50、51、53可构造成抵靠转子叶片16的叶片节段21的相对的内表面而接合。此外,叶片根部翼梁帽48、50可构造成与叶片末梢翼梁帽51、53对准。因而,翼梁帽48、50、51、53可大体上设计成控制在风力涡轮10的操作期间沿大体上展向方向(与转子叶片16的翼展23平行的方向)作用于转子叶片16上的弯曲应力和/或其它负荷。另外,翼梁帽48、50、51、53可设计成承受在风力涡轮10的操作期间发生的展向压缩。此外,(一个或多个)翼梁帽48、50、51、53可构造成从叶片根部区段20延伸到叶片末梢区段22或其部分。因而,在某些实施例中,叶片根部区段20和叶片末梢区段22可经由它们相应的翼梁帽48、50、51、53来联结在一起。
[0036]
另外,翼梁帽48、50、51、53可由任何合适的材料(例如热塑性材料或热固性材料或它们的组合)构成。此外,翼梁帽48、50、51、53可由热塑性树脂或热固性树脂拉挤而成。如本文中所使用的,用语“拉挤”、“拉挤成型件”或类似用语大体上包含利用树脂来浸渍并且被牵拉通过固定模使得树脂固化或经历聚合的增强材料(例如,纤维或机织股线或编织股线)。照此,制造拉挤部件的过程典型地以生产具有恒定横截面的复合零件的复合材料的连续过程为特征。因而,预固化的复合材料可包括由增强的热固性材料或热塑性材料构成的拉挤成型件。此外,翼梁帽48、50、51、53可由相同的预固化的复合物或不同的预固化的复合物形成。另外,拉挤构件可由粗纱生产,粗纱大体上包含长且窄的纤维束,这些纤维束未组合,直到通过固化的树脂而联结。
[0037]
参考图6-7,一个或多个抗剪腹板35可构造于一个或多个翼梁帽48、50、51、53之间。更特别地,(一个或多个)抗剪腹板35可构造成提高叶片根部区段20和/或叶片末梢区段22中的刚性。此外,(一个或多个)抗剪腹板35可构造成将叶片根部区段20封闭。
[0038]
另外,如图2和图3中所示出的,额外的结构构件52可固定到叶片根部区段20,并且沿大体上展向方向延伸。例如,结构构件52可根据标题为“用于模块化转子叶片的结构构件(structural component for a modular rotor blade)”的提交于2015年6月29日的申请号为14/753150的美国申请而构造,该美国申请通过引用而以其整体并入本文中。更具体地,结构构件52可在叶片根部区段20与叶片末梢区段22之间延伸任何合适的距离。因而,结构构件52构造成提供如本文中所描述的用于转子叶片16的额外的结构支承以及用于多种叶片节段21的任选的安装结构。例如,在某些实施例中,结构构件52可固定到叶片根部区段20,并且可延伸预确定的展向距离,使得前缘节段24和/或后缘节段26可安装到结构构件52。
[0039]
如所提到的,本文中所描述的多种转子叶片构件可由多种热塑性材料构成。因此,这样的材料可容易地例如使用热塑性焊接来焊接在一起。然而,这样的焊接技术可能倾向于在将被焊接的构件的表面之间形成不均匀的间隙。照此,图8-17涉及用于使用多种技术来将热塑性转子叶片构件焊接在一起的改进的方法,这些技术构造成贯穿焊接过程的加热和冷却循环维持将被焊接的表面之间的紧密接触。
[0040]
特别地参考图8,如在102处示出的,方法100包括将第一热塑性构件58和第二热塑性构件60在接口62处布置在一起。如在104处示出的,方法100包括在接口62处确定第一热塑性转子叶片构件58与第二热塑性转子叶片构件60之间的公差间隙67的尺寸。例如,如图10中所示出的,两个构件58、60之间的公差间隙67大体上限定为由于制造变化而导致的位于两个构件之间的空间。这样的间隙是常见的,并且可引起焊接问题,因为两个构件58、60抵抗保持彼此直接接触。因而,如在106处示出的,方法100包括将热塑性插入物65在接口62处放置于第一热塑性转子叶片构件58与第二热塑性转子叶片构件60之间。更具体地,如所示出的,热塑性插入物65大于公差间隙67。此外,在某些实施例中,热塑性插入物65还可包括丝网(诸如,金属网或任何其它导电网)或嵌入其中的一种或多种纤维材料。例如,纤维材料可包括玻璃纤维、碳纤维、聚合物纤维、陶瓷纤维、纳米纤维、木纤维、竹纤维或金属纤维。
[0041]
例如,如图11中所示出的,将热塑性插入物65在接口62处放置于第一热塑性构件58与第二热塑性构件60之间的步骤可包括:将临时屏障63在接口62处放置到第一热塑性构件58或第二热塑性构件60中的一个上;将处于液体状态的一种或多种未聚合组分61倒入临
时屏障63中;允许一种或多种未聚合组分61聚合,以便形成热塑性插入物65;以及移除临时屏障63。在一个实施例中,临时屏障63可由任何合适的材料(例如,诸如黏土)构成,并且可具有任何合适的厚度以产生插入物65的期望的厚度。
[0042]
备选地,如图12中所示出的,将热塑性插入物65在接口62处放置于第一热塑性构件58与第二热塑性构件60之间的步骤可包括:将未聚合组分的一个或多个涂层69施加于接口62处;以及允许未聚合组分的一个或多个涂层69聚合,以便形成热塑性插入物65。更具体地,如所示出的,未聚合组分的涂层69可经由施加器76(诸如,辊)来施加到构件58、60。
[0043]
对于图11和图12的实施例,可以以若干方式获得插入物65的较厚的堆积。例如,方法100可包括:施加未聚合组分(例如,原始化合物)的涂层;允许涂层聚合;以及然后施加另一涂层等,直到达到期望的堆积。备选地,方法100可包括:施加适当的填料(例如,玻璃珠、玻璃纤维、玻璃毡和/或任何其它合适的填料)以提高未聚合组分的粘度,这允许通过产生具有稠糊一致性的材料而较厚地堆积。在一个实施例中,例如,玻璃毡(诸如,低密度的短切原丝毡)可允许不仅具有高树脂含量而且具有额外的结构的离散层的手糊成型(hand layup)。
[0044]
在再一备选实施例中,将热塑性插入物65放置于第一热塑性构件58与第二热塑性构件60之间的步骤可包括将热塑性树脂(即,已经聚合)的一个或多个层在接口62处涂覆到第一热塑性构件58和第二热塑性构件60中的一个或多个上。在这样的实施例中,未聚合组分的层可经由任何合适的施加器(诸如,图12中所示出的辊76)来施加到构件58、60。
[0045]
在将热塑性插入物65放置于接口62处之后,如在106处示出的,方法100包括:对插入物65以及第一热塑性转子叶片构件58和第二热塑性转子叶片构件60进行加热,使得插入物65开始流动,以便填充第一热塑性转子叶片构件58与第二热塑性转子叶片构件60之间的任何间隙(诸如,公差间隙67)。另外,如在108处示出的,方法100还包括:将压力施加到接口62,使得热塑性插入物65以及第一热塑性转子叶片构件58和第二热塑性转子叶片构件60例如在焊接过程期间保持彼此基本上直接接触。
[0046]
在这样的实施例中,在施加压力和/或热之后,热塑性插入物65的至少部分在被加热时可从接口62渗漏。因而,在某些实施例中,方法100可包括将热塑性插入物65的从接口62渗漏到构件58、60的表面中的一个上的部分移除。备选地和/或另外,方法100可包括使热塑性插入物65的从接口62渗漏到构件58、60的表面中的一个上的部分平滑化。
[0047]
更具体地,在一个实施例中,构件设计可被修改成使得当两个构件被放在一起时,两个构件的相应的配对表面将发生干涉。在这样的实施例中,第一热塑性转子叶片构件58或第二热塑性转子叶片构件60可为柔性的。因而,在施加负荷以迫使两个构件在一起时,将结合的配对表面将挠曲并且彼此适形。在一个示例中,如图13和图14中所示出的,第一热塑性转子叶片构件58或第二热塑性转子叶片构件60中的一个可为凹形或凸形的,而第一热塑性转子叶片构件58和/或第二热塑性转子叶片构件60中的另一个可为平坦的。例如,如所示出的,第一热塑性构件58可具有略微凹形表面,该表面可通过凹形表面的顶峰处的点负荷而施加到具有平坦表面的第二热塑性构件60。
[0048]
在这样的实施例中,配对表面的刚度应当在焊接循环期间维持于足够的水平,和/或这样的表面必须利用工具装置来支承以防止构件的形状改变或不需要的变形。更具体地,在某些实施例中,方法100可进一步包括:在焊接期间支承第一热塑性转子叶片构件58
或第二热塑性转子叶片构件60中的任一者或两者,以便防止在焊接过程期间的构件的变形。例如,构件可由额外的表面、台子、夹具或类似物支承。
[0049]
在另一实施例中,方法100可包括在焊接期间使第一热塑性转子叶片构件58和第二热塑性转子叶片构件60固定在一起,以便维持构件58、60之间的基本上直接接触。更具体地,如图13中所示出的,第一热塑性转子叶片构件58和第二热塑性转子叶片构件60可在焊接期间通过以下方式而固定在一起:经由可调整工具装置64来将一个或多个点负荷66施加于接口62处,以便引起第一热塑性构件58挠曲以配合第二热塑性构件60。在某些实施例中,可利用适形于构件58、60的形状的定制的工具装置。在另一实施例中,可调整的点负荷或线负荷工具装置64可在目标区域中施加(一个或多个)负荷,从而引起期望的挠曲以配合相对的配对表面。在再一些另外的实施例中,如图15和图16中所示出的,第一热塑性构件58可包括凸起区域68,并且,第二热塑性构件60可包括凹陷区域70。在这样的实施例中,凸起区域68和凹陷区域70可在接合时形成干涉配合件。
[0050]
返回参考图8,如在110处示出的,方法100包括将热塑性插入物65以及第一热塑性转子叶片构件58和第二热塑性转子叶片构件60在接口62处焊接在一起。照此,在焊接过程期间,在接口62处在热塑性插入物65与第一热塑性转子叶片构件58和第二热塑性转子叶片构件60之间的热和所施加的压力维持热塑性插入物65以及第一转子叶片构件58和第二转子叶片构件60在接口处基本上直接接触。应当理解,焊接过程可利用任何合适的焊接技术,包括但不限于激光焊接、感应焊接、电阻焊接、tig焊接、mig焊接、电弧焊接、化学焊接和/或在本领域中现在已知或以后开发的任何其它合适的焊接过程。
[0051]
在某些实施例中,方法100还可包括将多个离散的焊接部焊接于接口62处,使得点负荷施加到接口62。在这样的实施例中,代替一次对构件的大的区域进行加热,可沿着(一个或多个)构件58、60的表面执行一系列的离散的焊接部,使得点负荷施加于将被焊接的局部部位处,由此确保在该区域中的接触。在特定实施例中,超声焊接可用于实施点焊接。
[0052]
在额外的实施例中,方法100可包括将至少一种填料材料72在接口62处放置于第一热塑性转子叶片构件58与第二热塑性转子叶片构件60之间。应当理解,填料材料72可嵌入热塑性插入物65内和/或可与插入物65联合或分开而使用。因而,在配对表面之间使用填料材料72可吸收激光和/或其它无线能量源,而不使配对表面熔融。更具体地,在某些实施例中,填料材料72可包括胶带、粘合剂、一个或多个垫片或类似物。在另外的实施例中,填料材料72可包括纤维材料,包括但不限于玻璃纤维、碳纤维、聚合物纤维、陶瓷纤维、纳米纤维、金属纤维或类似物。更具体地,如图15和图16中所示出的,方法100可包括将粘合剂74施加于第二热塑性构件60的凹陷区域70内并且随后将第一热塑性转子叶片构件58和第二热塑性转子叶片构件60焊接在一起。因而,粘合剂74构造成在焊接过程期间最初使第一热塑性转子叶片构件58和第二热塑性转子叶片构件60固定在一起。然后,粘合剂74被允许固化以进一步使构件58、60固定在一起。
[0053]
在另外的实施例中,第一热塑性转子叶片构件58与第二热塑性转子叶片构件60之间的间隙可利用与用于构成构件58、60的材料类似的热塑性玻璃纤维胶带来填充。这样的胶带层可在需要时(即,取决于间隙的尺寸和/或形状)堆积。在额外的实施例中,填料材料72可用来填充相邻的根部插入物之间的间隙或根部插入物与模具表面之间的间隙。此外,填料材料72还可用于填充翼梁层片与蒙皮层片之间的间隙。在另一实施例中,填料材料72
还可用于填充翼梁帽48、50与芯体之间的间隙或相邻的芯体件之间的间隙。在又一实施例中,填料材料72可用作用以在将抗剪腹板焊接到翼梁帽48、50之前填充间隙的位于翼梁帽48、50与抗剪腹板35之间的垫片。在再一个另外的实施例中,填料材料72可用于在转子叶片16的前缘40或后缘42处填充压力侧壳44与吸力侧壳46之间的间隙。
[0054]
现在参考图17,图示了用于将热塑性转子叶片构件焊接在一起的方法200的另一实施例的流程图。如在202处示出的,方法200包括将第一热塑性转子叶片构件和第二转子叶片热塑性构件在接口处布置在一起。如在204处示出的,方法200包括将多个离散的焊接部施加于接口处,使得点负荷施加到接口。如在206处示出的,方法200包括将所布置的第一热塑性转子叶片构件和第二热塑性转子叶片构件在接口处焊接在一起,其中,在焊接期间,离散的焊接部在接口处维持第一热塑性转子叶片构件与第二热塑性转子叶片构件之间的接触。
[0055]
本书面描述使用示例来公开本发明(包括最佳模式),并且还使本领域中的任何技术人员能够实践本发明(包括制作和使用任何装置或系统,以及执行任何并入的方法)。本发明的可专利性范围由权利要求书限定,并且可包括本领域技术人员想到的其它示例。如果这样的其它示例包括不异于权利要求书的字面语言的结构元件,或如果它们包括与权利要求书的字面语言无实质性差异的等同结构元件,则这样的其它示例旨在处于权利要求书的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 间隙配合
 热门咨询
热门咨询




tips