
 商标分类
商标分类  商标转让
商标转让 
调模装置及注塑机的制作方法
 2021-02-23 04:02:00|
2021-02-23 04:02:00| 432|
432| 起点商标网
起点商标网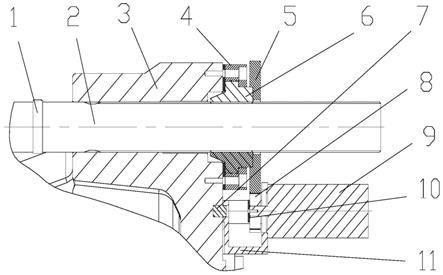
[0001]
本发明涉及注塑机领域,具体而言,涉及一种调模装置及注塑机。
背景技术:
[0002]
调模装置,即注塑机的锁模机构中用于调节动模板和定模板之间的距离的装置,在注塑机锁模机构的技术参数中,有最大模具厚度和最小模具厚度,这个最大模具厚度和最小模具厚度的调整是靠调模装置来实现的,它还可以调整锁模力的大小。
[0003]
调模装置是生产过程中不可缺少的部分,调模机构的优劣将直接影响模具安装调试的效率、安装的稳定性和可靠性。
[0004]
模具分为动模和定模,注塑机的锁模机构包括动模板和定模板,动模与动模板贴合,定模与定模板贴合。
[0005]
模具的平行度是指动模上与动模板贴合的平面和定模上与定模板贴合的平面之间的平行度。
[0006]
注塑机的平行度是指动模板上与动模贴合的平面和定模板上与定模贴合的平面之间的平行度。
[0007]
现有技术中的注塑机的调模装置是使用一个动力源驱动一个大齿轮转动,并由这个大齿轮带动位于锁模机构的四根导柱上的小齿轮同时转动,从而带动套设在导柱上的调模螺母沿导柱移动,以实现调模装置的前进或后退动作。
[0008]
注塑机在出厂前,动模板上与动模贴合的平面和定模板上与定模贴合的平面之间的平行度需要调整到一定值,当使用的模具的平行度与注塑机的平行度不匹配或匹配较差时,为了生产出合格的产品需要使用更大的锁模力,这会加大注塑机的能耗且降低注塑机的寿命。
技术实现要素:
[0009]
本发明的主要目的在于提供一种调模装置及注塑机,以解决现有技术中模具的平行度与注塑机的平行度不匹配或匹配较差的问题。
[0010]
为了实现上述目的,根据本发明的一个方面,提供了一种调模装置,包括:调模板,调模板沿注塑机的锁模装置的多个平行设置的导柱可移动地设置,调模板用于与锁模装置的动模板传动连接;多个传动组件,多个传动组件与多个导柱一一对应地设置;各个传动组件均与调模板传动连接,以带动调模板沿多个导柱移动;多个驱动部件,多个驱动部件与多个传动组件一一对应地设置,各个驱动部件均与相应的传动组件驱动连接,以通过各个驱动部件调整动模板相对于各个导柱的垂直度。
[0011]
进一步地,调模装置还包括:多个检测部件,多个检测部件与多个导柱一一对应地设置,用于检测导柱受拉伸力产生的应变值,以根据所检测到的应变值控制一个或多个驱动部件运行,以改变动模板相对于导柱的垂直度。
[0012]
进一步地,检测部件为应变仪,多个应变仪的检测探头一一对应地设置在相应的
导柱上。
[0013]
进一步地,传动组件包括多个调模螺母,多个调模螺母一一对应地套设在各个导柱上,且各个调模螺母与相应的导柱之间为螺纹配合,以通过调模螺母的运动带动调模板移动。
[0014]
进一步地,调模装置还包括:多个压盖,多个压盖设置在调模板上,多个压盖与多个导柱一一对应地设置,各个压盖与调模板之间形成多个安装空间;各个调模螺母一一对应地设置在各个安装空间内。
[0015]
进一步地,驱动部件为电机,多个电机与多个传动组件一一对应地设置,各个电机均与相应的传动组件驱动连接;传动组件还包括:主动轮,各个主动轮与相应的电机的输出轴连接;从动轮,各个主动轮与相应的从动轮之间传动连接,以带动从动轮转动;各个从动轮与相应的调模螺母连接,以带动调模螺母转动。
[0016]
进一步地,传动组件还包括:多个挡板,多个挡板与多个电机一一对应地设置;各个挡板设置在相应的主动轮远离电机的一侧,以通过挡板对位于相应的电机的输出轴上的主动轮进行止挡。
[0017]
进一步地,调模装置还包括:安装座,驱动部件安装在安装座上,安装座设置在调模板上,驱动部件通过安装座安装在调模板上。
[0018]
进一步地,驱动部件为电机,传动组件包括主动轮和与主动轮传动连接的从动轮,主动轮设置在电机的输出轴上,从动轮与调模板传动连接;调模板具有多个导柱孔,各个导柱孔均用于供相应的导柱穿过;调模板还具有多个第一定位孔,多个第一定位孔与多个导柱孔一一对应地设置,各个第一定位孔的孔心线与相应的导柱孔的孔心线之间的距离为预定距离;多个安装座上均具有与相应的第一定位孔对应的第二定位孔,第二定位孔的孔心线与相应的主动轮的中心轴线同轴设置;调模装置还包括多个定位销,各个定位销穿设在相应的第一定位孔和第二定位孔内。
[0019]
根据本发明的另一方面,提供了一种注塑机,包括调模装置,调模装置为上述的调模装置。
[0020]
本发明的调模装置,使注塑机的平行度对模具的平行度具有一定的适应性,其中,调模板沿注塑机的锁模装置中多个相互平行的导柱可移动地设置,多个传动组件与多个导柱一一对应地设置,多个驱动部件与多个传动组件一一对应地设置,各个驱动部件均与相应的传动组件驱动连接,以通过各个驱动部件调整动模板相对于各个导柱的垂直度。每个导柱上的传动组件由单独的驱动部件驱动,当需要改变模具厚度时,由多个驱动部件驱动相应的传动组件来协同实现调模板的前进或后退,以改变调模板在导柱上的轴向位置;当使用的模具的平行度与注塑机的平行度不匹配或匹配较差时,一个或多个驱动部件驱动相应的传动组件进行动作,进而改变动模板相对于各个导柱的垂直度,即改变注塑机动模板上与动模贴合的平面和定模板上与定模贴合的平面之间的平行度,实现了使注塑机的平行度与模具的平行度相匹配的技术效果,降低了生产出合格的产品所需要的锁模力的大小,降低了注塑机的能耗,延长了注塑机的使用寿命,解决了现有技术中模具的平行度与注塑机的平行度不匹配或匹配较差的问题。
附图说明
[0021]
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
[0022]
图1示出了根据本发明的实施例的调模装置的结构示意图;
[0023]
图2示出了图1所示的调模装置的局部剖视图;
[0024]
图3示出了图1所示的调模装置中的安装座的结构示意图;
[0025]
图4示出了图1所示的调模装置中的电机总成的结构示意图;以及
[0026]
图5示出了图1所示的调模装置中的调模板的结构示意图。
[0027]
其中,上述附图包括以下附图标记:
[0028]
1、检测部件;2、导柱;3、调模板;31、导柱孔;32、第一定位孔;4、压盖;5、从动轮;6、调模螺母;7、定位销;8、主动轮;9、驱动部件;10、挡板;11、安装座;111、第一安装板;1111、通孔;112、第二安装板;1121、第二定位孔;113、过渡部。
具体实施方式
[0029]
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
[0030]
如图1至图5所示,本发明提供了一种调模装置,包括:调模板3,调模板3沿注塑机的锁模装置的多个平行设置的导柱2可移动地设置,调模板3用于与锁模装置的动模板传动连接;多个传动组件,多个传动组件与多个导柱2一一对应地设置;各个传动组件均与调模板3传动连接,以带动调模板3沿多个导柱2移动;多个驱动部件9,多个驱动部件9与多个传动组件一一对应地设置,各个驱动部件9均与相应的传动组件驱动连接,以通过各个驱动部件9调整动模板相对于各个导柱2的垂直度。
[0031]
本发明的调模装置,使注塑机的平行度对模具的平行度具有一定的适应性,其中,调模板3沿注塑机的锁模装置中多个相互平行的导柱2可移动地设置,多个传动组件与多个导柱2一一对应地设置,多个驱动部件9与多个传动组件一一对应地设置,各个驱动部件9均与相应的传动组件驱动连接,以通过各个驱动部件9调整动模板相对于各个导柱2的垂直度。每个导柱2上的传动组件由单独的驱动部件9驱动,当需要改变模具厚度时,由多个驱动部件9驱动相应的传动组件来协同实现调模板3的前进或后退,以改变调模板3在导柱2上的轴向位置;当使用的模具的平行度与注塑机的平行度不匹配或匹配较差时,一个或多个驱动部件9驱动相应的传动组件进行动作,进而改变动模板相对于各个导柱2的垂直度,即改变注塑机动模板上与动模贴合的平面和定模板上与定模贴合的平面之间的平行度,实现了使注塑机的平行度与模具的平行度相匹配的技术效果,降低了生产出合格的产品所需要的锁模力的大小,降低了注塑机的能耗,延长了注塑机的使用寿命,解决了现有技术中模具的平行度与注塑机的平行度不匹配或匹配较差的问题。
[0032]
其中,“协同”强调的是各个导柱2上的驱动部件9均同时启动,同时停止,且转速相同。这样,调模板3不会因驱动部件9驱动运动的速度不同而出现移动不顺畅,保证了调模板3以及动模板相对于导柱2轴线的垂直度在移动的起点和终点不会有明显的差异。
[0033]
调模装置还包括:多个检测部件1,多个检测部件1与多个导柱2一一对应地设置,用于检测导柱2受拉伸力产生的应变值,以根据所检测到的应变值控制一个或多个驱动部
件9运行,以改变动模板相对于导柱2的垂直度。
[0034]
具体地,检测部件1为应变仪,多个应变仪的检测探头一一对应地设置在相应的导柱2上。
[0035]
每个导柱2上均安装有检测部件1的检测探头,用于测量相应的导柱2在受到受轴向拉力时所产生的应变。
[0036]
当使用的模具的平行度与机器的平行度不匹配或匹配较差时,注塑机的控制系统根据合模时检测部件1的检测数据作出判断并给出指令,以控制一个或多个驱动部件9进行微动作,改变动模板相对于导柱2的轴线的垂直度,进而实现注塑机的平行度与模具的平行度的匹配。
[0037]
如图2所示,传动组件包括多个调模螺母6,多个调模螺母6一一对应地套设在各个导柱2上,且各个调模螺母6与相应的导柱2之间为螺纹配合,以通过调模螺母6的运动带动调模板3移动。
[0038]
导柱2为注塑机的锁模装置中固定不动的导柱2,在本发明的实施例中,锁模装置包括分别位于调模板3的四个角处的四个相互平行的导柱2。
[0039]
驱动部件9与调模螺母6之间为驱动连接,以驱动调模螺母6相对于导柱2转动,通过调模螺母6与导柱2之间的螺纹配合,将旋转运动转化为直线运动,使调模螺母6沿导柱2的轴线移动,并带动调模板3沿导柱2的轴线移动。
[0040]
如图1和图2所示,调模装置还包括:多个压盖4,多个压盖4设置在调模板3上,多个压盖4与多个导柱2一一对应地设置,各个压盖4与调模板3之间形成多个安装空间;各个调模螺母6一一对应地设置在各个安装空间内。
[0041]
具体地,各个压盖4均通过紧固件安装在调模板3上,且各个压盖4均通过其中心孔套设在相应的导柱2上,压盖4与导柱2之间具有环状间隔,该环状间隔与调模板3之间组成一个安装空间,调模螺母6的中间环周沿轴线方向的两侧凸起在此空间里,且调模螺母6在导柱2的轴线方向上与压盖4和调模板3之间均具有一定的间隙,调模螺母6在安装空间能够在动力的驱动下相对于压盖4和调模板3转动。
[0042]
调模螺母6在动力的作用下以某一方向旋转时,调模螺母6靠近调模板3,并直接推动调模板3沿导柱2轴线的一个方向移动;调模螺母6在动力的作用下以相反方向旋转时,调模螺母6靠近压盖4,并推动压盖4带动调模板3沿导柱2轴线的另一方向移动。
[0043]
驱动部件9为电机,多个电机与多个传动组件一一对应地设置,各个电机均与相应的传动组件驱动连接;传动组件还包括:主动轮8,各个主动轮8与相应的电机的输出轴连接;从动轮5,各个主动轮8与相应的从动轮5之间传动连接,以带动从动轮5转动;各个从动轮5与相应的调模螺母6连接,以带动调模螺母6转动。
[0044]
调模螺母6包括依次设置的第一圆环部、第二圆环部以及锥形环部,第二圆环部的外径大于第一圆环部的外径和锥形环部的最大外径。
[0045]
压盖4的中心孔内具有环状支撑台阶,第二圆环部的一侧端面与环状支撑台阶的台阶面接触,以通过环状支撑台阶使调模螺母6不会脱出安装空间。
[0046]
第一圆环部的至少部分凸出于安装空间远离调模板3的一侧,第一圆环部穿过压盖4的中心孔并伸出到孔外,各个从动轮5分别与相应的第一圆环部位于压盖4外侧的部分连接,以带动调模螺母6在安装空间内转动。
[0047]
另外,传动组件包括多个挡板10,多个挡板10与多个电机一一对应地设置;挡板10设置在相应的主动轮8远离电机的一侧,以通过挡板10对位于相应的电机的输出轴上的主动轮8进行止挡。其中,各个挡板10均通过紧固件固定在相应的电机的输出轴的一端。
[0048]
具体地,电机为伺服电机。
[0049]
如图2至图4所示,调模装置还包括:安装座11,驱动部件9安装在安装座11上,安装座11设置在调模板3上,驱动部件9通过安装座11安装在调模板3上。
[0050]
如图3所示,安装座11包括:第一安装板111,第一安装板111用于安装驱动部件9,第一安装板111具有通孔1111,通孔1111与驱动部件9的定位止口过渡配合;第二安装板112,第二安装板112通过紧固件连接在调模板3上;过渡部113,过渡部113为空心筒状结构,第一安装板111与第二安装板112通过过渡部113连接,驱动部件9的输出轴穿过通孔并伸入过渡部113内,主动轮也位于过渡部113内。
[0051]
优选地,如图2所示,驱动部件9为电机,传动组件包括主动轮8和与主动轮8传动连接的从动轮5,主动轮8设置在电机的输出轴上,从动轮5与调模板3传动连接;调模板3具有多个导柱孔31,各个导柱孔31均用于供相应的导柱2穿过;调模板3还具有多个第一定位孔32,多个第一定位孔32与多个导柱孔31一一对应地设置,各个第一定位孔32的孔心线与相应的导柱孔31的孔心线之间的距离为预定距离;多个安装座11上均具有与相应的第一定位孔32对应的第二定位孔1121,第二定位孔1121的孔心线与相应的主动轮8的中心轴线同轴设置;调模装置还包括多个定位销7,各个定位销7穿设在相应的第一定位孔32和第二定位孔1121内。
[0052]
传动组件中的从动轮5与主动轮8之间为平行轴齿轮啮合传动,从动轮5与主动轮8的中心距由定位销7保证。预定距离为从动轮5与主动轮8之间的中心距。
[0053]
第二定位孔1121位于安装座11的第二安装板112上,且第二定位孔1121的孔轴线与第一安装板111上安装电机的通孔1111的孔轴线同轴,第一安装板111与第二安装板112的板面之间有充分的平行度,且与第二定位孔1121及通孔1111之间均有充分的垂直度,以确保主动轮8与从动轮5之间的良好啮合。
[0054]
本发明提供了一种注塑机,包括调模装置,调模装置为上述的调模装置。
[0055]
注塑机包括锁模装置,锁模装置包括调模装置、动模板以及定模板等。
[0056]
本发明的调模装置,使注塑机的平行度对模具的平行度具有一定的适应性,其中,调模板3沿注塑机的锁模装置中多个相互平行的导柱2可移动地设置,多个传动组件与多个导柱2一一对应地设置,多个驱动部件9与多个传动组件一一对应地设置,各个驱动部件9均与相应的传动组件驱动连接,以通过各个驱动部件9调整动模板相对于各个导柱2的垂直度。
[0057]
调模装置包括检测部件1、调模板3、压盖4、从动轮5、调模螺母6、定位销7、主动轮8、驱动部件9、挡板10和安装座11。其中,检测部件1的检测探头一一对应地安装在锁模装置的每根导柱2上,多个导柱2一一对应地穿设在调模板3上的多个导柱孔中,沿导柱2的轴线方向依次安装有调模板3、调模螺母6、压盖4以及从动轮5;调模螺母6与导柱2之间螺纹配合;压盖4和从动轮5均套设在相应的导柱2上,且与导柱2之间具有间隔;主动轮8与从动轮5间是平行轴齿轮传动,主动轮8安装在驱动部件9的输出轴上,驱动部件9用螺钉固定在安装座11上,安装座11用螺钉固定在调模板3上,安装座11上设置有与主动轮8的中心孔同轴的
第二定位孔1121,调模板3上设置有与安装座11的第二定位孔1121相对应的第一定位孔32;定位销7插进第一定位孔32及第二定位孔1121中,保证从动轮5和主动轮8之间有正确的相对位置,从而得到良好的齿轮传动啮合。
[0058]
每根导柱2上的调模螺母6都由各自的驱动部件9驱动,当需要改变模具厚度时,由四个驱动部件9驱动调模螺母6同向旋转,协同实现调模板3的前进或后退,以改变调模板3在导柱2轴线方向上的位置。驱动部件9驱动主动轮8旋转,主动轮8带动从动轮5旋转,从动轮5带动调模螺母6旋转,调模螺母6通过导柱2将旋转运动转变为直线运动,以带动调模板3和压盖沿导柱2移动。
[0059]
本发明的调模装置,当使用的模具的平行度与注塑机的平行度不匹配或匹配较差时,检测部件1会检测到导柱2的应变值的变化,控制系统根据检测部件1的检测数据作出判断并给出指令,以控制一个或多个驱动部件9进行微动作,驱动相应的传动组件进行动作,改变动模板相对于导柱2的轴线的垂直度,即改变注塑机动模板上与动模贴合的平面和定模板上与定模贴合的平面之间的平行度,实现了使注塑机的平行度与模具的平行度相匹配的技术效果,降低了生产出合格的产品所需要的锁模力的大小,降低了注塑机的能耗,延长了注塑机的使用寿命,解决了现有技术中模具的平行度与注塑机的平行度不匹配或匹配较差的问题。
[0060]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips