
 商标分类
商标分类  商标转让
商标转让 
塑胶成型部件的制作方法
 2021-02-23 12:02:28|
2021-02-23 12:02:28| 368|
368| 起点商标网
起点商标网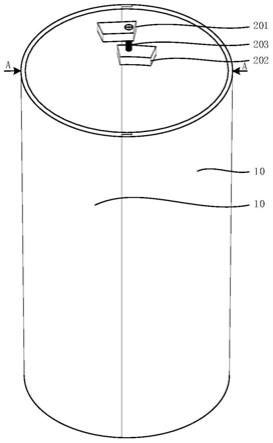
[0001]
本申请实施例涉及产品组装领域,具体涉及一种塑胶成型部件。
背景技术:
[0002]
塑料收缩率是指塑料制件在成型温度下的尺寸与从模具中取出冷却至室温后的尺寸之差的百分比,用于反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。塑胶制件的收缩率一般比较大,使得塑胶制件存在设计误差,其在组装时易导致较大的组装间隙。然而,相关国家标准对塑胶成型组装产品的外形间隙要求较低,导致行业内此类塑胶成型产品,尤其是细长形状的塑胶成型产品的组装缝隙较大,产品不美观。
技术实现要素:
[0003]
本申请实施例提供了一种塑胶成型部件,塑胶成型部件包括拉伸组件和至少两个塑胶成型的组装件;拉伸组件包括:第一夹持件、第二夹持件和拉伸件;第一夹持件、第二夹持件对应设置于相邻的组装件上;拉伸件贯穿第一夹持件,与第二夹持件活动连接。
[0004]
在一些实施例中,第一夹持件具有空心柱结构,第二夹持件的外径小于第一夹持件的内径,第二夹持件套接于第一夹持件内,拉伸件贯穿第一夹持件,与设置于第二夹持件上的连接孔活动连接。
[0005]
在一些实施例中,拉伸件为拉伸螺栓,活动连接采用螺纹连接的方式。
[0006]
在一些实施例中,相邻的组装件的顶部和/或底部均匹配设有拉伸组件。
[0007]
在一些实施例中,相邻的组装件中的一个组装件的顶部和/或底部设有拉伸板,第一夹持件设置于拉伸板上,第二夹持件对应设置于相邻的组装件中的另一个组装件上。
[0008]
在一些实施例中,组装件的数量为4个,分别为第一组装件、第二组装件、第三组装件、第四组装件;第一组装件的顶部和第二组装件的顶部设有第三组装件,第一组装件的底部和第二组装件的底部设有第四组装件;第一组装件的顶部和底部、第二组装件的顶部和底部均设有第一夹持件,第三组装件、第四组装件上均匹配设有第二夹持件。
[0009]
在一些实施例中,组装件的数量为3个,分别为第五组装件、第六组装件、第七组装件;第五组装件的顶部和第六组装件的顶部通过拉伸组件连接;第五组装件的底部和第六组装件的底部设有第七组装件;第五组装件的底部、第六组装件的底部均设有第一夹持件,第七组装件上匹配设有第二夹持件。
[0010]
在一些实施例中,组装件的数量为3个,分别为第八组装件、第九组装件、第十组装件;第八组装件的底部和第九组装件的底部通过拉伸组件连接;第八组装件的顶部和第九组装件的顶部设有第十组装件;第八组装件的顶部和第九组装件的顶部均设有第一夹持件,第十组装件上匹配设有第二夹持件。
[0011]
在一些实施例中,相邻的组装件上匹配设有定位组件;定位组件包括:定位孔和定位凸起;定位凸起、定位孔对应设置于相邻的组装件上。
[0012]
在一些实施例中,定位组件为采用锥定位方式的定位组件。
[0013]
本申请实施例提供的塑胶成型部件,包括拉伸组件和至少两个塑胶成型的组装件;拉伸组件包括:第一夹持件、第二夹持件和拉伸件;第一夹持件、第二夹持件对应设置于相邻的组装件上;拉伸件贯穿第一夹持件,与第二夹持件活动连接。由于塑胶成型部件易变性,本申请可以通过拉伸件减小第一夹持件、第二夹持件的间距,拉伸组装件中较短的组装件或纠正相邻组装件之间的错位,从而减小塑胶成型部件的组装间隙,提升了美观度。
附图说明
[0014]
通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本申请的其它特征、目的和优点将会变得更明显:
[0015]
图1是本申请的塑胶成型部件的一个实施例的结构图;
[0016]
图2是沿图1中a-a的剖视图;
[0017]
图3是根据本实施例的拉伸组件的一个实施例的剖视图;
[0018]
图4是本申请的塑胶成型部件的又一个实施例的结构图;
[0019]
图5是本申请的塑胶成型部件的又一个实施例的结构图。
[0020]
其中,10、组装件,101、第一组装件,102、第二组装件,103、第三组装件,104、第四组装件,105、第五组装件,106、第六组装件,107、第七组装件,20、拉伸组件,201、第一夹持件,202、第二夹持件,203、拉伸件。
具体实施方式
[0021]
下面结合附图和实施例对本申请作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。
[0022]
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本申请。
[0023]
图1-图2示出了本申请的塑胶成型部件的一个实施例的结构图,其中,图2为沿图1中a-a的剖视图。塑胶成型部件包括拉伸组件20和至少两个塑胶成型的组装件10;拉伸组件包括:第一夹持件201、第二夹持件202和拉伸件203;第一夹持件201、第二夹持件202对应设置于相邻的组装件10上;拉伸件203贯穿第一夹持件201,与第二夹持件202活动连接。
[0024]
在一些可选的实现方式中,拉伸件为拉伸螺栓,活动连接采用螺纹连接的方式。
[0025]
本实施例中,组装件10由塑胶材料通过塑胶成型工艺加工而成,多个组装件10通过配合装配可以组装成塑胶成型部件。其中,组装件10可以是采用各种结构的组装件,例如可以是板状结构、圆弧结构等等。塑胶成型部件例如可以是产品的封装外壳、产品的内部结构等等。
[0026]
需要说明的是,多个组装件10可以是形状相同的组装件,也可以是因组装需要而设置的不同形状的组装件。
[0027]
其中,塑料成型是将各种形态(粉料、粒料、溶液和分散体)的塑料,通过挤出、注射成型、压延、吹塑和热成型等方法制成所需形状的制品或坯件的过程。
[0028]
由于塑胶制品的收缩率一般比较大,使得塑胶制产品易存在设计误差,在其组装过程中易导致较大的组装间隙。例如,通过相同模具制作的两个组装件冷却后的尺寸不一
致,造成组装间隙。又比如,两个组装件的尺寸虽然一致,但是在组装过程中两个组装件之间产生错位,也会造成组装间隙。
[0029]
本实施例中,第一夹持件201上设有通孔,通孔的直径小于拉伸件203的头部的直径,但大于拉伸件203的螺杆的直径,使得在拧动拉伸件203时,螺杆可以在通孔中自由转动;拉伸件203的螺杆贯穿通孔后,与第二夹持件202螺纹连接。
[0030]
拉伸件203的轴向与组装件10的拉伸方向保持一致。比如,通过相同模具制作的两个组装件10冷却后的长度不一致,需要对长度较短的组装件进行拉伸,则组装件的长度方向即为拉伸方向。在拧动拉伸件203的过程中,可以逐渐减小第一夹持件201、第二夹持件202的间距,从而可以拉伸组装件10中较短的组装件以减小组装件之间的尺寸误差或纠正相邻组装件之间的错位,进而减小了塑胶成型部件的组装间隙,提升了美观度。
[0031]
在一些实施例中,如图3所示,第一夹持件201具有空心柱结构,第二夹持件202的外径小于第一夹持件201的内径,第二夹持件202套接于第一夹持件201内,拉伸件203贯穿第一夹持件,与设置于第二夹持件202上的连接孔204螺纹连接。
[0032]
本实施例中,由于第二夹持件202的外径小于第一夹持件201的内径,在拧动拉伸件203过程中,第二夹持件202可以在第一夹持件201中移动;而且,第一夹持件201可以将第二夹持件202的移动限制在空心柱结构内,对拉伸件203的拉伸方向起到定向作用。
[0033]
在一些实施例中,相邻的组装件10的顶部和/或底部均匹配设有拉伸组件20。比如,由于塑胶成型部件的设计要求,相邻的组装件10的顶部卡接在一起,可以通过对应设置于相邻的组装件10的底部拉伸组件20进行拉伸。又比如,相邻的组装件10的顶部和底部均匹配设有拉伸组件20,则可以通过位于两个拉伸组件20共同对该相邻的组装件10施加拉力,以减小组装件10之间的尺寸误差或纠正相邻组装件10之间的错位。
[0034]
在一些实施例中,相邻的组装件中的一个组装件的顶部和/或底部设有拉伸板,第一夹持件201设置于拉伸板上,第二夹持件202对应设置于相邻的组装件中的另一个组装件上。
[0035]
在一些实施例中,如图4所示,组装件10的数量为4个,分别为第一组装件101、第二组装件102、第三组装件103、第四组装件104;第一组装件101的顶部和第二组装件102的顶部设有第三组装件103,第三组装件103可以作为与第一组装件101和第二组装件102搭配组装的顶板;第一组装件101的底部和第二组装件102的底部设有第四组装件104,第四组装件104可以作为与第一组装件101和第二组装件102搭配组装的底板;第一组装件101的顶部和底部、第二组装件102的顶部和底部均设有第一夹持件201,第三组装件103、第四组装件104上均匹配设有第二夹持件202。本实施例中,还可以在第一组装件101、第二组装件102上匹配设置第一夹持件201和第二夹持件202,以通过拉伸件203减小第一组装件101、第二组装件102的间隙。
[0036]
在一些实施例中,如图5所示,组装件的数量为3个,分别为第五组装件105、第六组装件106、第七组装件107;第五组装件105的顶部和第六组装件106的顶部通过拉伸组件20连接,比如第一夹持件201、第二夹持件202可以对应设置于第五组装件105和第六组装件106的顶部侧壁上,并通过拉伸件203连接;第五组装件105的底部和第六组装件106的底部设有第七组装件107,第七组装件107可以作为与第五组装件105和第六组装件106搭配组装的底板;第五组装件105的底部、第六组装件106的底部均设有第一夹持件201,第七组装件
上匹配设有两个第二夹持件202,拉伸件203贯穿第一夹持件201,与第二夹持件202螺纹连接。
[0037]
在一些实施例中,组装件的数量为3个,分别为第八组装件、第九组装件、第十组装件;第八组装件的底部和第九组装件的底部通过拉伸组件连接,比如,第一夹持件、第二夹持件可以对应设置于第八组装件和第九组装件的底部侧壁上,并通过拉伸件连接;第八组装件的顶部和第九组装件的顶部设有第十组装件,第十组装件可以作为第八组装件和第九组装件的顶板;第八组装件的顶部和第九组装件的顶部均设有第一夹持件,第十组装件上匹配设有两个第二夹持件,拉伸件贯穿第一夹持件,与第二夹持件螺纹连接。
[0038]
在一些实施例中,相邻的组装件10上匹配设有定位组件;定位组件包括:定位孔和定位凸起;定位凸起、定位孔对应设置于相邻的组装件上。
[0039]
在一些可选的实现方式中,定位组件为采用锥定位方式的定位组件。
[0040]
通过定位组件,可以方便地组装相邻的组装件10,提高组装效率。
[0041]
根据本公开的一个或多个实施例,本公开提供了一种塑胶成型部件,包括拉伸组件和至少两个塑胶成型的组装件;拉伸组件包括:第一夹持件、第二夹持件和拉伸件;第一夹持件、第二夹持件对应设置于相邻的组装件上;拉伸件贯穿第一夹持件,与第二夹持件螺纹连接。
[0042]
根据本公开的一个或多个实施例,本公开提供的塑胶成型部件中,第一夹持件具有空心柱结构,第二夹持件的外径小于第一夹持件的内径,第二夹持件套接于第一夹持件内,拉伸件贯穿第一夹持件,与设置于第二夹持件上的连接孔螺纹连接。
[0043]
根据本公开的一个或多个实施例,本公开提供的塑胶成型部件中,相邻的组装件的顶部和/或底部均匹配设有拉伸组件。
[0044]
根据本公开的一个或多个实施例,本公开提供的塑胶成型部件中,相邻的组装件中的一个组装件的顶部和/或底部设有拉伸板,第一夹持件设置于拉伸板上,第二夹持件对应设置于相邻的组装件中的另一个组装件上。
[0045]
根据本公开的一个或多个实施例,本公开提供的塑胶成型部件中,组装件的数量为4个,分别为第一组装件、第二组装件、第三组装件、第四组装件;第一组装件的顶部和第二组装件的顶部设有第三组装件,第一组装件的底部和第二组装件的底部设有第四组装件;第一组装件的顶部和底部、第二组装件的顶部和底部均设有第一夹持件,第三组装件、第四组装件上均匹配设有第二夹持件。
[0046]
根据本公开的一个或多个实施例,本公开提供的塑胶成型部件中,组装件的数量为3个,分别为第五组装件、第六组装件、第七组装件;第五组装件的顶部和第六组装件的顶部通过拉伸组件连接;第五组装件的底部和第六组装件的底部设有第七组装件;第五组装件的底部、第六组装件的底部均设有第一夹持件,第七组装件上匹配设有第二夹持件。
[0047]
根据本公开的一个或多个实施例,本公开提供的塑胶成型部件中,相邻的组装件上匹配设有定位组件;定位组件包括:定位孔和定位凸起;定位凸起、定位孔对应设置于相邻的组装件上。
[0048]
根据本公开的一个或多个实施例,本公开提供的塑胶成型部件中,定位组件为采用锥定位方式的定位组件。
[0049]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。
对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本名将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips