
 商标分类
商标分类  商标转让
商标转让 
负泊松比蜂窝型短纤维复合高强材料的3D打印方法及应用与流程
 2021-02-23 12:02:44|
2021-02-23 12:02:44| 384|
384| 起点商标网
起点商标网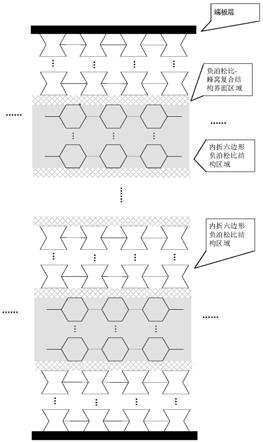
负泊松比蜂窝型短纤维复合高强材料的3d打印方法及应用
技术领域
[0001]
本发明涉及3d打印技术领域,尤其是涉及一种负泊松比蜂窝型短纤维复合高强材料的3d打印方法及应用。
背景技术:
[0002]
蜂窝结构材料具有许多优越的性能,从力学角度分析,封闭的六角等边蜂窝结构相比其他结构,能以最少的材料获得最好的力学性能,而蜂窝结构板受垂直于板面的载荷时,它的弯曲刚度与同材料、同厚度的实心板相差无几,甚至更高,但其重量却轻70~90%,而且不易变形、不易断裂、并具有减震、隔音、隔热等众多优点集一身。
[0003]
以上两种材料在当前制备过程中均需要通过模压等简练制备方法来生产,由于蜂窝空隙的结构特殊性,使得本类材料的生产成本高,产品良率低,同时因为模压过程中需要设计大型的专用模具,但对于该种材料在开模过程中难度较大。而且蜂窝结构材料在实际的工程应用中还存在着刚性不足的缺陷,但要改善该种缺陷就需要在现有的蜂窝结构材料中加入新的刚性结构单元,新结构的开发和生产受到模具设计的限制而无法实现。
技术实现要素:
[0004]
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种负泊松比蜂窝型短纤维复合高强材料的3d打印方法及应用,打破了现有技术中模具设计对于蜂窝结构材料进一步结构改进的限制,在本发明中直接将玻纤或碳纤等短纤维复合高强材料应用于蜂窝结构材料的性能改进中,构成了“负泊松比-蜂窝型”复合吸能结构,该复合结构为内折六边形负泊松比结构与蜂窝型结构的层状方式复合,系平面二维拉伸后得到的三维结构,该结构主要包含4大特征:具有蜂窝状结构区域、内折六边形负泊松比结构区域、“负泊松比-蜂窝”复合结构界面区域以及复合方式,并取得了通过工艺方法的设计实现了显著的性能提升。
[0005]
本发明的目的可以通过以下技术方案来实现:
[0006]
本发明中负泊松比-蜂窝型短纤维复合高强材料的3d打印方法,包括以下步骤:
[0007]
基层结构设置过程,在打印模型中设置每层中的内折六边形负泊松比区域和蜂窝状结构区域,
[0008]
其中内折六边形负泊松比区域开设有呈行排列的内折六边形镂空重复单元,每个内折六边形镂空单元均为轴对称结构,且其相邻的两个内折边间的夹角α'=235-252
°
。
[0009]
其中蜂窝状结构区域开设有呈行排列的六边形镂空重复单元,每个六边形镂空单元均为轴对称结构,且其相邻两条侧边的夹角α=108-125
°
。
[0010]
打印机设置过程,打印层厚设置为0.1-0.4mm,喷嘴孔径设置为0.4-0.8mm,打印温度为240-260℃,热床温度为60-80℃;
[0011]
打印选材过程,打印材料选材为玻纤或碳纤高分子打印丝;α的稍小角度设计以及尼龙或pc的选材是本结构的高强度设计基础,稍小的α角使得整体结构的刚度增加,但过小
会影响其缓冲行程及吸能性能,在本发明中选取α=108-125
°
,以此保证在具有充足吸能性能的前提下尽可能的增加其耐冲击强度性能。
[0012]
打印过程,以基层材料为xy平面,并以z向进行逐层打印,获得负泊松比-蜂窝型短纤维复合高强材料。
[0013]
进一步地,所述的基层结构设置过程中,内折六边形负泊松比区域包括2行或多行内折六边形镂空重复单元;
[0014]
蜂窝状结构区域包括2行或多行内折六边形镂空重复单元;蜂窝状结构区域和内折六边形负泊松比结构区域内部都至少要又两层对应的层状单体以发挥各自的效能。
[0015]
内折六边形负泊松比区域与蜂窝状结构区域交替排列。
[0016]
进一步地,夹角α'+α=360
°
,内折六边形镂空单元的两个内折边的长度为均b';
[0017]
六边形镂空单元中相邻两条侧边的长度均为b,且b'=b。
[0018]
进一步地,内折六边形镂空单元中内折角端点间的距离为a';
[0019]
内折六边形镂空单元中底边的长度为a,且a=a'=4-8mm。
[0020]
进一步地,内折六边形镂空单元中底边的长度为c';
[0021]
内折六边形镂空单元的最大宽度为c,且c'=c=6-10mm。
[0022]
进一步地,所述的基层结构设置过程中,相邻的内折六边形负泊松比区域与蜂窝状结构区域间相互插槽排列。
[0023]
进一步地,相互插槽排列过程中六边形镂空单元的底边正对内折六边形镂空单元的侧方折边凹陷处。在两层单体之间可自然过渡,形成零厚度的曲折截面。
[0024]
进一步地,接壤端板层的特征为:如蜂窝六角与端板层接壤,则再延续半个周期,即延伸出长度接近于a/2的竖边,优选为(0.85~1.12)
×
a/2,如图1与图2上部的粗边所示;如内折六角与端板层接壤,也在延续半个周期,即延伸出长度接近于c'/2的竖边,优选为(0.88~1.17)
×
c'/2,如图1与图2下部的粗边所示。这样可较优发挥各自结构的吸能效果。
[0025]
进一步地,所述的基层结构设置过程中,边宽t设为0.9-1.5mm。
[0026]
进一步地,所述的打印过程中的喷丝直径为1.75mm,打印速度为40-60mm/s。
[0027]
进一步地,所述的打印过程中打印温度设置为240-260℃是较为适宜的范围,在范围内恰好可以避免因为温度过高而使得挤出的熔丝中混有气泡,同时避免了产生材料坍塌及拉丝现象和产品表面的起皱现象,同时该范围内也避免了因为温度不足而产生的喷嘴堵塞或层间剥离、开裂、翘曲、变形等现象。
[0028]
进一步地,层厚度指利用切片软件对三维数据模型进行切片时层与层之间的距离,即打印时每层厚度,层厚小于在0.1-0.4mm范围内时,具有较为适宜的厚度,同时可以保证较优的精度与较高的加工效率。
[0029]
进一步地,在打印过程中,图1和图2所示截面方向为平行于底板(即xy平面),而拉伸方向为z轴方向。由于沿竖直方向(z向)的强度较弱,垂直与z向的表面轮廓精度和表面粗糙度质量较高。因此,在成型过程中,优选将主要发生吸能收缩的截面沿xy平面成型,以确保制件质量处于最佳状态。
[0030]
本发明中通过上述制备方法获得的负泊松比-蜂窝型短纤维复合高强材料在在耐压缩/冲击材料中具有广泛的应用。
[0031]
本发明制备的负泊松比-蜂窝型短纤维复合高强材料,当受到外界压力时,蜂窝结
构首先发生屈服变形,随着力的增加,负泊松比结构也发生屈服变形,相对于一般的蜂窝结构来说,复合吸能结构由于负泊松比效应的存在会使得结构应力应变曲线在平台区后出现平台应力增强的现象,这一阶段在应力应变所围成的面积中占比较大,因此这一阶段对于结构整体吸收能量的能力拥有着不可忽视的作用。其次蜂窝结构区域相对较柔,承担大变形吸能功能;而内折六边形负泊松比结构区域由于其较大的抗变形内力显得结构刚度更强,承担相对刚性的抗冲功能。
[0032]
打印结构所得的平台应力范围为3.0-4.5mpa,平台结束应变范围50-60%比吸能值es为15-30kj/m3吸能效率70-80%。
[0033]
与现有技术相比,本发明具有以下的优点:
[0034]
1)本发明将负泊松比-蜂窝型两种结构复合到一起,并将玻纤或碳纤等短纤维复合高强材料应用于蜂窝结构材料的性能改进中,将实现吸能结构的“刚柔并济”,更高效的实现缓冲效能,显著的提升了现有蜂窝材料的性能,拓展了该类材料在现有工程技术中的应用。
[0035]
2)本发明中采用3d打印的工艺方法实现了负泊松比蜂窝型短纤维复合高强材料的生产制备,实现了复杂的两种构型材料的逐层增量生产,使得原料的利用率达到100%,可实现大批量的工业化推广。
附图说明
[0036]
图1为蜂窝状结构区域和内折六边形负泊松比结构区域交替排列图;
[0037]
图2为另一种蜂窝状结构区域和内折六边形负泊松比结构区域交替排列图;
[0038]
图3为内折六边形镂空单元的结构示意图;
[0039]
图4为六边形镂空单元的结构示意图;
[0040]
图5为一种负泊松比蜂窝型短纤维复合高强材料的成品结构示意图。
具体实施方式
[0041]
下面结合附图和具体实施例对本发明进行详细说明。
[0042]
实施例1
[0043]
本实施例中负泊松比-蜂窝型短纤维复合高强材料的3d打印方法,包括以下步骤:
[0044]
基层结构设置过程:在打印模型中设置每层中的内折六边形负泊松比区域和蜂窝状结构区域,其中内折六边形负泊松比区域开设有呈行排列的内折六边形镂空重复单元。内折六边形负泊松比区域包括2行或多行内折六边形镂空重复单元;蜂窝状结构区域包括2行或多行内折六边形镂空重复单元;蜂窝状结构区域和内折六边形负泊松比结构区域内部都至少要又两层对应的层状单体以发挥各自的效能。内折六边形负泊松比区域与蜂窝状结构区域交替排列。基层结构设置过程中,相邻的内折六边形负泊松比区域与蜂窝状结构区域间相互插槽排列。相互插槽排列过程中六边形镂空单元的底边正对内折六边形镂空单元的侧方折边凹陷处。在两层单体之间可自然过渡,形成零厚度的曲折截面。
[0045]
具体的尺寸以及结构设计过程:参见图3和图4,每个内折六边形镂空单元均为轴对称结构,且其相邻的两个内折边间的夹角α'=235-252
°
,其中蜂窝状结构区域开设有呈行排列的六边形镂空重复单元,每个六边形镂空单元均为轴对称结构,且其相邻两条侧边
的夹角α=108-125
°
。夹角α'+α=360
°
,内折六边形镂空单元的两个内折边的长度为均b,六边形镂空单元中相邻两条侧边的长度均为b,且b'=b。内折六边形镂空单元中内折角端点间的距离为a'。内折六边形镂空单元中底边的长度为a,且a=a'=4-8mm。内折六边形镂空单元中底边的长度为c',内折六边形镂空单元的最大宽度为c,且c'=c=6-10mm。接壤端板层的特征为:如蜂窝六角与端板层接壤,则再延续半个周期,即延伸出长度接近于a/2的竖边,优选为(0.85~1.12)
×
a/2,如图1与图2上部的粗边所示;如内折六角与端板层接壤,也在延续半个周期,即延伸出长度接近于c'/2的竖边,优选为(0.88~1.17)
×
c'/2,如图1与图2下部的粗边所示。这样可较优发挥各自结构的吸能效果。
[0046]
打印层厚设置为0.1-0.4mm,喷嘴孔径设置为0.4-0.8mm,打印温度为240-260℃,热床温度为60-80℃。打印过程中打印温度设置为240-260℃是较为适宜的范围,在范围内恰好可以避免因为温度过高而使得挤出的熔丝中混有气泡,同时避免了产生材料坍塌及拉丝现象和产品表面的起皱现象,同时该范围内也避免了因为温度不足而产生的喷嘴堵塞或层间剥离、开裂、翘曲、变形等现象。层厚度指利用切片软件对三维数据模型进行切片时层与层之间的距离,即打印时每层厚度,层厚小于在0.1-0.4mm范围内时,具有较为适宜的厚度,同时可以保证较优的精度与较高的加工效率。
[0047]
打印选材过程,打印材料选材为玻纤或碳纤高分子打印丝。打印过程以基层材料为xy平面,并以z向进行逐层打印,获得负泊松比-蜂窝型短纤维复合高强材料。基层结构设置过程中,边宽t设为0.9-1.5mm。打印过程中的喷丝直径为1.75mm,打印速度为40-60mm/s。在打印过程中,图1和图2所示截面方向为平行于底板(即xy平面),而拉伸方向为z轴方向。由于沿竖直方向(z向)的强度较弱,垂直与z向的表面轮廓精度和表面粗糙度质量较高。因此,在成型过程中,优选将主要发生吸能收缩的截面沿xy平面成型,以确保制件质量处于最佳状态。
[0048]
按照上述实施步骤进行一次加工:
[0049]
材质:尼龙玻纤
[0050]
复合的结构,两种单体尺寸参数关系为a=a'即c=c',其中尺寸范围a=4mm,c=8mm,两条相邻侧壁夹角为α=118
°
。边宽/壁厚t为1.0mm,参见图5。
[0051]
层厚:0.2-0.4mm.
[0052]
丝的直径:1.75mm
[0053]
喷嘴孔径:0.4mm
[0054]
打印速度:40mm/s
[0055]
打印温度:240-250℃,热床温度:70-80℃
[0056]
对此结构进行压缩和冲击试验,得到应力-应变曲线,得到的平台应力范围为3-4mpa,平台结束应变时的范围50-55%,比吸能值es范围为15-17kj/m3,吸能效率70-80%。
[0057]
实施例2
[0058]
实施步骤与实施例相同,区别在于采用不同的实施工艺参数:
[0059]
材质:尼龙碳纤
[0060]
复合的结构,两种单体尺寸参数关系为a=a'即c=c',其中尺寸范围a=4mm,c=8mm,两条相邻侧壁夹角为α=116度。边宽/壁厚t为1.0mm,参见图5。
[0061]
层厚:0.2-0.4mm.
[0062]
丝的直径:1.75mm
[0063]
喷嘴孔径:0.4mm
[0064]
打印速度:40mm/s
[0065]
打印温度:240-250℃,热床温度:70-80℃
[0066]
对此结构进行压缩和冲击试验,得到应力-应变曲线,得到的平台应力范围为5-6mpa,平台结束应变时的范围48-55%,比吸能值es范围为25-30kj/m3.吸能效率72-78%。
[0067]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips