
 商标分类
商标分类  商标转让
商标转让 
电池帽全自动上下料设备的制作方法
 2021-02-23 12:02:07|
2021-02-23 12:02:07| 315|
315| 起点商标网
起点商标网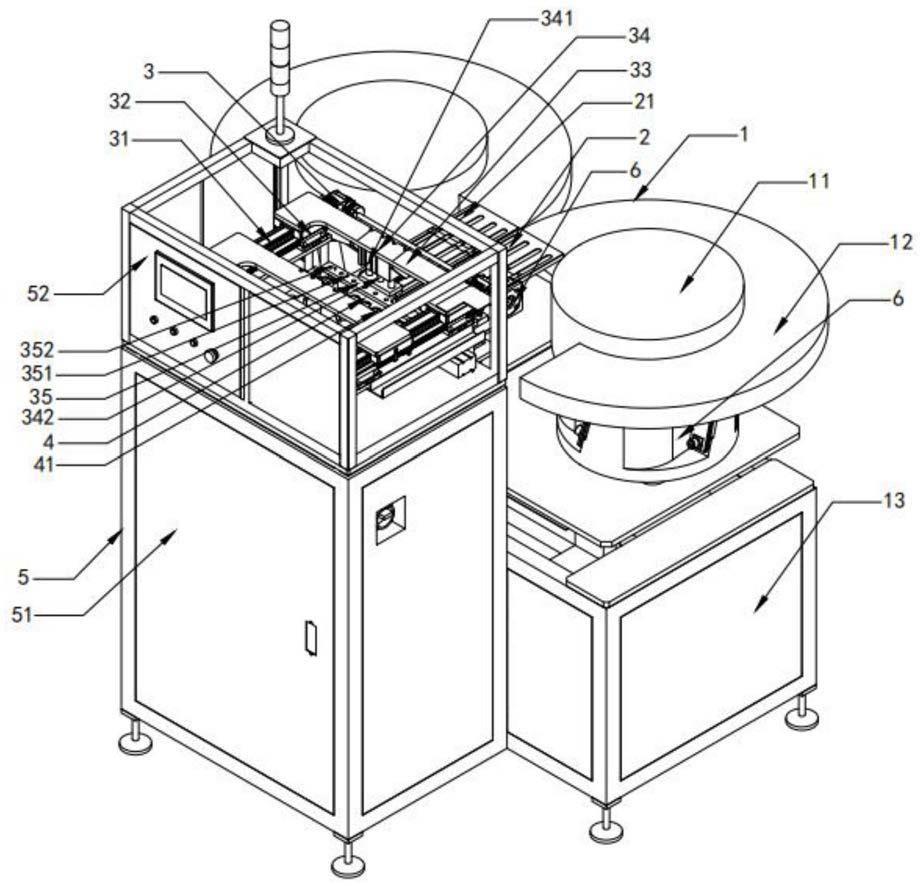
:
[0001]
本发明涉及电池帽注塑生产技术领域,尤其涉及电池帽全自动上下料设备。
背景技术:
:
[0002]
在目前电池注塑领域,很多电池帽、锂电池平头盖帽都需要包胶注塑。目前很多企业都是一台注塑机必须配套一个人员,不停的放镶件-关门-注塑-开门-取电池帽成品,这样重复性的工作不仅浪费了大量的人力物力,产品质量也不好把控。另外模具的加工温度非常高,超过了100摄氏度,放置电池帽时容易烫伤工人,安全性也不好。针对目前电池帽、锂电池配件产品量大、生产效率低、人工成本高、招工难、用工难等一系列问题急需解决。
[0003]
公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
:
[0004]
本发明的目的在于提供电池帽全自动上下料设备,从而克服上述现有技术中的缺陷。
[0005]
为实现上述目的,本发明提供电池帽全自动上下料设备,其特征在于:包括圆振供料装置、直振供料装置、电池帽抓取装置和电池帽排版装置,所述圆振供料装置包括振动盘和设置在振动盘上的环形料槽,所述直振供料装置为长方体通板结构,所述长方体通板上设置有电池帽送料槽,所述环形料槽的口部与长方体通板的口部相连,所述电池帽排版装置设置在长方体通板前端,所述电池帽抓取装置设置在长方体通板上方。
[0006]
所述电池帽抓取装置包括滑轨、滑块、连板、气动元件和吸板,所述滑轨设置在电池帽排版装置两侧,所述连板横架在两侧的滑轨上方,所述连板与滑轨通过滑块连接,所述气动元件包括气动元件本体和设置在气动元件本体内的伸缩杆,所述气动元件本体与连板连接,所述伸缩杆与吸板连接,所述吸板上设置有压缩空气接口和电池帽吸口。
[0007]
所述电池帽排版装置为一长方形钢板,所述长方形钢板上设置有电池帽安放槽,所述电池帽安放槽与电池帽吸口对应。
[0008]
所述电池帽送料槽的宽度与电池帽的直径相同。
[0009]
所述圆振供料装置的振动盘有两个以上。
[0010]
所述电池帽全自动上下料设备还包括一机架,所述机架包括电控柜和作业柜,所述作业柜位于电控柜上方,所述电池帽抓取装置和电池帽排版装置均设置在作业柜内。
[0011]
所述圆振供料装置、直振供料装置均通过电机控制。
[0012]
所述圆振供料装置下方还设置有支撑台。
[0013]
与现有技术相比,本发明具有如下有益效果:
[0014]
本发明仅需人工将电池帽倒入圆振供料装置的环形料槽内,再由震动盘将电池帽从长方体通板口部输送到电池帽送料槽内,再由伸缩杆下的吸板将电池帽从电池帽送料槽吸出并放置到电池帽排版装置的电池帽安放槽内,再通过与电池帽排版装置配套的机械手
或者模具将电池帽安放槽内的电池帽吸到注塑机进行注塑或者包胶等,无需再人工一个一个的取放电池帽,自动化程度高,可以节省大量的人力物力。
附图说明:
[0015]
图1为本发明的电池帽全自动上下料设备的结构示意图;
[0016]
图2为本发明的电池帽全自动上下料设备的部分放大示意图;
[0017]
图3为本发明的电池帽全自动上下料设备的直振供料装置示意图;
[0018]
图4为本发明的电池帽全自动上下料设备的电池帽排版装置示意图;
[0019]
附图标记为:1-圆振供料装置、11-振动盘、12-环形料槽、13-支撑台、2-直振供料装置、21-电池帽送料槽、3-电池帽抓取装置、31-滑轨、32-滑块、33-连板、34-气动元件、341-气动元件本体、342-伸缩杆、35-吸板、351-压缩空气接口、352-电池帽吸口、4-电池帽排版装置、41-电池帽安放槽、5-机架、51-电控柜、52-作业柜、6-电机。
具体实施方式:
[0020]
下面对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
[0021]
除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
[0022]
如图1-4所示,电池帽全自动上下料设备,包括圆振供料装置1、直振供料装置2、电池帽抓取装置3和电池帽排版装置4,所述圆振供料装置1包括振动盘11和设置在振动盘11上的环形料槽12,所述直振供料装置2为长方体通板结构,所述长方体通板上设置有电池帽送料槽21,所述环形料槽12的口部与长方体通板的口部相连,所述电池帽排版装置4设置在长方体通板前端,所述电池帽抓取装置3设置在长方体通板上方。
[0023]
所述电池帽抓取装置3包括滑轨31、滑块32、连板33、气动元件34和吸板35,所述滑轨31设置在电池帽排版装置4两侧,所述连板33横架在两侧的滑轨31上方,所述连板33与滑轨31通过滑块32连接,所述气动元件34包括气动元件本体341和设置在气动元件本体341内的伸缩杆342,所述气动元件本体341与连板33连接,所述伸缩杆342与吸板35连接,所述吸板35上设置有压缩空气接口351和电池帽吸口352。
[0024]
所述电池帽排版装置4为一长方形钢板,所述长方形钢板上设置有电池帽安放槽41,所述电池帽安放槽41与电池帽吸口352对应。
[0025]
所述电池帽送料槽21的宽度与电池帽的直径相同。
[0026]
所述圆振供料装置1的振动盘11有两个以上。
[0027]
所述电池帽全自动上下料设备还包括一机架5,所述机架5包括电控柜51和作业柜52,所述作业柜52位于电控柜51上方,所述电池帽抓取装置3和电池帽排版装置4均设置在作业柜52内。
[0028]
所述圆振供料装置1、直振供料装置2均通过电机6控制。
[0029]
所述圆振供料装置1下方还设置有支撑台13。
[0030]
实施时,将电池帽倒入圆振供料装置1的环形料槽12内,通过电机6控制圆振供料
装置1振动,电池帽在振动作用下由环形料槽12输送到直振供料装置2的电池帽送料槽21内,同样直振供料装置2振动将电池帽往前输送,当电池帽传输到气动元件34下方时,气动元件34启动,伸缩杆342向下运动,伸缩杆342下方的吸板35将电池帽从电池帽送料槽21内吸起,伸缩杆342向上运动,连板33在滑块32的作用下沿滑轨31滑动将电池帽运输到电池帽排版装置4上方时,伸缩杆342再次向下运动,吸板35将电池帽放下到电池帽排版装置4的电池帽安放槽41内,再通过与电池帽排版装置4配套的机械手或者模具将电池帽安放槽内的电池帽吸到注塑机进行注塑或者包胶等,本发明在对电池帽进行注塑、包胶操作时无需再由人工一个一个的取放电池帽,自动化程度高,可以提高生产效率,节省大量的人力物力。
[0031]
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips