
 商标分类
商标分类  商标转让
商标转让 
一种防水抗裂保温砌块制备方法与流程
 2021-02-23 04:02:43|
2021-02-23 04:02:43| 262|
262| 起点商标网
起点商标网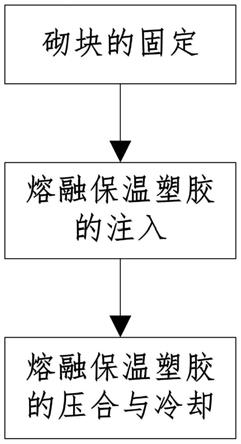
[0001]
本发明涉及保温砌块制备技术领域,特别涉及一种防水抗裂保温砌块制备方法。
背景技术:
[0002]
现有的建筑材料中越来越多的采用保温墙体和保温砌块,保温砌块设备具有质量轻、保温性能好,吸音效果好,且具有一定的强度和可加工等优点,作为围护结构的填充和保温材料。现有的保温砌块主要是在保温砌块内浇注保温层,在确保安全的前提下,最大限度地降低其冷桥效应,使其具有极其优异的保温性能。
[0003]
现有技术中在保温砌块制备过程中需要使用注塑机构将熔融状态的塑胶注入到保温砌块中,等其冷却过后形成保温层,然而在现有技术中的注塑机构结构简单,在注塑完成后不能够同步对保温层进行压合,导致保温砌块内的保温层分布不均匀,从而影响了保温砌块的保温性能,另外在注塑完成后需要对熔融塑胶进行冷却,现有技术中缺乏快速冷却机构,导致需要耗费大量时间等待塑胶冷却,降低了保温砌块的制备效率。
技术实现要素:
[0004]
为了实现上述目的,本发明采用以下技术方案,一种防水抗裂保温砌块制备方法,其使用了一种保温层注塑装置,该保温层注塑装置包括固定机构、支架、第一安装板、滚动机构、注塑机构和压合机构,采用上述保温层注塑装置对砌块的保温层注塑时具体方法如下:
[0005]
s1、砌块的固定,通过卡合机构将多组待加工的切块依次卡在多组固定机构内;
[0006]
s2、熔融保温塑胶的注入,将注塑仓装满熔融保温塑胶,然后启动注射泵让注塑喷头对待加工的砌块内注入保温塑胶;
[0007]
s3、熔融保温塑胶的压合与冷却,启动电机,让滚柱带动第一安装板沿着滑槽水平移动,直到注塑喷头位于下个未加工的砌块正上方为止,此时压合机构位于上一个注塑完成的砌块的正上方,启动电动升降杆,让压合板对上一个注塑完成的砌块内的塑胶进行压合平整,同时冷却板对塑胶进行冷却凝固,完成对砌块的保温层注塑;
[0008]
其中,所述支架成u型结构,所述支架的内腔底部中心安装有一列所述固定机构,所述固定机构共有多组,多组所述固定机构之间间距相等,所述第一安装板位于所述支架的顶部表面,所述第一安装板的表面安装有注塑机构,所述注塑机构位于所述固定机构的正上方,所述第一安装板的左右两侧安装有滚动机构,所述第一安装板的后侧设有压合机构;
[0009]
所述固定机构包括u型固定块、安装槽、密封空腔、冷却板、卡合机构、冷却风机和连接管道,所述u型固定块的顶部中心开凿有安装槽,所述安装槽的左右两侧均镶嵌有冷却板,所述u型固定块的内腔为密封空腔,所述安装槽的左右两侧顶部内壁均安装有卡合机构,多组所述密封空腔之间通过连接管道导通连接,所述支架的底部前侧固定安装有冷却风机,所述冷却风机的出风口通过管道与最外侧的密封空腔导通连接;
[0010]
所述滚动机构包括电机、滑槽和滚柱,所述第一安装板的左右两侧末端均转动安装有滚柱,所述支架的左右两侧顶部内壁均开凿有从前往后的水平滑槽,两组所述滚柱分别搭接在两组所述滑槽的表面,所述第一安装板的顶部表面固定安装有电机,所述电机的转子通过转轴与任意一组所述滚柱的顶部中心转动连接;
[0011]
所述注塑机构包括注塑仓、注塑管道、注塑喷头和注射泵,所述注塑仓位于所述第一安装板的顶部中心,所述注塑喷头共有多组,多组所述注塑喷头从左到右水平排列在所述第一安装板的正下方,所述注塑管道贯穿所述第一安装板的表面中心,所述注塑管道的顶部与所述注塑仓的内腔导通连接,所述注塑管道的底部与多组所述注塑喷头的顶部导通连接,所述注射泵安装在所述第一安装板的顶部表面,所述注射泵的注射端位于所述注塑仓内;
[0012]
所述压合机构包括第二安装板、电动升降杆和压合板,所述第二安装板位于所述第一安装板的后侧末端,所述第一安装板和第二安装板为一体成型结构,所述第二安装板的底部中心竖直安装有电动升降杆,所述电动升降杆的固定端与所述第二安装板的底部中心固定连接,所述电动升降杆的升降端底部与所述压合板的顶部中心固定连接。
[0013]
优选的;所述卡合机构包括拉杆、卡合块、活动杆、固定杆、伸缩弹簧和连接杆,所述拉杆成倒u型结构,所述拉杆的左右两侧均贯穿所述支架顶部表面,每组所述安装槽的顶部左右两侧外壁均设有卡合块,每组所述卡合块的顶部前后两侧均安装有活动杆,每组所述活动杆均套接在所述固定杆的内腔,每组所述固定杆均通过连接杆固定在所述支架的底部表面,所述活动杆的表面套接有伸缩弹簧,所述伸缩弹簧的顶部搭接在所述固定杆的底部表面,所述伸缩弹簧的底部搭接在所述卡合块的顶部表面,两组所述活动杆的顶部与所述拉杆的左右两侧均与所述拉杆的底部固定连接。
[0014]
优选的;所述冷却板为金属压制而成,所述冷却板的内侧与所述密封空腔的内腔接触。
[0015]
优选的;所述注塑仓的顶部设有漏斗状进料口,所述漏斗状进料口的表面塞有密封塞。
[0016]
优选的;所述注塑喷头和所述压合板之间的距离与相邻两组所述固定机构的距离相等。
[0017]
优选的;所述支架的内腔前后面的长度比位于最外侧的固定机构和位于最内侧的固定机构之间的距离长。
[0018]
有益效果:
[0019]
本发明的压合机构的设计能够在注塑机构对保温砌块进行注塑后同步对保温层进行压合,让保温砌块内的保温层保持均匀,解决了现有技术中在注塑完成后不能够同步对保温层进行压合,导致保温砌块内的保温层分布不均匀,从而影响了保温砌块的保温性能的问题,另外冷却板在冷却风机的作用下持续为位于保温砌块内的保温层进行降温,加块了保温层的凝固,解决了现有技术中缺乏快速冷却机构,导致需要耗费大量时间等待塑胶冷却,降低了保温砌块的制备效率的问题。
附图说明
[0020]
下面结合附图和实施例对本发明进一步说明。
[0021]
图1是本发明的工作流程图;
[0022]
图2是本发明中的保温层注塑装置正面剖视图;
[0023]
图3是本发明中的支架和固定机构的俯视图;
[0024]
图4是本发明中的卡合机构结构示意图;
[0025]
图5是图2中a的放大结构示意图;
[0026]
图6是图4中b的放大结构示意图;
[0027]
图7是本发明中的第一安装板的俯视图;
[0028]
图8是本发明中的压合机构结构示意图;
[0029]
图9是保温砌块和保温层的连接示意图。
具体实施方式
[0030]
下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
[0031]
另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
[0032]
如图1至图9所示,一种防水抗裂保温砌块制备方法,其使用了一种保温层注塑装置,该保温层注塑装置包括固定机构1、支架2、第一安装板3、滚动机构4、注塑机构5和压合机构6,采用上述保温层注塑装置对砌块的保温层注塑时具体方法如下:
[0033]
s1、砌块的固定,通过卡合机构15将多组待加工的切块依次卡在多组固定机构1内;
[0034]
s2、熔融保温塑胶的注入,将注塑仓51装满熔融保温塑胶,然后启动注射泵54让注塑喷头53对待加工的砌块内注入保温塑胶;
[0035]
s3、熔融保温塑胶的压合与冷却,启动电机41,让滚柱43带动第一安装板3沿着滑槽42水平移动,直到注塑喷头53位于下个未加工的砌块正上方为止,此时压合机构6位于上一个注塑完成的砌块的正上方,启动电动升降杆62,让压合板63对上一个注塑完成的砌块内的塑胶进行压合平整,同时冷却板14对塑胶进行冷却凝固,完成对砌块的保温层注塑;
[0036]
其中,所述支架2成u型结构,所述支架2的内腔底部中心安装有一列所述固定机构1,所述固定机构1共有多组,多组所述固定机构1之间间距相等,所述第一安装板3位于所述支架2的顶部表面,所述第一安装板3的表面安装有注塑机构5,所述注塑机构5位于所述固定机构1的正上方,所述第一安装板3的左右两侧安装有滚动机构4,所述第一安装板3的后侧设有压合机构6,所述支架2的内腔前后面的长度比位于最外侧的固定机构1和位于最内侧的固定机构1之间的距离长;
[0037]
所述固定机构1包括u型固定块11、安装槽12、密封空腔13、冷却板14、卡合机构15、冷却风机16和连接管道17,所述u型固定块11的顶部中心开凿有安装槽12,所述安装槽12的左右两侧均镶嵌有冷却板14,所述u型固定块11的内腔为密封空腔13,所述冷却板14为金属压制而成,所述冷却板14的内侧与所述密封空腔13的内腔接触,所述安装槽12的左右两侧顶部内壁均安装有卡合机构15,多组所述密封空腔13之间通过连接管道17导通连接,所述支架2的底部前侧固定安装有冷却风机16,所述冷却风机16的出风口通过管道与最外侧的密封空腔13导通连接;
[0038]
所述滚动机构4包括电机41、滑槽42和滚柱43,所述第一安装板3的左右两侧末端均转动安装有滚柱43,所述支架2的左右两侧顶部内壁均开凿有从前往后的水平滑槽42,两组所述滚柱43分别搭接在两组所述滑槽42的表面,所述第一安装板3的顶部表面固定安装有电机41,所述电机41的转子通过转轴与任意一组所述滚柱43的顶部中心转动连接;
[0039]
所述注塑机构5包括注塑仓51、注塑管道52、注塑喷头53和注射泵54,所述注塑仓51位于所述第一安装板3的顶部中心,所述注塑喷头53共有多组,多组所述注塑喷头53从左到右水平排列在所述第一安装板3的正下方,所述注塑管道52贯穿所述第一安装板3的表面中心,所述注塑管道52的顶部与所述注塑仓51的内腔导通连接,所述注塑管道52的底部与多组所述注塑喷头53的顶部导通连接,所述注射泵54安装在所述第一安装板3的顶部表面,所述注射泵54的注射端位于所述注塑仓51内,所述注塑仓51的顶部设有漏斗状进料口,所述漏斗状进料口的表面塞有密封塞;
[0040]
所述压合机构6包括第二安装板61、电动升降杆62和压合板63,所述第二安装板61位于所述第一安装板3的后侧末端,所述第一安装板3和第二安装板61为一体成型结构,所述第二安装板61的底部中心竖直安装有电动升降杆62,所述电动升降杆62的固定端与所述第二安装板61的底部中心固定连接,所述电动升降杆62的升降端底部与所述压合板63的顶部中心固定连接,所述注塑喷头53和所述压合板63之间的距离与相邻两组所述固定机构1的距离相等;
[0041]
所述卡合机构15包括拉杆151、卡合块152、活动杆153、固定杆154、伸缩弹簧155和连接杆156,所述拉杆151成倒u型结构,所述拉杆151的左右两侧均贯穿所述支架2顶部表面,每组所述安装槽12的顶部左右两侧外壁均设有卡合块152,每组所述卡合块152的顶部前后两侧均安装有活动杆153,每组所述活动杆153均套接在所述固定杆154的内腔,每组所述固定杆154均通过连接杆156固定在所述支架2的底部表面,所述活动杆153的表面套接有伸缩弹簧155,所述伸缩弹簧155的顶部搭接在所述固定杆154的底部表面,所述伸缩弹簧155的底部搭接在所述卡合块152的顶部表面,两组所述活动杆153的顶部与所述拉杆151的左右两侧均与所述拉杆151的底部固定连接;
[0042]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips