
 商标分类
商标分类  商标转让
商标转让 
用于生产三维对象的立体光固化方法和立体光固化机器与流程
 2021-02-23 12:02:06|
2021-02-23 12:02:06| 349|
349| 起点商标网
起点商标网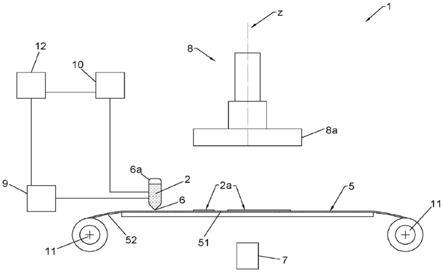
用于生产三维对象的立体光固化方法和立体光固化机器
[0001]
本发明涉及一种用于通过将多个层彼此叠置来生产三维对象的立体光固化(stereolithography:立体光刻、立体平版印刷)方法及采用所述方法的立体光固化机器。
[0002]
已知的是,立体光固化技术使得可以生产三维对象,该生产从将所述对象的体积虚拟地细分成具有预限定厚度的层开始,然后通过将这些层彼此叠置的立体光固化机器按顺序制造这些层以便获得对象。
[0003]
根据该技术的已知实施方式,将光硬化液态物质,通常是聚合树脂,放置在具有可透射(transparent,透明的)底部的容纳罐内。
[0004]
相继地,将支撑板浸没在光硬化液态物质中,直到将其放置在距罐底部的一距离处,该距离等于要制造的对象的第一层的厚度。
[0005]
相继地,利用受控量的光能量选择性地照射介于支撑板和罐底部之间的液态物质层,以此方式在与要获得的对象的体积对应的点处对其进行固化。
[0006]
然后将支撑板从容纳罐底部移动离开,使得固化层从底部本身分离并且使得可以获得制造三维对象的相继的层所需要的液态层,该操作类似于先前所执行的操作。
[0007]
重复该过程,直到构成对象的所有层都已经完成为止。
[0008]
以上描述的已知立体光固化方法带来若干缺点。
[0009]
第一缺点是制造对象所需要的光硬化材料的过量消耗。
[0010]
实际上,根据以上描述的立体光固化方法,容纳罐必须填充有足以使支撑板被浸没在其中的一定量的光硬化材料,以此方式限定三维对象的每个层所需的液态物质层。因此,所使用的材料量将不可避免地大于制造三维对象所需要的实际材料量。
[0011]
此外,由于明显的原因,罐的大小必须大于支撑板的大小。因此,液态物质层的大小大于制造对象的每个层所严格需要的大小,并且这导致所需材料量的进一步增大。此外,一旦已经完成对象,余留在罐内的过量光硬化材料不能被再使用以用于相继的处理循环,并且由于因操作环境而存在的污染粉尘和杂质以及尤其是由于暴露于光,因此必须对其进行处置。
[0012]
所述光硬化材料的浪费引起对象的生产成本增大。
[0013]
以上描述的立体光固化方法带来的另外的缺点在于不可能制造包括不同材料层的三维对象。
[0014]
实际上,不可能将不同的光硬化材料放置在容纳罐中,因为这些材料将混合在一起。已知的是,为了克服该缺点,使用了包含不同材料的若干容纳罐,这些容纳罐在生产对象期间被更换。
[0015]
不利地,该方案使得需要使用与制造对象所需要的材料数量相等的数量的罐,导致对象的生产时间较长并且增大机器的结构复杂性。
[0016]
以上描述方法带来的另一缺点由下述事实代表:在移除支撑板之后,需要等待直到光硬化材料已经自发地且均匀地覆盖罐底部为止,这增大了制造三维对象所需的时间。
[0017]
以上描述的方法带来的另外的缺点在于,在移除支撑板期间将固化层从罐底部分离产生一定程度的阻力,主要是由于支撑板被浸没在液态物质中这一事实所引起的静水压
力而导致。该阻力对正被形成的三维对象施加牵引力,导致其破裂或变形,并且还将疲劳应力传递到罐底部,这导致其随时间破裂。已知的是,为了克服该缺点,限制了支撑板从罐底部移动离开的速度,以此方式减小所述应力。
[0018]
根据为克服所述缺点而采用的另外的已知系统,如在以本发明的申请人的名义提交的欧洲专利ep2665594中所描述的,支撑板离开罐底部的移动被细分为多个间歇移动。
[0019]
然而,在这两种方案的情况下,制造每个层及因此制造整个对象所需要的时间将显著地增大。
[0020]
根据已知技术中采用的另外的方案,为了限制以上描述的分离的阻力,通过确定所涉及的牵引力、使用合适的传感器或通过数值计算程序来控制支撑板离开罐底部的移动。在这两种情况下,需要使用特定的传感器或处理软件,这影响对象的生产成本。
[0021]
根据用于克服以上提及的缺点并且在美国专利文献第us2014/0265032号中描述的另一已知的系统,将光硬化材料层选择性地沉积在与要获得的对象的层基本上对应的区域上。然而,根据该系统,选择性沉积和照射发生在单个可移动板上,该可移动板被交替地布置,使得其在沉积操作的情况下面对打印头,或者在照射步骤的情况下面对能量源。不利地,在该系统的情况下,由于使板移动所需要的等待时间,因此三维对象的生产时间变得非常长。
[0022]
以上描述的已知技术带来的另外的缺点与以下事实有关:为了使固化层更容易解附接,罐底部覆盖有硅酮或等效材料。
[0023]
实际上,由于该材料暴露于光,因此该材料倾向于逐渐不透射,这使得需要经常替换罐。
[0024]
显然,重复替换罐涉及反映在对象的成本上的额外成本,并且此外,生产对象本身需要较长的处理时间。
[0025]
根据不同的已知技术,使用打印头在支撑表面上沉积与要获得的对象的层的位图图像对应的光硬化材料层,其被以非选择性方式相继地照射,以将其固化。
[0026]
与先前描述的技术相比,以上刚描述的技术使得可以限制材料的浪费。
[0027]
然而,不利地,打印头的分辨率受到限制,因此使用该技术生产的对象由对应地受限的几何精确度表征。
[0028]
本发明意在克服在已知技术中发现的所有以上提及的缺点。
[0029]
特别地,本发明的第一目的是提供一种通过将多个层彼此叠置来生产三维对象的方法,其中,所述方法应允许在使得可以获得由高水平的分辨率和精度表征的三维对象的同时减少用于生产三维对象的光硬化材料的量。
[0030]
本发明的另一目的是减小当固化层和容纳罐底部被分离并移动离开彼此时它们之间的牵引力。
[0031]
本发明的另一目的是避免由于罐的底部本身不透射而需要替换容纳罐。
[0032]
本发明的另一目的是在不影响机器的结构复杂性的情况下生产包括不同材料层的三维对象。
[0033]
本发明的另外的目的是减少三维对象的生产时间和生产成本。
[0034]
以上描述的目的通过根据独立权利要求所述的立体光固化方法实现。
[0035]
所述目的还通过根据权利要求12所述的立体光固化机器实现。
[0036]
在相应的从属权利要求中指明了本发明的另外的细节和特征。
[0037]
有利地,减少使用的光硬化材料的量意味着减少浪费,并因此意味着减少由材料的处理和处置产生的成本,并且此外意味着减少与对象本身的生产有关的成本,然而不会影响获得的对象的精确度。
[0038]
仍然有利地,减小在固化层与容纳罐底部之间的对分离的阻力以及牵引力使得可以减小施加在罐上的应力,从而增大罐的持续时间并减少其由于破裂而必须被替换的频率。
[0039]
此外,有利地,尽管考虑了具有相同几何形状的对象,但是与已知方法相比,所述减小的阻力允许限制正被形成的对象的破裂。
[0040]
仍然有利地,将由于罐底部的不透射而导致替换该罐的需要消除意味着减少了对象的生产时间和生产成本。
[0041]
对于另外的优点,使用不同的光硬化材料的可能性使得可以根据不同需要生产由具有不同化学-物理特征的叠置层形成的三维对象。
[0042]
在本发明的一些优选实施方式的描述中,说明了以上描述目的和优点以及将在下文中强调的其他目的和优点,该描述是通过非限制性示例并参考附图来提供的,其中:
[0043]
图1a、图1b、图1c和图1d示出了在实施作为本发明主题的方法期间根据本发明的处于不同操作配置的立体光固化机器;
[0044]
图2示出了根据本发明的不同实施方式的立体光固化机器;
[0045]
图3a和图3b是本发明的方法的两个相应变型实施方式的示意图。
[0046]
参照在图1a中整体用1表示的立体光固化机器来描述本发明的立体光固化方法。
[0047]
立体光固化机器1包括支撑表面3,该支撑表面适于支撑基础物质2,该基础物质为液态或糊状的,该基础物质适于通过暴露于预限定的辐射4而被固化。
[0048]
优选但非必须地,所述基础物质2是在被光辐射刺激时适于聚合的光敏感树脂。
[0049]
特别地,通常在立体光固化技术情况下使用的已知技术的光硬化树脂,例如专利文献jp2005336302和wo2015028855中描述的光硬化树脂,是适于用于本发明的光敏感树脂。
[0050]
立体光固化机器1还包括发射器单元7,该发射器单元适于利用预限定的辐射4对基础物质2的具有预限定的厚度并被放置成与支撑表面3接触的层进行选择性地照射,以此方式获得固化层2b。
[0051]
为了清楚起见,在例示本发明的附图中,固化的物质用黑色表示,而未固化的物质用白色表示。
[0052]
立体光固化机器1还包括致动器装置8,该致动器装置适于使固化层2b根据与支撑表面3垂直的第一方向z相对于支撑表面3移动。优选地,所述致动器装置8包括具有下述支撑表面的支撑板8a,所述支撑表面面对支撑表面3以便支撑所述固化层2b。
[0053]
根据本发明的立体光固化方法,基础物质2被施加至支撑表面3。
[0054]
相继地,利用预限定的辐射4、仅在与要获得的对象对应的区域上对所述基础物质2的具有预限定的厚度并且被放置成与支撑表面3接触的层进行选择性地照射,以此方式获得对应的固化层2b,如图1c所示。
[0055]
优选地,通过发射器单元7使预限定的辐射4穿过支撑表面3朝向基础物质2传输,
该发射器单元面对支撑表面3的与基础物质2被沉积在其上的一侧相反的侧。在这种情况下,支撑表面3对于预限定的辐射4是可透射的。
[0056]
根据未在附图中示出的本发明的变型实施方式,发射器单元7面对支撑表面3的与基础物质2被沉积在其上的一侧相同的侧。在这种情况下,预限定的辐射4不穿过支撑表面3,因此该支撑表面不需要对辐射是可透射的。
[0057]
如图1d所示,通过使固化层2b与支撑表面3移动离开彼此来使固化层从该支撑表面相继地分离。
[0058]
优选地,在分离所述固化层2b之后,留在支撑表面3上的基础物质2被移除。
[0059]
根据本发明,通过沉积基础物质2的单个层2a来执行所述将基础物质2施加至支撑表面3的操作,该单个层具有的厚度至少与所述预限定的厚度对应,使得其与支撑表面3接触。
[0060]
将基础物质2的单个层2a沉积成厚度至少与要固化的层的厚度对应使得可以精确地控制所使用的基础物质的量,因此可以限制基础物质的任何浪费。
[0061]
在立体光固化过程期间通过适当地控制支撑板8a相对于支撑表面3的位置,来获得基础物质2的要固化的层的厚度的精确限定。更精确地,在层的每个固化循环时,使支撑板8a移动较靠近于支撑表面3,以便使相同支撑板8a的下部表面或最后固化的层的下部表面在距支撑表面3的一距离处,该距离等于要固化的下一层的厚度。以此方式,在支撑板8a的所述下部表面或最后固化的层的所述下部表面与支撑表面3之间,限定了基础物质2的下述单个层2a,所述单个层具有的厚度精确地等于要固化的层的厚度。
[0062]
以选择性的方式至少在与三维对象的体积对应的区域上并且当在不属于所要获得的三维对象的一个或多个区域上没有沉积基础物质2的情况下沉积单个层2a。特别地,在发射器单元7是激光器的情况下,根据与所述支撑表面3对应的xy平面,相对于要固化的每一单个层的每个周界点要过量沉积的基础物质2的最小量是对于每个x轴线或y轴线在该平面的这样的特定点中激光光斑的交点的椭面的最大直径的1至2倍。这允许对相同基础物质2的节省进行优化并且同时不损害期望的限定。在本上下文中,术语周界应理解为特定层的界定该特定层的区域的任何内部和/或外部轮廓。
[0063]
如果替代性地将dlp、dmd、lcd或大体上点矩阵投影装置被用作发射器组7,则根据xy平面,相对于要固化的每一单个层的每个周界点必须要过量沉积的基础物质2的最小量必须等于对于x轴线或y轴线中每个轴线将dlp的、dmd的、lcd的或点矩阵投影的任何其他装置的限定像素的线性尺寸覆盖的基础物质2的量。
[0064]
有利地,由于所述选择性沉积,可以进一步限制用于每层的基础物质2的量,从而允许大大减少生产对象所需要的基础物质2的量。此外,考虑到具有相同几何形状的对象的生产,一旦对象已经完成,待处置的基础物质2的量也被有利地减少。
[0065]
优选地,单个层2a被选择性地仅沉积在与三维对象的体积对应的区域上,从而进一步增强了以上刚描述的优点。
[0066]
然而,不能排除的是,根据本发明的变型实施方式,所述单个层可以选择性地沉积在比与对象体积对应的所述区域大的区域上,只要它们包括与对象体积对应的所述区域。
[0067]
仍然优选地,根据要获得的三维对象的对应层的数字模型选择性地沉积基础物质2。
[0068]
有利地,可以使用已知的数字设计处理和创建技术来建立所述数字模型。
[0069]
此外,可以借助于适于扫描要制造的对象的三维原型的扫描装置来创建所述数字模型。
[0070]
优选地但非必须地,根据已知技术的所述数字模型的处理可以包括向对象的三维模型添加支撑结构,以确保在根据本发明的方法所包括的操作期间正被形成的对象的增大的稳定性。所述支撑结构成为利用立体光固化机器生产的三维对象的一整体部分,并且一旦对象已经完成则从对象的其余部分分离。
[0071]
基础物质2的选择性沉积与选择性照射的结合使得可以获得更精确的三维对象,而同时,与采用已知技术时使用的量相比,使用较小量的基础物质2,从而实现本发明的目的中之一。
[0072]
优选地,通过将激光束仅引导到与要获得的三维对象的体积对应的区域上来执行选择性照射。这使得可以将由选择性沉积基础物质2提供的优点与激光束的精确度结合,从而允许获得极其精确的三维对象。
[0073]
还明显的是,在本发明的变型实施方式中,照射可以通过任何预限定的辐射4进行,只要其适于在与要生产的对象对应的点处选择性地固化基础物质2。允许获得所述效果的装置包括投影仪技术,例如dlp(数字光处理)投影仪、lcd(液晶屏)投影仪、lcos(硅基液晶)投影仪和d-ila(直接驱动图像光放大器)投影仪以及ebm电子束发射器和其他电磁辐射源。
[0074]
优选地,对于要获得的三维对象的每个相继的层,重复进行下述操作:将基础物质2施加至支撑表面3,选择性地照射具有预限定厚度的层以及将固化层2b从支撑表面3分离。
[0075]
优选地,通过相对于支撑表面3移动的喷嘴6传输基础物质2,以获得该基础物质的选择性沉积,如图1b所示。
[0076]
优选地,操作所述喷嘴6以便仅在与三维对象的体积对应的区域上选择性地沉积基础物质2。
[0077]
仍然优选地,所述喷嘴6根据平行于支撑表面3并且彼此正交的两个轴线x和y以笛卡尔移动而移动,以此方式允许基础物质2被选择性地逐点沉积在支撑表面3上,如图3b所示。
[0078]
根据本发明的所述实施方式的变型,喷嘴6也根据与前两个轴线正交的第三轴线在支撑表面3上移动。
[0079]
根据本发明的所述实施方式的另外的变型,喷嘴6根据仅一个轴线x在支撑表面3上移动,如图3a所示。
[0080]
在这种情况下,喷嘴6根据y轴线的宽度至少等于支撑表面3的能够由发射器单元7照射的区域的宽度。
[0081]
这样,所述喷嘴6可以将基础物质2沉积在矩形区域上,该矩形区域的根据y轴线的尺寸等于所述区域的宽度并且根据需要能够根据x轴线变化。
[0082]
此外,喷嘴6相对于支撑表面3的移动是通过可操作地连接到喷嘴6的移动单元9获得的。
[0083]
优选但非必须地,所述移动单元9被配置成以可变且可调整的速度使喷嘴6移动。
[0084]
仍然优选地,通过喷嘴6的基础物质2的流(flow,流动)由调节单元10调节。
[0085]
以此方式来控制并调节基础物质2的层在支撑表面3上的形成。
[0086]
此外,借助于控制单元12以协同方式操作所述移动单元9和所述调节单元10,以此方式来选择性地沉积基础物质2的具有所述预限定厚度的单个层2a。
[0087]
通过发射器单元7的选择性照射使得可以仅照射与要固化的三维对象的体积对应的区域,因此与利用已知方法获得的结果相比,提高其分辨率和精度。
[0088]
因此,本发明实现了在限制基础物质2的消耗的同时获得由高分辨率和精度表征的对象的目的。
[0089]
优选地,发射器单元7包括发射器,该发射器适于将预限定的辐射4的波束选择性地仅朝向与要生产的对象的体积对应的区域引导,这有利地提高了对基础物质2照射的精确度。有利地,所述激光发射器允许以高精确度照射基础物质2。另一方面,明显的是,在本发明的变型实施方式中,发射器单元7可以是任何类型,只要其适于以选择性的方式发射预限定的辐射4以便固化基础物质2。适于根据以上描述的方式使用的装置包括dlp(数字光处理)投影仪、lcd(液晶屏幕)投影仪、lcos(硅基液晶)投影仪和d-ila(直接驱动图像光放大器)投影仪以及ebm电子束发射器和其他电磁辐射源。
[0090]
优选地,所述控制单元12作用在调节单元10上,以此方式来中断基础物质2在不属于对象的区域中的流,从而允许单个层2a被选择性地沉积。
[0091]
优选地,所述喷嘴6与容纳所述基础物质2的容纳室6a相关联。这样,在沉积操作期间,基础物质2从所述容纳室6a流动到喷嘴6中,以便优选地以可控制的流动和速度沉积在支撑表面3上。
[0092]
然而,不能排除的是,在本发明的不同实施方式中,所述喷嘴6可以与将相互不同并且适于通过暴露于预限定的辐射4而固化的相应基础物质容纳的多个容纳室6a相关联。
[0093]
根据附图中未例示的本发明的变型实施方式,作为本发明主题的立体光固化机器1包括适于沉积选自以上描述那些中的对应的多个基础物质2的多个所述喷嘴6。
[0094]
有利地,所述多个喷嘴6的存在使得可以在单个层上沉积若干不同材料,并且因此可以获得同时包括若干材料的对象,其中,所述材料具有不同的化学物理特征和不同的颜色。关于支撑表面3,其优选地属于第一层状元件51,如图2所示。
[0095]
优选地,第一层状元件51包括由硅酮或另一类似材料制成的表面,该表面适于有助于固化层2b从支撑表面3的分离。
[0096]
根据以上描述方法,基础物质2沉积在层状元件51的表面上。
[0097]
优选地,在选择性照射操作之后,第一层状元件51由第二层状元件52替换。该替换操作使得可以移除——由于发射器单元7所确保的精确度与利用喷嘴6能够获得选择性沉积的精确度相比较高——在固化层2b分离之后留在支撑表面3上的基础物质2的残留物,这大体上涉及需要在与实际要被照射的区域相比较大的区域上进行选择性沉积。
[0098]
所述替换还使得可以将基础物质2的每个层沉积在新的层状元件上,因此避免支撑表面3的不透射并因此实现本发明的另外的目的。
[0099]
优选地但非必须地,所述第二层状元件52在形状、大小和材料方面与第一层状元件51基本上对应。
[0100]
仍然优选地,第一层状元件51和第二层状元件52属于相同的膜5,并且通过使所述膜5相对于发射器单元7移动来执行所述利用第二层状元件52替换第一层状元件51的操作。
[0101]
有利地,膜5由硅酮或类似材料制成,这促进固化层从支撑表面3的分离。
[0102]
特别地,膜5包括多个依次布置的层状元件51、52。
[0103]
仍优选地,膜5与适于使层状元件51、52相对于发射器单元7移动的进给单元11可操作地相关联,以此方式选择性地布置层状元件51、52中的每个层状元件,使得其面对所述发射器单元7。优选但非必须地,所述进给单元11包括旋转筒(cylinder:滚筒、圆筒、缸),膜5从该旋转筒退绕。
[0104]
更优选地,如图2所示,进给单元11包括两个所述旋转筒,两个所述旋转筒分别布置在支撑表面3的上游和下游,这允许膜5保持张紧。
[0105]
然而,不能排除的是,在本发明的替代实施方式中,旋转筒的数量可以大于两个。
[0106]
优选地,对于要获得的三维对象的每个层,通过进行如上所述的程序将基础物质2沉积在膜5的第一层状元件51上。相继地,执行选择性照射操作以便获得从第一层状元件51分离的固化层2b。
[0107]
在所述分离操作之后或同时,进给单元11使膜5移动,以便利用第二层状元件52替换第一层状元件51,以此方式移除过量的基础物质2。
[0108]
最后,在所述第二层状元件52上重复沉积、照射和分离的操作,以便获得正被形成的三维对象的新的层。
[0109]
根据本发明的在附图中未例示的变型实施方式,在布置每个层状元件51、52使得其面对发射器单元7之前将基础物质2的层2a沉积在每个层状元件上。仍然优选地,在对被布置在先前的层状元件51、52上的层2a进行照射期间执行所述沉积。这有利地使得可以减少处理时间,因为其允许同时地而不是依次地执行沉积操作和照射操作。
[0110]
实践中,本发明的所述变型实施方式包括以下操作:将基础物质2的单个层2a选择性地沉积在第一层状元件51上;利用第二层状元件52替换所述第一层状元件51以此方式布置所述第一层状元件51使得其面对发射器单元7;通过所述发射器单元7选择性地照射所述单个层2a,以此方式获得固化层2b,以及同时将基础物质2的新的单个层2a选择性地沉积在第二层状元件52上。根据所述变型实施方式,一旦已经完成所述操作,就再次利用第二层状元件52替换第一层状元件51,以此方式布置第二层状元件52使得其面对发射器单元7。在所述移动操作期间,还执行使刚固化的层2b分离的操作。一旦已经获得所述新的构造,就同时重复对第二层状元件52的选择性照射操作以及将基础物质2选择性沉积在第一层状元件51上的操作。
[0111]
应当指明,重复以上描述的操作序列以获得构成三维对象的所有层。同样对于该变型实施方式,如上已经指出的,层状元件51和52优选地属于相同膜5,并且通过使所述膜5相对于发射器单元7移动来执行所述利用第二层状元件52替换第一层状元件51的操作或反之亦然的操作。根据以上,可以理解,以上描述的用于生产三维对象的立体光固化方法和立体光固化机器实现所有设定的目的。
[0112]
特别地,具有与固化层的厚度对应的预限定厚度的单个层的选择性沉积与选择性照射操作的精确度相关联,使得可以减少在生产该三维对象期间光硬化材料的浪费,并因此减少三维对象的生产成本,同时允许生产由高水平的分辨率和精度表征的三维对象。
[0113]
再次,沉积具有预限定厚度的单个层使得可以减小在固化层和支撑表面被分离并移动离开彼此时在它们之间生成的牵引力。
[0114]
此外,使用包括若干可替换的层状元件的支撑表面使得可以减少由于暴露于多个预限定的辐射而导致的支撑表面本身的不透射性。
[0115]
此外,在支撑表面上沉积若干不同材料以便获得相同的层的可能性,使得可以生产包括由不同材料构成的层的三维对象,而不影响机器的结构复杂性并且不增大对象本身的生产时间
[0116]
最后,根据本发明的方法的实施方案允许减少三维对象的处理时间和生产成本,因为它消除了将支撑板浸没于基础物质中的需要,因此加快了每个固化层从支撑表面分离的操作,并且避免了自发形成基础物质的新的层所需的等待时间。
[0117]
此外,处理时间比本领域中已知的系统所涉及的处理时间快,因为利用本发明,在沉积将构成相继的层的光硬化材料之前,不必等待直到对象层的照射已经完成。
[0118]
在实施时,作为本发明主题的方法和机器可以进行尽管本文没有描述并且在附图中未例示的另外的修改,但是如果它们落入所附权利要求的范围内,则须全部被视为受到本专利的保护。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 立体印刷

 热门咨询
热门咨询




tips