
 商标分类
商标分类  商标转让
商标转让 
彩色3D物件的水平面切层方法与流程
 2021-02-23 13:02:07|
2021-02-23 13:02:07| 378|
378| 起点商标网
起点商标网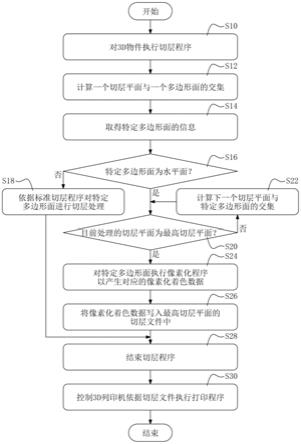
彩色3d物件的水平面切层方法
技术领域
[0001]
本发明涉及彩色3d物件,尤其涉及对彩色3d物件中的水平面的切层方法。
背景技术:
[0002]
使用者要通过3d打印机执行打印程序前,主要需先通过电脑设备对一个欲打印的3d物件进行切层程序,藉由多个切层平面的切割来产生多个水平方向的打印层,并将这些打印层的信息记录在一个切层文件中。当3d打印机汇入此切层文件后,即可依据切层文件的内容逐步打印各个打印层,并由这些打印层构成3d物件所对应的实体3d模型。
[0003]
一般来说,一个彩色3d物件(在绘图软件上)是由多个彩色的多边形面(常见的例如为三角面)所构成的。在执行上述切层程序时,一个打印层可能会同时与多个多边形面具有交集,而在执行打印程序时,3d打印机主要是在所述交集处打印各个多边形面的颜色,藉此形成彩色3d模型的外观颜色。
[0004]
一个切层平面与大部分的多边形面的交集实际上只有一条线条,但为了让打印出来的颜色较为鲜艳并且让人眼能够清楚看得见,因此3d打印机在打印时主要会将所述线条打印成具有一定宽度的色带。然而,当一个多边形面的角度(相对于x-y轴构成的水平面)过于水平时且与多个切层平面有交集时,不同打印层上的色带在视觉上会相互影响而造成解析度下降,使得此多边形面所对应的外观颜色失真,进而影响打印完成的3d模型的品质。
技术实现要素:
[0005]
本发明提供一种彩色3d物件的水平面切层方法,于3d物件所包含的一个多边形面趋近水平时采用不同的方式来计算与此多边形面相交的各个切层平面的颜色信息,藉此解决着色失真的问题。
[0006]
于本发明的一实施例中,所述彩色3d物件的水平面切层方法运用于一3d物件处理设备,并且包括:
[0007]
a)由该3d物件处理设备对一3d物件执行一切层程序,其中该3d物件由多个彩色多边形面构成;
[0008]
b)该3d物件处理设备于该切层程序中计算一个切层平面与该多个彩色多边形面中的一特定多边形面的交集,其中该切层平面平行于一x-y平面;
[0009]
c)由该特定多边形面的信息判断该特定多边形面是否为水平面;
[0010]
d)于判断该特定多边形面为水平面时,由该3d物件处理设备对该特定多边形面执行一像素化程序并产生像素化着色数据;及
[0011]
e)将该像素化着色数据写入该切层平面的一切层文件中。
[0012]
如上所述,其中该步骤e)是将该像素化着色数据写入与该特定多边形面具有交集的多个切层平面中的一最高切层平面的该切层文件中。
[0013]
如上所述,其中该步骤d)包括下列步骤:
[0014]
d11)于判断该特定多边形面为水平面时,依据该特定多边形面的信息判断该特定
多边形面是否同时与多个切层平面具有交集;及
[0015]
d12)于判断该特定多边形面仅与一个该切层平面具有交集时对该特定多边形面执行该像素化程序以产生该像素化着色数据,并且接着执行该步骤e)。
[0016]
如上所述,其中该步骤d)包括下列步骤:
[0017]
d21)于判断该特定多边形面为水平面时,依据该特定多边形面的信息判断目前处理的该切层平面是否为与该特定多边形面具有交集的多个切层平面中的一最高切层平面;
[0018]
d22)于目前处理的该切层平面不是该最高切层平面时,计算下一个切层平面与该特定多边形面的交集,并再次执行步骤d21);及
[0019]
d23)于目前处理的该切层平面是该最高切层平面时,对该特定多边形面执行该像素化程序以产生该像素化着色数据,并且接着执行该步骤e),其中该步骤e)是将该像素化着色数据写入该最高切层平面的该切层文件中。
[0020]
如上所述,其中该特定多边形面的信息包括一集合,该集合记录与该特定多边形面具有交集的多个该切层平面的一层数标记,该步骤d21)是依据该层数标记判断目前处理的该切层平面是否为与该特定多边形面具有交集的该多个切层平面中的该最高切层平面。
[0021]
如上所述,其中该3d物件处理设备于该步骤d22)中不计算下一个切层平面与该特定多边形面的交集处的颜色信息。
[0022]
如上所述,其中该特定多边形面的信息包括该特定多边形面的各个顶点于一三维坐标坐标系上的坐标,该步骤c)是依据该些坐标坐标取得该特定多边形面的一法向量方向,并且计算该法向量方向与一x-y平面的法向量间的一夹角,再依据该夹角判断该特定多边形面是否为水平面。
[0023]
如上所述,其中该步骤c)是于该夹角小于或等于10度时,判断该特定多边形面为水平面。
[0024]
如上所述,其中该多个彩色多边形面为三角形面,该切层文件为g-code文件。
[0025]
如上所述,其中更包括下列步骤:
[0026]
f)该步骤e)后,由该3d物件处理设备结束该切层程序;及
[0027]
g)由一3d打印机依据该切层文件控制一物件打印头及一着色打印头执行一打印程序。
[0028]
本发明相对于相关技术可以达到的技术功效在于,当一个多边形面趋于水平时,直接将整个多边形面的颜色信息全部记录在与此多边形面相交的最高切层平面的切层文件中,藉此避免打印完成的3d模型因为颜色部分的解析度太低而过度失真。
[0029]
以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
附图说明
[0030]
图1为本发明的切层平面示意图的第一具体实施例;
[0031]
图2a为本发明的多边形面倾斜角度示意图的第一具体实施例;
[0032]
图2b为本发明的多边形面倾斜角度示意图的第二具体实施例;
[0033]
图3为本发明的切层与打印流程图的第一具体实施例;
[0034]
图4为本发明的多边形面的集合示意图的第一具体实施例;
[0035]
图5为本发明的多边形面的打印示意图的第一具体实施例;
[0036]
图6为本发明的彩色3d打印机的方块图的第一具体实施例;
[0037]
图7为本发明的多边形面的打印示意图的第二具体实施例;
[0038]
图8为本发明的多边形面的打印示意图的第三具体实施例;
[0039]
图9为所打印的实体3d模型经过本发明的切层程序处理的前后对比外观示意图。
[0040]
其中,附图标记:
[0041]1…
3d物件;
[0042]2…
切层平面;
[0043]
21
…
第一切层平面;
[0044]
22
…
第二切层平面;
[0045]
23
…
第三切层平面;
[0046]3…
多边形面;
[0047]4…
交集;
[0048]
41
…
第一交集;
[0049]
42
…
第二交集;
[0050]
43
…
第三交集;
[0051]5…
像素化着色数据;
[0052]
51
…
第一着色数据;
[0053]
52
…
第二着色数据;
[0054]
53
…
第三着色数据;
[0055]6…
多边形面;
[0056]7…
3d打印机;
[0057]
70
…
处理器;
[0058]
71
…
物件打印头;
[0059]
72
…
着色打印头;
[0060]
73
…
储存单元;
[0061]
74
…
无线传输单元;
[0062]
s10~s30
…
切层与打印步骤;
[0063]
s40~s62
…
切层与打印步骤;
[0064]
t1
…
集合;
[0065]
z1
…
第一层;
[0066]
z2
…
第二层;
[0067]
z3
…
第三层。
具体实施方式
[0068]
下面结合附图对本发明的结构原理和工作原理作具体的描述:
[0069]
兹就本发明的一较佳实施例,配合附图,详细说明如后。
[0070]
本发明揭露了一种彩色3d物件的水平面切层方法(下面简称为切层方法),所述切层方法运用于个人电脑、服务服务器、3d打印机等可以对3d物件执行切层程序的3d物件处理设备。所述3d物件处理设备可通过切层程序产生一个3d物件的多个打印层的切层数据,
而3d打印机则可依据这些切层数据来打印所述3d物件所对应的实体3d模型。
[0071]
参阅图1,为本发明的切层平面示意图的第一具体实施例。图1揭露了一个3d物件1,本实施例中,所述3d物件1为一个彩色3d物件,并且此彩色3d物件是由多个彩色的多边形面3所组成。于图1的实施例中,所述多边形面3是以三角形面为例,但不以此限定。
[0072]
于执行切层程序时,3d物件处理设备主要是藉由x轴-y轴方向上的多个切层平面2对所述3d物件1进行水平切割,藉此沿着z轴方向产生多个打印层,并且每一个打印层分别对应至一个切层平面2。如图1所示,各个切层平面2可能分别与3d物件1中的一或多个多边形面3具有交集,而此交集处即为3d打印机在执行打印程序时需要藉由喷洒彩色墨水来进行着色的位置。于本实施例中,3d打印机是在一个切层平面2与一个多边形面3的交集处进行着色,并且所采用的颜色即为此多边形面3的颜色。
[0073]
如前文中所述,若3d物件1中的一个多边形面3过于水平,且3d物件处理设备没有在切层程序中对这个多边形面3进行特别处理,则3d打印机打印产生的实体3d模型将可能有解析度低而使得外观颜色严重失真的问题。
[0074]
本发明的其中一个技术特征在于,3d物件处理设备可以在对3d物件1执行切层程序时判断各个多边形面3的角度是否超过一个门限值。当一个多边形面3的角度超过门限值时,3d物件处理设备可判定这个多边形面3不是水平面,并且按照正常切层程序进行切层处理并产生对应的切层数据;反之,当一个多边形面3的角度未达到门限值时,3d物件处理设备可认定这个多边形面3为水平面(即,这个多边形面3呈水平状态或趋近于水平状态),因此改采用本发明的切层方法来进行处理并产生对应的切层数据。
[0075]
参阅图2a及图2b,其中图2a为本发明的多边形面倾斜角度示意图的第一具体实施例,图2b为本发明的多边形面倾斜角度示意图的第二具体实施例。
[0076]
如图2a所述,所述3d物件1主要是位于一个由x轴、y轴及z轴所构成的三维坐标坐标系中,各个多边形面3的各个顶点(图2a中以三角形面为例)分别于所述三维坐标系中具有一个特定的坐标。本实施例中,在一个多边形面3建立完成后,其对应的信息中即包括了各个顶点的坐标,而3d物件处理设备可在切层程序中取得所述信息,并且依据顶点的坐标来建构这个多边形面3,并且判断此多边形面3的法向量方向。
[0077]
本实施例中,3d物件处理设备主要是在切层程序中计算各个多边形面3的法向量方向与x-y平面(即,与切层平面2水平的方向)间的一个夹角θ,并且再依据此夹角θ的大小来判断各个多边形面3是否可被认定为是水平面。上述夹角θ位于0度与90度间,并且夹角θ越小表示多边形面3越水平,而夹角θ越大表示多边形面3越垂直。
[0078]
于一具体实施例中,上述门限值可设定为十度。于所述切层程序中,若3d物件处理设备判断有任一多边形面3的法向量与x-y平面的法向量的夹角θ小于或等于十度,即判断这个多边形面3为水平面。藉此,3d物件处理设备会依照本发明揭露的切层方法来对这个多边形面3进行切层处理。
[0079]
如图2b所示,若一个多边形面3的面积较大,则可能沿着z轴方向横跨多个不同高度的切层平面2,并且同时与这些切层平面2具有交集。于图2b的实施例中,此多边形面3至少与第一切层平面21、第二切层平面22及第三切层平面23具有交集。
[0080]
如前文所述,若多边形面3同时与第一切层平面21、第二切层平面22及第三切层平面23具有交集,则3d打印机在执行打印程序时需分别在这些交集处喷洒对应至此多边形面
3的颜色的彩色墨水(即,创造前述的色带),以为3d模型进行着色。然而,若多边形面3与x-y平面的所述夹角θ过小(即,多边形面3被认定为水平面),则相邻的切层平面2上的墨水可能会互相影响而使得3d模型整体的解析度下降,进而造成3d模型的外观颜色失真。
[0081]
图9的(a)部分揭示了一个正常的3d物件的外观示意图。图9的(b)部分揭示了在3d物件的一或多个多边形面属于水平面,但仍然依照正常切层程序处理后,最终打印出来的实体3d模型的示意图。由图9的(b)部分可看出,3d模型的确会受到着色失真的影响,严重影响了其外观颜色。
[0082]
值得一提的是,于图2b的实施例中,各个切层平面2分别具有一个厚度h,这个厚度对应至3d打印机所打印的每一个打印层的层厚。并且,所述厚度也可能会影响3d模型整体的解析度。
[0083]
所述厚度h通常与3d打印机的机械结构能力有关,而具有一定的调整极限。再者,所述多边形面3的夹角θ是在3d物件1绘制完成时即确定,3d物件处理设备无法在切层程序中修改所述夹角θ。因此,本发明是在所述厚度h及夹角θ难以改变的情况下,藉由新颖的切层方法来解决3d模型的外观颜色失真的问题。
[0084]
续请参阅图3,为本发明的切层与打印流程图的第一具体实施例。图3揭露了本发明的切层方法的各个具体执行步骤,并且所述切层方法主要是运用于具有执行切层程序的能力的3d物件处理设备,例如个人电脑、平板电脑、服务器、3d打印机等,不加以限定。
[0085]
如图3所示,首先,所述3d物件处理设备汇入使用者欲打印的一个3d物件1,并且对3d物件1执行所述切层程序(步骤s10)。所述切层程序是采用具有相同厚度(即,z轴方向的高度)的多个切层平面2对汇入的3d物件1进行切割(即,沿着与x-y平面平行的方向进行切割),藉此产生3d打印机打印所需的多个打印层的切层数据。并且,这些切层数据会被写入各个切层平面2所对应的切层文件中。
[0086]
接着,3d物件处理设备于所述切层程序中计算其中一个切层平面2(例如最低的切层平面)与3d物件1的其中一个多边形面3(以下称为特定多边形面)的交集(步骤s12)。如前文所述,所述切层程序包括多个切层平面2,并且各个切层平面2可能同时与3d物件1的多个多边形面3具有交集。为便于说明,下面将于说明书中以3d物件1上的单一个多边形面3为例,进行详细说明。
[0087]
当3d物件处理设备于步骤s12中发现所述切层平面2与3d物件1上的特定多边形面具有交集时,即取得此特定多边形面的信息(步骤s14)。于一实施例中,所述信息可例如包括此特定多边形面的各个顶点的坐标,以及与此特定多边形面相关的一或多个切层平面2的集合(set),其中,所述集合记录了与此特定多边形面具有交集的多个切层平面2的层数标记。
[0088]
具体地,如前文所述,各个切层平面2的厚度h通常是已知的,而在一个3d物件1绘制完成后,各个多边形面3的各个顶点的坐标也已可得而知。藉此,电脑设备(例如用以绘制3d物件1的电脑设备)可依据所述特定多边形面的各个顶点的坐标计算出特定多边形面在z轴上的高度,并且将此高度除以所述切层平面2的厚度h,即可计算出特定多边形面横跨了哪几个切层平面2,并将这些切层平面2的层数标记记录于特定多边形面的所述集合中。
[0089]
举例来说,图2b所示的多边形面3横跨了第一切层平面21、第二切层平面22及第三切层平面23,故此多边形面3的集合中至少记录了第一切层平面21、第二切层平面22及第三
切层平面23的层数标记。
[0090]
通过取得特定多边形面的所述信息(包括顶点坐标及集合),3d物件处理设备可进一步判断要如何对特定多边形面进行切层处理(容后详述)。
[0091]
步骤s14后,3d物件处理设备判断特定多边形面是否为符合判断标准的水平面(步骤s16)。具体地,3d物件处理设备于步骤s16中是依据特定多边形面的所述信息来计算特定多边形面与x-y平面间的夹角θ,并且依据夹角θ的大小判断特定多边形面是否符合水平面的判断标准。
[0092]
更具体地,3d物件处理设备于步骤s16中是从所述信息中取得特定多边形面的各个顶点的坐标,并依据这些顶点坐标计算特定多边形面的法向量方向。上述的夹角θ主要是指特定多边形面的法向量与x-y平面间的法向量的夹角。
[0093]
于一实施例中,3d物件处理设备可将十度设定为符合判断标准的门限值,即,当所述夹角θ大于十度时,3d物件处理设备可认定特定多边形面不符合判断标准,不是水平面。反之,当所述夹角θ小于或等于十度时,3d物件处理设备可认定特定多边形面符合判断标准,是水平面。
[0094]
惟,上述仅为本发明的部分具体实施范例,但不应以上述说明者为限。
[0095]
若3d物件处理设备于步骤s16中判断特定多边形面不是水平面(即,所述夹角θ大于门限值),则3d物件处理设备可依据标准切层程序来对特定多边形面进行切层处理(步骤s18)。
[0096]
具体地,于所述标准切层程序中,3d物件处理设备是取得特定多边形面与各个切层平面2的交集处的颜色,并且沿着交集处自动生成具有特定宽度以及所述颜色的色带,再将色带的数据分别写入各个切层平面2的切层文件中。
[0097]
若3d物件处理设备于步骤s16中判断特定多边形面是水平面(即,所述夹角θ小于或等于门限值),则3d物件处理设备可依据本发明的切层方法来对特定多边形面进行切层处理。
[0098]
于本发明中,3d物件处理设备主要是直接对被认定是水平面的整个多边形面3执行像素化程序(pixelated,或称为格栅化(rasterized)),以产生多边形面3的像素化着色数据。若所述多边形面3仅仅与单一个切层平面2具有交集,则3d物件处理设备直接将此像素化着色数据写入这个切层平面2的切层文件中。若所述多边形面3同时与多个切层平面2具有交集,则3d物件处理设备将此像素化着色数据写入与此多边形面3具有交集的多个切层平面2中的一个最高切层平面的切层文件中(容下详述)。
[0099]
于一实施例中,所述切层文件可例如为g-code文件,但不加以限定。
[0100]
具体地,若3d物件处理设备于步骤s16中判断特定多边形面是水平面,则可进一步依据特定多边形面的信息判断特定多边形面是否同时与多个切层平面2具有交集。若特定多边形面仅与单一个切层平面2具有交集,则3d物件处理设备直接对特定多边形面执行像素化程序以产生所述像素化着色数据,并且将此像素化着色数据写入此切层平面2的切层文件中。
[0101]
若3d物件处理设备依据特定多边形面的信息判断特定多边形面与多个切层平面2具有交集,则进一步判断目前正在处理的切层平面2是否为与特定多边形面具有交集的多个切层平面2中的最高切层平面(步骤s20)。具体地,3d物件处理设备于步骤s20中判断是否
需要计算特定多边形面的颜色信息。
[0102]
若3d物件处理设备于步骤s20中判断目前处理的切层平面2不是与特定多边形面具有交集的最高切层平面,则3d物件处理设备进一步计算下一个切层平面2与特定多边形面的交集(步骤s22),并且回到步骤s20,以判断下一个切层平面2是否为所述最高切层平面。
[0103]
本发明中,3d物件处理设备主要是沿着z轴方向由下往上处理各个切层平面2,当任一个切层平面2与特定多边形面开始具有交集时(例如为最低切层平面),此最低切层平面与所述最高切层平面之间的所有切层平面2都将必然与特定多边形面具有交集。
[0104]
值得一提的是,于第一实施例中,3d物件处理设备在步骤s22中可以计算下一个切层平面2与特定多边形面的交集处的颜色信息,并且写入此切层平面2的切层文件中,并且于后续切层程序中再将此颜色信息删除。于第二实施例中,3d物件处理设备在步骤s22中可以计算下一个切层平面2与特定多边形面的交集处的颜色信息,并且写入此切层平面2的切层文件中,但3d打印机在执行打印程序时忽略不对此切层平面2进行着色。于第三实施例中,3d物件处理设备只计算下一个切层平面2与特定多边形面的交集,但不计算此交集处的颜色信息,藉此缩短计算时间。
[0105]
若3d物件处理设备于步骤s20中判断目前处理的切层平面2为所述最高切层平面,则3d物件处理设备进一步对所述特定多边形面执行像素化程序(pixelated,或称为格栏化(rasterized)),以产生对应的像素化着色数据(步骤s24)。并且,3d物件处理设备将所产生的像素化着色数据直接写入所述最高切层平面的切层文件中(步骤s26)。本实施例中,所述切层文件可为g-code文件,但不加以限定。
[0106]
请同时参阅图4及图5,其中图4为本发明的多边形面的集合示意图的第一具体实施例,图5为本发明的多边形面的打印示意图的第一具体实施例。
[0107]
于图4的实施例中,是以一个多边形面3同时与三个切层平面具有交集为例,以进行说明。具体地,图4中的多边形面3是与第一切层平面21(又称为第一层z1)具有第一交集41,与第二切层平面22(又称为第二层z2)具有第二交集42,并且与第三切层平面23(又称为第三层z3)具有第三交集43。
[0108]
于此实施例中,在此多边形面3被绘制完成时,多边形面3的信息中即已记载了一个集合t1,并且集合t1中记录了与多边形面3具有交集的所有切层平面2的层数标记。于图4的实施例中,所述层数标记为代表第一层的z1、代表第二层的z2,以及代表第三层的z3,但不加以限定。
[0109]
如图5所示,当3d物件处理设备计算多边形面3与第一切层平面21的第一交集41时,可由集合t1得知第一切层平面21不是与多边形面3具有交集的最高切层平面,因此3d物件处理设备不计算第一交集41的颜色信息。当3d物件处理设备计算多边形面3与第二切层平面22的第二交集42时,由于第二切层平面22也不是与多边形面3具有交集的最高切层平面,因此3d物件处理设备同样不计算第二交集42的颜色信息。
[0110]
当3d物件处理设备计算多边形面3与第三切层平面23的第三交集43时,可由集合t1得知第三切层平面23为与多边形面3具有交集的最高切层平面,因此3d物件处理设备对多边形面2执行像素化程序以产生对应整个多边形面2的像素化着色数据5,并且将此像素化着色数据5直接写入第三切层平面23的切层文件中。具体地,所述像素化程序是将3维空
间的多边形面2转换成二维空间(即,x-y平面)的像素数据,以令3d打印机可以在执行打印程序时使用。
[0111]
承上所述,3d物件处理设备不会计算最高切层平面以外的其他切层平面3与多边形面2的交集处的颜色信息,而是直接将整个多边形面3的颜色信息记录在最高切层平面的切层文件中。由于在本实施例中多边形面与x-y平面间的角度很小,可被视为是水平面,因此即使将整个多边形面3的颜色信息直接打印于最高切层平面上,使用者仍然可从打印完成的3d模型上看到完整且几近不失真的外观颜色。
[0112]
图9的(c)部分揭示了通过本发明的切层程序处理后所打印的实体3d模型的外观示意图。由图9的(c)部分可看出,经由本发明的特殊切层方法,最终打印完成的实体3d模型可得到比(b)部分更精准的外观颜色。
[0113]
回到图3。于步骤s26后,3d物件处理设备即可结束本次的切层程序(步骤s28)。并且,于切层程序结束后,使用者即可进一步控制3d打印机来依据所述切层文件执行打印程序(步骤30),以打印实体的3d模型。
[0114]
于一实施例中,所述3d物件处理设备与3d打印机为分开的设备,使用者可通过3d物件处理设备对一个3d物件1执行切层程序并产生各个打印层的切层文件,并且再将切层文件汇入3d打印机中,由3d打印机执行打印程序以打印对应的实体3d模型。于另一实施例中,所述3d物件处理设备与3d打印机可整合于一体,即,使用者可通过3d打印机来同时执行切层程序以及打印程序。
[0115]
参阅图6,为本发明的彩色3d打印机的方块图的第一具体实施例。图6揭露了一种整合了前述的3d物件处理设备的功能的3d打印机7。如图6所示,所述3d打印机7至少具有处理器70,以及通过汇流排与处理器70电性连接的物件打印头71、着色打印头72、储存单元73以及无线传输单元74。本实施例中,是以3d打印机7同时执行所述切层程序以及打印程序为例,然而于其他实施例中,亦可由各自独立的3d物件处理设备以及3d打印机来分别执行所述切层程序以及打印程序,不应以此为限。
[0116]
本实施例中,3d打印机7可通过处理器70来执行本发明的切层方法,并且产生上述的切层文件。并且,于前述图3的步骤s30中,处理器70可依据切层文件来控制物件打印头71挤出成型材并且控制着色打印头72喷洒彩色墨水,藉此打印实体的3d模型。上述挤出成型材与喷洒彩色墨水的技术特征为3d打印领域的公知技术,于此不再赘述。
[0117]
所述储存单元73用以储存处理器70通过切层程序后产生的切层文件。于一实施例中,3d打印机7通过处理器70来对3d物件执行切层程序,并且产生对应的切层文件后,再储存于储存单元73中。于另一实施例中,3d打印机7可通过无线传输单元74由外部接收其他设备所产生的切层文件,并且直接依据所接收的切层文件来控制物件打印头71及着色打印头72进行打印,不加以限定。
[0118]
续请参阅图7,为本发明的多边形面的打印示意图的第二具体实施例。若一个多边形面6为水平面(即,与x-y平面间的角度很小),且多边形面6的面积较小而仅与单一个切层平面2(层数标记为z0)有交集,则3d打印机7会在执行切层程序时直接对多边形面6执行像素化程序以产生像素化着色数据5,并且将像素化着色数据5写入此切层平面2的切层文件中。
[0119]
藉此,在执行打印程序时,3d打印机7可依据此切层文件的内容来控制物件打印头
71挤出成型材,以打印对应的物件。并且,3d打印机7还依据切层文件的内容控制着色打印头72喷洒彩色墨水,以对所打印的物件进行着色,使得着色后的物件具有与此多边形面6相对应的外观颜色。
[0120]
续请参阅图8,为本发明的多边形面的打印示意图的第三具体实施例。图8揭示了一个可被认定为水平面的多边形面3,此多边形面3的面积较大而同时与多个切层平面2有交集。于图8的实施例中,此多边形面3同时与第一切层平面21(层数标记为z1)、第二切层平面22(层数标记为z2)以及第三切层平面23(层数标记为z3)具有交集。
[0121]
于执行切层程序时,3d打印机7判定此多边形面3为水平面,因此会采用上述本发明揭示的切层方法来对多边形面3进行切层处理。
[0122]
若采用标准切层程序来对多边形面3进行切层处理,则如图8的(a)部分所示,3d打印机7应为多边形面3与第一切层平面21的交集产生第一着色数据51并写入第一切层平面21的切层文件中,为多边形面3与第二切层平面22的交集产生第二着色数据52并写入第二切层平面22的切层文件中,并且为多边形面3与第三切层平面23的交集产生第三着色数据53并写入第三切层平面23的切层文件中。
[0123]
在执行打印程序时,3d打印机7控制物件打印头71分别打印第一切层平面21、第二切层平面22及第三切层平面23对应的物件,并且再依据第一切层平面21、第二切层平面22及第三切层平面23的切层文件来控制着色打印头72喷洒彩色墨水,以分别对上述的三层物件进行着色,使得这三层物件在着色后可具有与多边形面3相对应的外观颜色。
[0124]
若采用本发明揭示的切层方法来对多边形面3进行切层处理,则如图8的(b)部分所示,3d打印机7不会计算多边形面3与第一切层平面21的交集处的颜色信息,也不会计算多边形面3与第二切层平面22的交集处的颜色信息,而是会直接计算整个多边形面3的像素化着色数据5,并且将像素化着色数据5写入与多边形面3具有交集的最高切层平面(于图8的实施例中为第三切层平面23)的切层文件中。
[0125]
在执行打印程序时,3d打印机7控制物件打印头71分别打印第一切层平面21、第二切层平面22及第三切层平面23对应的物件,并且再依据第三切层平面23(即,最高切层平面)的切层文件来控制着色打印头72喷洒彩色墨水,以对最高层的物件进行着色,使得最高层的物件在着色后可具有与多边形面3相对应的外观颜色。
[0126]
藉由本发明的技术方案,当一个多边形面被认定为是水平面时,可将整个多边形面的外观颜色直接打印在与此多边形面有交集的最高切层平面中,藉此避免3d模型因为颜色解析度太低而过度失真,因而可令3d模型的打印品质得到改善。
[0127]
当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员当可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips