
 商标分类
商标分类  商标转让
商标转让 
一种三维双相纤维层增强树脂基复合材料及其制备方法与流程
 2021-02-23 10:02:32|
2021-02-23 10:02:32| 444|
444| 起点商标网
起点商标网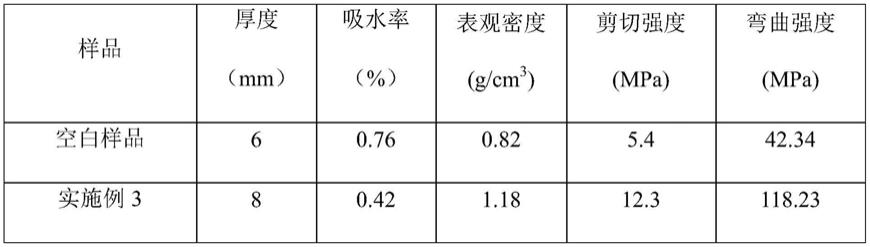
[0001]
本发明属于材料领域,具体涉及一种三维双相纤维层增强树脂基复合材料及其制备方法。
背景技术:
[0002]
在现有的纤维层增强树脂基复合材料中,纤维体和树脂的互相浸润度较差,导致两者界面的结合力较弱。另外,由于两者的热膨胀系数相差较大,在耐受高温时因体积的变化而易出现纤维和树脂接触层的脱落现象,使材料的综合力学性能大大降低。本发明是在纤维体的层与层之间借助外来基团和增强体的键连接作用力,构建具有结合紧密的浓度梯度结构,然后和树脂结合、成型后所得到的材料在受到外来应力时可以发挥出“纤维的拔出”效应。相较于单纯的纤维或者树脂体而言,本发明所得复合材料的结合综合性能更为优异。
技术实现要素:
[0003]
本发明的目的在于提供一种三维双相纤维层增强树脂基复合材料的制备方法,该方法通过在纤维层的界面引入改性基团,有效地改善了纤维界面的微观结构和不同组向纤维之间的力学结合作用,在宏观上展现出了优异的力学性能。
[0004]
为达到上述目的,本发明采用的技术方案为:
[0005]
第一方面,本发明提供一种三维双相纤维层增强树脂基复合材料的制备方法。所述制备方法包括以下步骤:步骤一:将玄武岩纤维布以液固比3~6:1浸泡在包含硅酸钾的溶液中,加入包含氢氟酸的溶液调节ph值至3~4,浸泡2~3h后将玄武岩纤维布取出,洗涤后烘干,得到经表面刻蚀和羟基化处理的纤维预制体a;步骤二:将氧化镁纤维布以液固比4~8:1浸泡在包含硅溶胶的溶液中,加入包含叔丁醇钾的溶液调节ph值至8~9,浸泡1~2h后将氧化镁纤维布取出并在其表面铺设厚度1~3mm的相诱变粉体,烘干,得到纤维前驱体b;步骤三:将纤维前驱体b以液固比3~6:1浸泡在温度为60~80℃的包含葡萄糖胺的溶液中热填充1~2h,并用伽马射线辐照处理20~40min,将辐照处理后的纤维前驱体b取出烘干,得到经辐照改性的纤维预制体c;步骤四:在纤维预制体a和纤维预制体c表面分别涂覆包含聚酰胺树脂的溶液,并将上述两种纤维预制体叠层放置,得到纤维复合体d;步骤五:将纤维复合体d压制成型,得到三维双相纤维层增强树脂基复合材料。
[0006]
较佳地,所述步骤一包含硅酸钾的溶液,按体积比由50~70%硅酸钾、10~30%乙二醇单甲醚和20~40%去离子水混合组成;所述步骤一包含氢氟酸的溶液,按体积比由70~80%氢氟酸、10~20%正硅酸乙酯和10~20%乙二醇混合组成。
[0007]
较佳地,所述步骤二包含硅溶胶的溶液按体积比,由50~70%硅溶胶、10~20%烷
基氧化胺和20~40%去离子水混合组成;所述步骤二包含叔丁醇钾的溶液按质量比,由40~60%叔丁醇钾、20~40%氢氧化钾和20~40%去离子水混合组成。
[0008]
较佳地,所述步骤二相诱变粉体按质量比,由40~60%二氧化钒、10~30%氧化钨和30~50%五氧化三钛组成;优选地,相诱变粉体的粒径为80~120μm。
[0009]
较佳地,所述步骤三包含葡萄糖胺的溶液按质量比,由40~60%葡萄糖胺、20~40%醋酸铵和20~40%异丙醇混合组成。
[0010]
较佳地,所述步骤三辐照处理的辐照剂量为30~50gy/h,辐照的总剂量为90~200gy。
[0011]
较佳地,所述步骤四的包含聚酰胺树脂的溶液的温度为80~100℃,按体积比由40~60%聚酰胺树脂、10~30%醇醚磷酸酯和30~50%去离子水组成。
[0012]
较佳地,所述叠层放置时相邻的纤维预制体a之间至少间隔一层纤维预制体c,叠层的层数为50~80层。
[0013]
第二方面,本发明提供上述任一项所述的制备方法获得的三维双相纤维层增强树脂基复合材料。
[0014]
相对于现有技术,本发明的有益效果为:依据不同纤维体的性质差异,本发明开创“双相互补”的复合方式,通过引入氢氟酸、正硅酸乙酯等低成本试剂对纤维布进行表面改性和刻蚀,改善了不同纤维之间的界面结合力和分散性能,实现了熔点高、抗热震性能差的玄武岩纤维和熔点低、抗热震性能好的氧化镁纤维的叠层复合,有效地规避了单相纤维布的力学缺陷并构建了具有优异力学性能的“双相纤维——树脂基体”的三维纤维复合体系。本发明的生产工序简易,具有实现大规模产业化生产的潜力,同时原料的来源广,成本也较为低廉,环境友好,所制备出的复合材料密度大,化学稳定性好,抗热震性能强,具有优异的力学性能和广阔的应用前景。
附图说明
[0015]
图1为本发明实施例1制备出的三维双相纤维层增强树脂基复合材料的断面扫描电镜测试图。
[0016]
图2为本发明实施例2制备出的三维双相纤维层增强树脂基复合材料微观裂纹的扫描电镜测试图。
具体实施方式
[0017]
以下示例性说明本发明所述三维双相纤维层增强树脂基复合材料的制备方法。在本发明未作具体说明的情况下,液固比指的是液固质量比。
[0018]
将玄武岩纤维布以液固比3~6:1浸泡在硅酸钾混合溶液中。作为示例,玄武岩纤维布是组合型针刺毡体,按质量比由40~60%短切原丝毡、20~40%无捻粗纱布和20~40%短切纱组合而成。其中,玄武岩纤维布的组成成分,按质量比含30~50%氧化铝、20~40%氧化锆、20~40%氧化钛和10~30%氧化铍。一些实施方式中,硅酸钾混合溶液按体积比由50~70%硅酸钾、10~30%乙二醇单甲醚和20~40%去离子水混合组成。使用硅酸钾混合溶液对玄武岩纤维布进行初步填充,因纤维体表面具有一定张力,添加硅酸钾可以调节溶液的黏度并提前浸润纤维体。而且,硅酸钾可以保护羟基基团,氢离子优先和硅酸根离
子结合而减少对羟基的影响。在实验过程发现,添加硅酸钾比不加硅酸钾的效果好。
[0019]
逐滴加入氢氟酸混合溶液调节其ph值至3~4,浸泡2~3h后将纤维布取出。氢氟酸混合溶液按体积比由70~80%氢氟酸、10~20%正硅酸乙酯和10~20%乙二醇混合组成。在氢氟酸溶液中额外引入“正硅酸乙酯”的作用和加入硅酸钾的第二个原因类似,即起到保护官能团的作用,同时提升官能团的引入效率。
[0020]
采用氢氟酸和硅酸钾多组分混合溶液对玄武岩纤维进行一体化的表面刻蚀和羟基化处理,氢氟酸溶液在刻蚀纤维表面的同时,也对硅酸钾混合溶液实现了酸化处理,乙二醇单甲醚混合溶液在微酸性条件下易分解出羟基基团,加速了羟基基团的脱离。经刻蚀后界面的比表面积增大且更为粗糙,改性后的界面也引入了更多官能团附着位点,有利于基团的嵌入和稳定附着,且增加其在纤维表面被刻蚀界面处的嵌入速率。不仅如此,氢氟酸在纤维表面刻蚀出众多的微小孔洞,增大了纤维体的比表面积和粗糙度,有利于异质官能团在纤维体的附着和纤维体的结构化刻蚀改性,优化了纤维体的基团嵌入空间和三维孔隙结构,还提高了界面反应的效率,有效避免副反应的发生。
[0021]
用碳酸氢钙混合溶液洗涤后烘干,得到经表面刻蚀和羟基化处理的纤维预制体a。碳酸氢钙混合溶液按质量比由40~60%碳酸氢钙、20~40%氢氧化钠和20~40%聚乙烯醇混合组成,洗涤5~8次并在60~90℃烘干。
[0022]
将氧化镁纤维布以液固比4~8:1浸泡浸泡在硅溶胶混合溶液中。作为示例,氧化镁纤维布是组合型针刺毡体,按质量比由40~60%短切原丝毡、20~40%无捻粗纱布和20~40%短切纱组合而成。所述氧化镁纤维的组成成分,按质量比含30~50%氧化镁、20~40%氧化铝、20~40%氧化钛和10~30%氧化锶。硅溶胶混合溶液按体积比由50~70%硅溶胶、10~20%烷基氧化胺和20~40%去离子水混合组成。例如,硅溶胶中二氧化硅的质量百分含量是40%-60%。
[0023]
逐滴加叔丁醇钾混合溶液调节其ph值至8~9,浸泡1~2h后将纤维布取出。叔丁醇钾混合溶液按质量比由40~60%叔丁醇钾、20~40%氢氧化钾和20~40%去离子水混合组成。
[0024]
采用硅溶胶多组分混合溶液在对氧化镁纤维布进行初步致密化填充的同时,将烷基氧化胺改性溶剂也均匀渗入到了纤维体的内部,在碱性环境下加速了氨基基团在氧化镁纤维布表面的复合过程,提升了界面反应的效率,调整了纤维内部多元基团的分布,因化学键作用力有利于和后续步骤中树脂的紧密结合,优化了纤维体内部的三维空间结构。
[0025]
在取出的氧化镁纤维布表面撒上1~3mm厚度的相诱变混合粉体。相诱变混合粉体有利于促进纤维体内部的浸润和异质官能团的附着。另外,相诱变粉体借助辐照作用可以改善氧化物纤维的内部晶格分布,引发多尺度的色心聚集现象,激发内部缺陷位点的空缺和诱变离子稳定结合,提升了纤维体的耐热性能,缺陷点位的表面化迁移也改善了纤维体表面的润湿性。相诱变混合粉体的粒径为80~120μm,按质量比由40~60%二氧化钒、10~30%氧化钨和30~50%五氧化三钛混合组成。将所得的纤维体于50~80℃烘干,得到纤维前驱体b。
[0026]
将纤维前驱体b以液固比3~6:1浸泡浸泡在温度为60~80℃葡萄糖胺混合溶液中热填充1~2h。葡萄糖胺混合溶液按质量比由40~60%葡萄糖胺、20~40%醋酸铵和20~40%异丙醇混合组成。
[0027]
采用低成本葡萄糖胺混合溶液对纤维体继续进行热填充化处理。辐照过程涉及到纤维内部的改性,需要在溶液中实现诱变粉体从表面到内部的浸渗,葡糖糖胺的分子尺寸较小,可以进到硅溶胶基团的空缺位并借助渗透的驱动力提供渗透力,辅助诱变粉体从表面到纤维体内部的进程。而且,葡萄糖胺化学性质稳定,引入氨基基团的同时不参与诱变反应。如此从在对纤维的内部结构进行了修复的同时成功实现了氨基基团的二次引入,这样借助渗透力的作用二次引入且深层次地引入官能团,提升了相诱导粉体和纤维界面的结合作用力,诱变粉体随着葡萄糖胺溶液的流体作用从表面进入到纤维体内部,加大了渗透的深度,为实现三维孔隙结构的均匀相辐射诱导打下了物质基础。
[0028]
用cs-137伽马射线进行辐照处理20~40mins。采用cs-137为靶的伽马射线进行辐照处理,辐照剂量为30~50gy/h,辐照的总剂量为90~200gy。
[0029]
将经处理后的纤维体取出于80~100℃的温度下烘干,得到经辐照改性的纤维预制体c。
[0030]
本发明创新性的采用cs-137伽马射线对材料进行多角度化、适当时长的辐照处理,可以有效的改善纤维体内部的晶格缺陷分布,引发多尺度的晶格色心聚集现象,提升了纤维材料的抗辐射性能,减少了材料在高温下的线收缩率和高温蠕变性,提升了纤维体的综合力学性能,保障了三维纤维体在高温下的增强增韧效果。
[0031]
将纤维预制体a和c裁剪成长度约为10~15cm,宽度约为4~8cm的长方形,采用热刷涂或热喷枪喷射的方法将聚酰胺树脂混合液和裁剪过的两种纤维预制体结合,并将两种纤维预制体依次上下叠加至50~80层,得到纤维复合体d。聚酰胺树脂混合液的温度为80~100℃,按体积比由40~60%聚酰胺树脂、10~30%醇醚磷酸酯和30~50%去离子水混合组成。包含聚酰胺树脂的溶液在纤维预制体a和纤维预制体c表面的涂覆量分别为10~14g/m2和8~12g/m2。优选地,所述叠层放置时相邻的纤维预制体a之间至少间隔一层纤维预制体c。
[0032]
借助热压成型机将纤维复合体d置于模具之中压制成型,将模具和材料物理脱离后得到三维双相纤维层增强树脂基复合材料。热压成型机型号为syd-0704,成型的温度为80~120℃,成型压力为120~160mpa,成型周期为30~90min。
[0033]
采用树脂和经表面改性的纤维体进行叠层结合的方式,在低温下即可以生产出三维树脂基复合材料,解决了传统纤维复合材料因高温处理而导致的纤维力学性能下降难题,降低了生产成本的同时也大大提升了材料的综合力学性能,具有较好的市场应用前景。
[0034]
下面列举实例对本发明做进一步说明。但本发明的范围不应局限在实施例和对比例所述的范围,任何不偏离本发明主题的改变能够为本领域的研究人员所理解,都在本发明的保护范围之内。下述示例具体的工艺参数等也仅是合适范围中的一个示例,而并非要限定于下文示例的具体数值。
[0035]
实施例1
[0036]
步骤一:将玄武岩纤维布以液固比4:1浸泡在硅酸钾混合溶液中,逐滴加改性后的氢氟酸混合溶液调节其ph值至3,浸泡3h后将纤维布取出,用碳酸氢钙混合溶液洗涤5次并在60℃烘干,得到经表面刻蚀和羟基化处理的纤维预制体a;其中,玄武岩纤维布是组合型针刺毡体,按质量比由40%短切原丝毡、20%无捻粗纱布和40%短切纱组合而成,组成成分按质量比含50%氧化铝、20%氧化锆、20%氧化钛和10%
氧化铍;所述硅酸钾混合溶液按体积比由50%硅酸钾、30%乙二醇单甲醚和20%去离子水混合组成;所述氢氟酸混合溶液按体积比由70%氢氟酸、10%正硅酸乙酯和20%乙二醇混合组成;所述碳酸氢钙混合溶液按质量比由40%碳酸氢钙、20%氢氧化钠和40%聚乙烯醇混合组成;步骤二:将氧化镁纤维布以液固比6:1浸泡在硅溶胶混合溶液中,逐滴加叔丁醇钾混合溶液调节其ph值至8,浸泡1h后将纤维布取出并在其表面撒上一层1mm厚度的相诱变混合粉体,将所得的纤维体于50℃烘干,得到纤维前驱体b;其中,氧化镁纤维布是组合型针刺毡体,按质量比由45%短切原丝毡、25%无捻粗纱布和30%短切纱组合而成,组成成分按质量比含30%氧化镁、40%氧化铝、20%氧化钛和10%氧化锶;所述硅溶胶混合溶液按体积比由55%硅溶胶、15%烷基氧化胺和30%去离子水混合组成;所述叔丁醇钾混合溶液按质量比由45%叔丁醇钾、25%氢氧化钾和30%去离子水混合组成;所述相诱变混合粉体的粒径为80~120μm,按质量比由40%二氧化钒、10%氧化钨和50%五氧化三钛混合组成;步骤三:将纤维前驱体b以液固比4:1浸泡在温度为60℃葡萄糖胺混合溶液中热填充1h,并用cs-137为靶的伽马射线辐照处理20mins,辐照剂量为30gy/h,辐照的总剂量为90gy,将经处理后的纤维体取出于80℃的温度下烘干,得到经辐照改性的纤维预制体c;其中,葡萄糖胺混合溶液按质量比由45%葡萄糖胺、25%醋酸铵和30%异丙醇混合组成;步骤四:将纤维预制体a和纤维预制体c裁剪成长度约为10~15cm,宽度约为4~8cm的长方形,采用热刷涂或热喷枪喷射的方法将聚酰胺树脂混合液和裁剪过的两种纤维预制体结合,并将两种纤维预制体依次上下叠加至50层,得到纤维复合体d;其中,聚酰胺树脂混合液的温度为80℃,按体积比由40%聚酰胺树脂、10%醇醚磷酸酯和50%去离子水混合组成;步骤五:借助型号为syd-0704的热压成型机,在成型温度为80℃,成型压力为160mpa,成型周期为50min将纤维复合体d置于模具之中压制成型,将模具和材料物理脱离后得到三维双相纤维层增强树脂基复合材料。
[0037]
从图1可以看到三维纤维体的结构致密,两种不同的纤维相结合紧密,化学稳定性良好。在纤维断裂的过程中,断裂口位置延展均匀,部分纤维出现了“拔出效应”,说明纤维和基体的界面结合力适当,纤维有效地协助基体分担了外来载荷的应力作用。
[0038]
实施例2步骤一:将玄武岩纤维布以液固比3:1浸泡在硅酸钾混合溶液中,逐滴加改性后的氢氟酸混合溶液调节其ph值至3.5,浸泡2.5h后将纤维布取出,用碳酸氢钙混合溶液洗涤6次并在80℃烘干,得到经表面刻蚀和羟基化处理的纤维预制体a;其中,玄武岩纤维布是组合型针刺毡体,按质量比由60%短切原丝毡、20%无捻粗纱布和20%短切纱组合而成,组成成分按质量比含30%氧化铝、30%氧化锆、25%氧化钛和15%氧化铍;所述硅酸钾混合溶液按体积比由70%硅酸钾、10%乙二醇单甲醚和20%去离子水混合组成;所述氢氟酸混合溶液按体积比由80%氢氟酸、10%正硅酸乙酯和10%乙二醇混合组成;所述碳酸氢钙混合溶液按质量比由60%碳酸氢钙、20%氢氧化钠和20%聚乙烯醇混合组成;步骤二:将氧化镁纤维布以液固比4:1浸泡在硅溶胶混合溶液中,逐滴加叔丁醇钾混合溶液调节其ph值至8.5,浸泡1.5h后将纤维布取出并在其表面撒上一层2mm厚度的相诱变混
合粉体,将所得的纤维体于70℃烘干,得到纤维前驱体b;其中,氧化镁纤维布是组合型针刺毡体,按质量比由40%短切原丝毡、30%无捻粗纱布和30%短切纱组合而成,组成成分按质量比含30%氧化镁、30%氧化铝、25%氧化钛和15%氧化锶;所述硅溶胶混合溶液按体积比由50%硅溶胶、20%烷基氧化胺和30%去离子水混合组成;所述叔丁醇钾混合溶液按质量比由40%叔丁醇钾、30%氢氧化钾和30%去离子水混合组成;所述相诱变混合粉体的粒径为80~120μm,按质量比由60%二氧化钒、10%氧化钨和30%五氧化三钛混合组成;步骤三:将纤维前驱体b以液固比3:1浸泡在温度为75℃葡萄糖胺混合溶液中热填充1.5h,并用cs-137为靶的伽马射线辐照处理35mins,辐照剂量为50gy/h,辐照的总剂量为120gy,将经处理后的纤维体取出于90℃的温度下烘干,得到经辐照改性的纤维预制体c;其中,葡萄糖胺混合溶液按质量比由40%葡萄糖胺、30%醋酸铵和30%异丙醇混合组成;步骤四:将纤维预制体a和纤维预制体c裁剪成长度约为10~15cm,宽度约为4~8cm的长方形,采用热刷涂或热喷枪喷射的方法将聚酰胺树脂混合液和裁剪过的两种纤维预制体结合,并将两种纤维预制体依次上下叠加至60层,得到纤维复合体d;其中,聚酰胺树脂混合液的温度为90℃,按体积比由60%聚酰胺树脂、10%醇醚磷酸酯和30%去离子水混合组成;步骤五:借助型号为syd-0704的热压成型机,在成型温度为100℃,成型压力为130mpa,成型周期为30min将纤维复合体d置于模具之中压制成型,将模具和材料物理脱离后得到三维双相纤维层增强树脂基复合材料。
[0039]
从图2可以看出裂纹在单根纤维界面处拓展时更改了路径方向,这使得复合体能够吸收更多的断裂能并承担更大的外来应力作用,综合力学性能表现较为优异。
[0040]
实施例3步骤一:将玄武岩纤维布以液固比6:1浸泡在硅酸钾混合溶液中,逐滴加改性后的氢氟酸混合溶液调节其ph值至4,浸泡3h后将纤维布取出,用碳酸氢钙混合溶液洗涤8次并在90℃烘干,得到经表面刻蚀和羟基化处理的纤维预制体a;其中,玄武岩纤维布是组合型针刺毡体,按质量比由40%短切原丝毡、40%无捻粗纱布和20%短切纱组合而成,组成成分按质量比含30%氧化铝、40%氧化锆、20%氧化钛和10%氧化铍;所述硅酸钾混合溶液按体积比由50%硅酸钾、10%乙二醇单甲醚和40%去离子水混合组成;所述氢氟酸混合溶液按体积比由70%氢氟酸、20%正硅酸乙酯和10%乙二醇混合组成;所述碳酸氢钙混合溶液按质量比由50%碳酸氢钙、25%氢氧化钠和25%聚乙烯醇混合组成;步骤二:将氧化镁纤维布以液固比8:1浸泡在硅溶胶混合溶液中,逐滴加叔丁醇钾混合溶液调节其ph值至9,浸泡2h后将纤维布取出并在其表面撒上一层1.5mm厚度的相诱变混合粉体,将所得的纤维体于80℃烘干,得到纤维前驱体b;其中,氧化镁纤维布是组合型针刺毡体,按质量比由50%短切原丝毡、25%无捻粗纱布和25%短切纱组合而成,组成成分按质量比含50%氧化镁、20%氧化铝、20%氧化钛和10%氧化锶;所述硅溶胶混合溶液按体积比由60%硅溶胶、10%烷基氧化胺和30%去离子水混合组成;所述叔丁醇钾混合溶液按质量比由50%叔丁醇钾、25%氢氧化钾和25%去离子水混合组成;所述相诱变混合粉体的粒径为80~120μm,按质量比由50%二氧化钒、15%氧化钨和35%五氧化三钛混合组成;
步骤三:将纤维前驱体b以液固比6:1浸泡在温度为65℃葡萄糖胺混合溶液中热填充2h,并用cs-137为靶的伽马射线辐照处理25mins,辐照剂量为40gy/h,辐照的总剂量为150gy,将经处理后的纤维体取出于100℃的温度下烘干,得到经辐照改性的纤维预制体c;其中,葡萄糖胺混合溶液按质量比由50%葡萄糖胺、25%醋酸铵和25%异丙醇混合组成;步骤四:将纤维预制体a和纤维预制体c裁剪成长度约为10~15cm,宽度约为4~8cm的长方形,采用热刷涂或热喷枪喷射的方法将聚酰胺树脂混合液和裁剪过的两种纤维预制体结合,并将两种纤维预制体依次上下叠加至70层,得到纤维复合体d;其中,聚酰胺树脂混合液的温度为100℃,按体积比由50%聚酰胺树脂、15%醇醚磷酸酯和35%去离子水混合组成;步骤五:借助型号为syd-0704的热压成型机,在成型温度为120℃,成型压力为150mpa,成型周期为70min将纤维复合体d置于模具之中压制成型,将模具和材料物理脱离后得到三维双相纤维层增强树脂基复合材料。
[0041]
将实施例3制备出的三维双相纤维层增强树脂基复合材料进行物理性质测试,在万能拉伸试验机上进行弯曲应力力学实验,得到下表1所示的测试结果:
[0042]
表1两种材料的力学性能对比
[0043]
上表中提及的空白样品是参照实施例3的方法,将树脂基体和未经表面改性和致密化处理的纤维体在模具热压成型制得的。通过表1中的数据的对比我们可以看出,本发明借助一系列表面处理技术,在三维纤维体的表面和经刻蚀处理的内部引入多元化官能团,有效地改善了纤维的综合力学性能,提升了纤维增强体和树脂基体的界面结合力,所得到的一种三维双相纤维层增强树脂基复合材料结构紧凑致密,具有较高的弯曲强度和剪切强度。同时,本发明的生产工序简易,具有实现大规模产业化生产的潜力,同时原料的来源广,成本也较为低廉,环境友好,具有广阔的潜在应用前景。
[0044]
实施例4步骤一:将玄武岩纤维布以液固比5:1浸泡在硅酸钾混合溶液中,逐滴加改性后的氢氟酸混合溶液调节其ph值至3.5,浸泡2h后将纤维布取出,用碳酸氢钙混合溶液洗涤7次并在70℃烘干,得到经表面刻蚀和羟基化处理的纤维预制体a;其中,玄武岩纤维布是组合型针刺毡体,按质量比由50%短切原丝毡、25%无捻粗纱布和25%短切纱组合而成,组成成分按质量比含30%氧化铝、20%氧化锆、40%氧化钛和10%氧化铍;所述硅酸钾混合溶液按体积比由55%硅酸钾、15%乙二醇单甲醚和30%去离子水混合组成;所述氢氟酸混合溶液按体积比由70%氢氟酸、10%正硅酸乙酯和20%乙二醇混合组成;所述碳酸氢钙混合溶液按质量比由40%碳酸氢钙、30%氢氧化钠和30%聚乙烯醇混合组成;
步骤二:将氧化镁纤维布以液固比7:1浸泡在硅溶胶混合溶液中,逐滴加叔丁醇钾混合溶液调节其ph值至9,浸泡1h后将纤维布取出并在其表面撒上一层2.5mm厚度的相诱变混合粉体,将所得的纤维体于60℃烘干,得到纤维前驱体b;其中,氧化镁纤维布是组合型针刺毡体,按质量比由40%短切原丝毡、40%无捻粗纱布和20%短切纱组合而成,组成成分按质量比含30%氧化镁、20%氧化铝、40%氧化钛和10%氧化锶;所述硅溶胶混合溶液按体积比由50%硅溶胶、10%烷基氧化胺和40%去离子水混合组成;所述叔丁醇钾混合溶液按质量比由40%叔丁醇钾、20%氢氧化钾和40%去离子水混合组成;所述相诱变混合粉体的粒径为80~120μm,按质量比由45%二氧化钒、22%氧化钨和33%五氧化三钛混合组成;步骤三:将纤维前驱体b以液固比2:1浸泡在温度为70℃葡萄糖胺混合溶液中热填充1h,并用cs-137为靶的伽马射线辐照处理30mins,辐照剂量为35gy/h,辐照的总剂量为200gy,将经处理后的纤维体取出于85℃的温度下烘干,得到经辐照改性的纤维预制体c;其中,葡萄糖胺混合溶液按质量比由40%葡萄糖胺、20%醋酸铵和40%异丙醇混合组成;步骤四:将纤维预制体a和纤维预制体c裁剪成长度约为10~15cm,宽度约为4~8cm的长方形,采用热刷涂或热喷枪喷射的方法将聚酰胺树脂混合液和裁剪过的两种纤维预制体结合,并将两种纤维预制体依次上下叠加至50层,得到纤维复合体d;其中,聚酰胺树脂混合液的温度为85℃,按体积比由45%聚酰胺树脂、22%醇醚磷酸酯和33%去离子水混合组成;步骤五:借助型号为syd-0704的热压成型机,在成型温度为90℃,成型压力为120mpa,成型周期为90min将纤维复合体d置于模具之中压制成型,将模具和材料物理脱离后得到三维双相纤维层增强树脂基复合材料。
[0045]
实施例5步骤一:将玄武岩纤维布以液固比4:1浸泡在硅酸钾混合溶液中,逐滴加改性后的氢氟酸混合溶液调节其ph值至3,浸泡2.5h后将纤维布取出,用碳酸氢钙混合溶液洗涤8次并在75℃烘干,得到经表面刻蚀和羟基化处理的纤维预制体a;其中,玄武岩纤维布是组合型针刺毡体,按质量比由40%短切原丝毡、30%无捻粗纱布和30%短切纱组合而成,组成成分按质量比含30%氧化铝、20%氧化锆、20%氧化钛和30%氧化铍;所述硅酸钾混合溶液按体积比由50%硅酸钾、20%乙二醇单甲醚和30%去离子水混合组成;所述氢氟酸混合溶液按体积比由75%氢氟酸、15%正硅酸乙酯和10%乙二醇混合组成;所述碳酸氢钙混合溶液按质量比由45%碳酸氢钙、25%氢氧化钠和30%聚乙烯醇混合组成;步骤二:将氧化镁纤维布以液固比5:1浸泡在硅溶胶混合溶液中,逐滴加叔丁醇钾混合溶液调节其ph值至8,浸泡1h后将纤维布取出并在其表面撒上一层3mm厚度的相诱变混合粉体,将所得的纤维体于75℃烘干,得到纤维前驱体b;其中,氧化镁纤维布是组合型针刺毡体,按质量比由60%短切原丝毡、20%无捻粗纱布和20%短切纱组合而成,组成成分按质量比含30%氧化镁、20%氧化铝、20%氧化钛和30%氧化锶;所述硅溶胶混合溶液按体积比由70%硅溶胶、10%烷基氧化胺和20%去离子水混合组成;所述叔丁醇钾混合溶液按质量比由60%叔丁醇钾、20%氢氧化钾和20%去离子水混合组成;所述相诱变混合粉体的粒径为80~120μm,按质量比由40%二氧化钒、20%氧化
钨和40%五氧化三钛混合组成;步骤三:将纤维前驱体b以液固比6:1浸泡在温度为80℃葡萄糖胺混合溶液中热填充1h,并用cs-137为靶的伽马射线辐照处理40mins,辐照剂量为45gy/h,辐照的总剂量为100gy,将经处理后的纤维体取出于95℃的温度下烘干,得到经辐照改性的纤维预制体c;其中,葡萄糖胺混合溶液按质量比由60%葡萄糖胺、20%醋酸铵和20%异丙醇混合组成;步骤四:将纤维预制体a和纤维预制体c裁剪成长度约为10~15cm,宽度约为4~8cm的长方形,采用热刷涂或热喷枪喷射的方法将聚酰胺树脂混合液和裁剪过的两种纤维预制体结合,并将两种纤维预制体依次上下叠加至80层,得到纤维复合体d;其中,聚酰胺树脂混合液的温度为95℃,按体积比由40%聚酰胺树脂、20%醇醚磷酸酯和40%去离子水混合组成;步骤五:借助型号为syd-0704的热压成型机,在成型温度为110℃,成型压力为140mpa,成型周期为60min将纤维复合体d置于模具之中压制成型,将模具和材料物理脱离后得到三维双相纤维层增强树脂基复合材料。
[0046]
实施例6
[0047]
步骤一:将玄武岩纤维布以液固比5:1浸泡在硅酸钾混合溶液中,逐滴加改性后的氢氟酸混合溶液调节其ph值至4,浸泡2h后将纤维布取出,用碳酸氢钙混合溶液洗涤6次并在85℃烘干,得到经表面刻蚀和羟基化处理的纤维预制体a;
[0048]
其中,玄武岩纤维布是组合型针刺毡体,按质量比由45%短切原丝毡、25%无捻粗纱布和30%短切纱组合而成,组成成分按质量比含40%氧化铝、22%氧化锆、25%氧化钛和13%氧化铍;所述硅酸钾混合溶液按体积比由60%硅酸钾、15%乙二醇单甲醚和25%去离子水混合组成;所述氢氟酸混合溶液按体积比由75%氢氟酸、10%正硅酸乙酯和15%乙二醇混合组成;所述碳酸氢钙混合溶液按质量比由40%碳酸氢钙、40%氢氧化钠和20%聚乙烯醇混合组成;
[0049]
步骤二:将氧化镁纤维布以固液比5:1浸泡在硅溶胶混合溶液中,逐滴加叔丁醇钾混合溶液调节其ph值至8.5,浸泡2h后将纤维布取出并在其表面撒上一层2mm厚度的相诱变混合粉体,将所得的纤维体于65℃烘干,得到纤维前驱体b;
[0050]
其中,氧化镁纤维布是组合型针刺毡体,按质量比由40%短切原丝毡、20%无捻粗纱布和40%短切纱组合而成,组成成分按质量比含40%氧化镁、22%氧化铝、25%氧化钛和13%氧化锶;所述硅溶胶混合溶液按体积比由50%硅溶胶、15%烷基氧化胺和35%去离子水混合组成;所述叔丁醇钾混合溶液按质量比由40%叔丁醇钾、40%氢氧化钾和20%去离子水混合组成;所述相诱变混合粉体的粒径为80~120μm,按质量比由40%二氧化钒、30%氧化钨和30%五氧化三钛混合组成;
[0051]
步骤三:将纤维前驱体b以液固比4:1浸泡在温度为70℃葡萄糖胺混合溶液中热填充2h,并用cs-137为靶的伽马射线辐照处理30mins,辐照剂量为50gy/h,辐照的总剂量为180gy,将经处理后的纤维体取出于90℃的温度下烘干,得到经辐照改性的纤维预制体c;其中,葡萄糖胺混合溶液按质量比由40%葡萄糖胺、40%醋酸铵和20%异丙醇混合组成;
[0052]
步骤四:将纤维预制体a和纤维预制体c裁剪成长度约为10~15cm,宽度约为4~8cm的长方形,采用热刷涂或热喷枪喷射的方法将聚酰胺树脂混合液和裁剪过的两种纤维预制体结合,并将两种纤维预制体依次上下叠加至60层,得到纤维复合体d;其中,聚酰胺树脂混合液的温度为90℃,按体积比由40%聚酰胺树脂、30%醇醚磷酸酯和30%去离子水混
合组成;
[0053]
步骤五:借助型号为syd-0704的热压成型机,在成型温度为100℃,成型压力为160mpa,成型周期为80min将纤维复合体d置于模具之中压制成型,将模具和材料物理脱离后得到三维双相纤维层增强树脂基复合材料。
[0054]
对实施例6的在高温下的线收缩率和高温蠕变性参照gb/t9979进行测试,其中线收缩率借助热收缩测定仪进行测试,高温蠕变性借助高温蠕变试验机进行测试。根据测试可知,线收缩率为0.6%,在1100℃的高温蠕变率为1.30%。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips