
 商标分类
商标分类  商标转让
商标转让 
嵌件局部受热的嵌件成型模具的制作方法
 2021-02-22 23:02:31|
2021-02-22 23:02:31| 318|
318| 起点商标网
起点商标网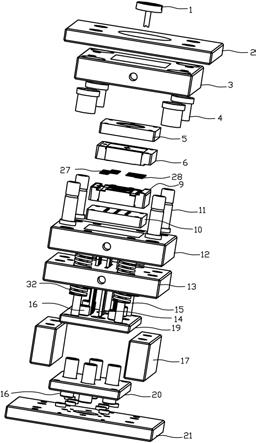
[0001]
本实用新型涉及模内注塑成型技术领域,特别是涉及一种嵌件局部受热的嵌件成型模具。
背景技术:
[0002]
现有连接器当中,一般端子的生产方式为嵌入式成型技术(insert molding),此方法是在绝缘体本体成型之前,先将金属端子装入模具内设计好的预置位置,再进行合模注塑成型,注入热塑性或热固性材料,使熔融的材料与嵌件接合固化,形成完整的端子。此技术优点在于:增强金属端子与绝缘本体的连接强度、避免金属端子变形及提升质量与良率。此技术除了应用在连接器产品外,还能够应用在其他需要将组件嵌入成型本体内的产品。
[0003]
绝缘体的常用材料为聚醚醚酮(peek),其具有稳定良好的电绝缘性能,机械性能优秀,耐高温,耐冲击,耐水解,耐辐照,耐化学性能卓越,耐磨性高,自润滑性出众,阻燃,其强度和耐疲劳性甚至优于一些金属和合金材料,是目前所有树脂中韧性和刚性结合最完美材料。根据聚醚醚酮本身的特性,对聚醚醚酮注塑成型时,注塑成型机的料筒温度需要保持在400℃~450℃,模具表面温度需要保持在220℃~250℃。连接器的金属端子表面需要镀层,镀层常用材料为金、银、镍、锡,镀层在模具此高温状态下,特别容易产生融化和变色等破坏。
技术实现要素:
[0004]
本实用新型克服了现有技术的不足,提供一种嵌件局部受热的嵌件成型模具,能够改善模具在注塑时连接器的金属端子电镀层容易产生融化和变色的问题。
[0005]
为达到上述目的,本实用新型采用的技术方案为:一种嵌件局部受热的嵌件成型模具,包括定模,以及能相对所述定模往复开合的动模;所述定模或/和所述动模之间设置有至少一个用于收纳工件的工件收纳型腔;其特征在于:所述定模或/和所述动模上设置有排气槽;所述工件收纳型腔包括定位型腔和注塑型腔;所述定模上还设置有延伸至所述注塑型腔的浇口套。
[0006]
本实用新型一个较佳实施例中,定模或/和所述动模上设置有蓄气槽,所述蓄气槽与所述排气槽连通。
[0007]
本实用新型一个较佳实施例中,定模和所述动模之间设置有连通工件收纳型腔和成型模具外部的排气槽;或/和,所述动模内设置有连通工件收纳型腔和成型模具外部的排气槽。
[0008]
本实用新型一个较佳实施例中,定模包括设置在外侧的定模座板,所述定模座板靠近动模的一侧设置有定模模板,所述定模模板内设置有定模模仁,所述定模座板上设置有浇口套,所述浇口套的注胶口延伸至所述定模模仁内。
[0009]
本实用新型一个较佳实施例中,定模模板内穿设有若干个导套,所述导套的一端
锁定在所述定模座板和定模模板之间,所述导套的另一端穿设出所述定模模板。
[0010]
本实用新型一个较佳实施例中,动模包括设置在外侧的动模座板,所述动模座板上设置有动模模板,所述动模座板和动模模板之间设置有支撑板,动模模板内嵌设有动模模仁,所述动模座板与所述支撑板之间设置有脱模机构和复位机构。
[0011]
本实用新型一个较佳实施例中,动模模仁上设置有若干个顶针孔;所述脱模机构包括若干根用于推顶所述工件的顶针;所述支撑板与所述动模座板之间设置有推板和顶针固定板;所述顶针的大端部限定在所述顶针固定板和推板之间;所述顶针的推顶端穿设出支撑板后延伸至所述动模模仁的顶针孔内。
[0012]
本实用新型一个较佳实施例中,动模座板上设置有限位导柱,所述限位导柱一端限定在所述支撑板与所述动模座板之间,所述限位导柱穿设出动模模板后与定模对应。
[0013]
本实用新型一个较佳实施例中,复位机构还包括设置在动模座板和所述支撑板之间的复位杆;所述复位杆的上端穿设出支撑板后抵靠住所述动模模板,所述复位杆的下端与所述支撑板之间设置有复位弹簧。
[0014]
本实用新型一个较佳实施例中,嵌件局部受热的嵌件成型模具的加工方法,包括以下步骤,
[0015]
步骤一,上料;将工件放入工件收纳型腔内,通过动模模仁收纳工件,且工件需要注塑的一端对应放置入工件收纳型腔内的注塑型腔中;
[0016]
步骤二,限位,合模;驱动动模和定模压合,将工件限定在定模和动模之间的工件收纳型腔中;
[0017]
步骤三,加工注塑;通过浇口套对注塑型腔中的工件进行注塑;注塑的同时通过动模和定模内的蓄气槽和排气槽进行气流换热;
[0018]
步骤四,退料脱模;将动模和定模分离,向上推顶对应穿设过动模座板的顶杆,支撑顶针和复位杆的推板向上,复位弹簧受力挤压形变,顶针穿设动模模仁推顶动模模仁内收纳的工件,实现退料脱模操作;
[0019]
步骤五,顶针复位;顶杆收回,对推板的推顶力撤销,复位弹簧恢复,复位顶针和复位杆,拉开推板和支撑板的间距。
[0020]
根据上述实施例所揭露的嵌件局部受热的嵌件成型模具及其加工方法,达到的有益效果是:
[0021]
本实用新型一种嵌件局部受热的嵌件成型模具及其加工方法,在传统模具基础上增加了蓄气槽和排气槽,解决了高温情况下,金属端子表面镀层融化和变色的技术问题,保证生产良率,可大范围推广应用。蓄气槽和排气槽能够让气体和热量顺利排出;蓄气槽和排气槽的设计不会影响端子注塑质量。
[0022]
(1)定模部分,定模仁和定模模板上设计有排气槽,气体和热量可以顺利排出。
[0023]
(2)动模部分,动模仁上设计有蓄气槽,顶针孔的位置设计有排气槽,气体和热量可以顺利通过蓄气槽和排气槽后再经过顶针与顶针孔之间的间隙后排出。
[0024]
(3)蓄气槽和绝缘体之间留有足够的安全距离,用以保证注塑质量;因为有蓄气槽的设计,注塑过程中安全距离部分积蓄的热量可以顺利传导到蓄气槽部位再经过定模和动模排出。
附图说明
[0025]
下面结合附图和实施例对本实用新型进一步说明;
[0026]
图1为根据本实用新型所揭露的实施例的正视结构示意图;
[0027]
图2为根据本实用新型所揭露的实施例的正视时的爆炸结构示意图;
[0028]
图3为根据本实用新型所揭露的实施例的轴视时的爆炸结构示意图;
[0029]
图4为根据本实用新型所揭露的实施例的正视时的剖视结构示意图一;
[0030]
图5为根据本实用新型所揭露的图4中a部的放大结构示意图;
[0031]
图6为根据本实用新型所揭露的图4中b部的放大结构示意图;
[0032]
图7为根据本实用新型所揭露的实施例的正视时的剖视结构示意图二;
[0033]
图8为根据本实用新型所揭露的实施例中动模的俯视结构示意图;
[0034]
图9为图8中c-c处的剖视结构示意图;
[0035]
图10为根据本实用新型所揭露的实施例中定模的俯视结构示意图;
[0036]
图11为图10中d-d处的剖视结构示意图;
[0037]
图12为图3中动模模仁的放大结构示意图;
[0038]
图13为根据本实用新型所揭露的实施例中工件一的金属端子一和绝缘体的结构示意图;
[0039]
图14为根据本实用新型所揭露的实施例中工件一的结构示意图;
[0040]
图15为根据本实用新型所揭露的实施例中工件二的结构示意图;
[0041]
图16为根据本实用新型所揭露的实施例中工件二的金属端子一和绝缘体的结构示意图;
[0042]
其中,1-浇口套、2-定模座板、3-定模模板、4-导套、5-定模模仁垫板、6-定模模仁、9-动模模仁、10-动模模仁垫板、11-导柱、12-动模模板、13-支撑板、14-顶针、15-复位杆、16-支撑柱、17-垫块、19-顶针固定板、20-推板、21-动模座板,231-纵向排气路径、232-横向排气路径、271-金属端子一、281-金属端子二、26-绝缘体、27-工件一、28-工件二、29-排气槽,291-纵向排气槽、292-横向排气槽、30-蓄气槽,31-垃圾钉,32-复位弹簧,33-顶针孔,34-引气槽,35-定位型腔,36-注塑型腔,37-注胶口,38-分流道。
具体实施方式
[0043]
现在结合附图和实施例对本实用新型作进一步详细的说明,这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
[0044]
需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、底、顶等),则该方向性指示仅用于解释在某一特定姿态下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语
在本实用新型中的具体含义。
[0045]
如图13~图16所示,本实用新型加工的两组工件包括一组工件一27和一组工件二28。工件一27包括金属端子一271。金属端子一271的一端通过本申请的成型模具注塑包裹有绝缘体26。工件二28包括金属端子二281。金属端子二281的一端通过本申请的成型模具注塑包裹有绝缘体26。金属端子一271和金属端子二281均为片状结构, 工件二28和工件一27的区别在于,金属端子一271上设置有弯折部,金属端子二281是平面结构。
[0046]
如图1~图12所示,一种嵌件局部受热的嵌件成型模具,包括定模以及能相对定模上下动作的动模,动模位于定模的下部;定模和动模之间设置有相对设置的两组工件收纳型腔,相对设置的两组工件收纳型腔分别用于收纳工件一27和工件二28;每个工件收纳型腔包括定位型腔35和注塑型腔36;一组用于收纳工件一27的工件收纳型腔的注塑型腔36邻近,另一组用于收纳工件二28的工件收纳型腔的注塑型腔36。工件收纳型腔的形状与其收纳的工件一27的形状或工件二28的形状相互配合。
[0047]
定模和动模分别安装设置在注塑机内,定模设置在注塑机的上部,动模设置在注塑机的下部,通过注塑机下部设置的推顶机构驱动动模相对定模上下开合动作。定模和动模上设置有排气槽29;定模上设置有延伸至注塑型腔36的浇口套1。浇口套1与注塑机的注塑机构连接,通过与注塑机构连接的浇口套1对相对设置的工件收纳型腔中的工件一27和工件二28进行注塑。
[0048]
具体的,排气槽29包括横向排气槽292和纵向排气槽291。定模和动模之间设置有连通工件收纳型腔和成型模具外部的横向排气槽292。定模和动模的收纳型腔内设置有纵向的蓄气槽30。动模内的纵向排气槽291连通收纳型腔。动模上设置有与工件收纳槽对应连通的顶针孔33;纵向排气槽291设置在顶针孔33内。定模和动模上之间还设置有横向排气槽292,横向排气槽292连接工件收纳型腔和成型模具的外部。进一步的,如图8~图12所示,动模和定模上均设置有内凹的蓄气槽30。动模上的蓄气槽30通过引气槽3434与顶针孔33连通,形成纵向排气槽291。定模上的蓄气槽30通过定模上设置的若干组错位连通的凹槽,形成与成型模具外部连通的横向排气槽292。
[0049]
更具体的,定模包括设置在外侧的定模座板2,定模座板2靠近动模的一侧设置有定模模板3,定模模板3内嵌设有定模模仁6垫板5和定模模仁6。定模座板2上设置有浇口套1,浇口套1的注胶口37穿设过定模座板2和定模模仁6垫板5以及定模模板3后延伸至定模模仁6内。定模模板3的四个角内穿分别穿设有导套4,导套4的一端设置有凸台,凸台锁定在定模座板2和定模模板3之间,导套4的另一端穿设出定模模板3。
[0050]
更具体的,动模包括设置在外侧的动模座板21,动模座板21上设置有动模模板12,动模座板21和动模模板12之间设置有支撑板13,动模模板12内嵌设有动模模仁9垫板和动模模仁9,动模座板21与支撑板13之间设置有推板20和顶针固定板19,推板20和顶针固定板19上设置有脱模机构和复位机构。更具体的,复位机构还包括设置在动模座板21和支撑板13之间的复位杆15;复位杆15的上端穿设出支撑板13后抵靠住动模模板12,复位杆15的下端与支撑板13之间设置有复位弹簧32。
[0051]
具体的,支撑板13和动模模仁9垫板以及动模模仁9上设置有若干个顶针孔33;脱模机构包括若干根用于推顶工件的顶针14;顶针14的上端穿设出支撑板13后延伸至动模模仁9的顶针孔33内,顶针14的下端限定在支撑板13和动模座板21之间。动模座板21上设置有
限位导柱11,限位导柱11一端限定在支撑板13与动模座板21之间,限位导柱11穿设出后与定模的导套4对接。
[0052]
嵌件局部受热的嵌件成型模具的加工方法,包括以下步骤,
[0053]
步骤一,上料;将工件放入工件一27和工件二28收纳型腔内,通过动模模仁9收纳工件一27和工件二28,且工件一27和工件二28需要注塑的一端对应放置入工件一27和工件二28收纳型腔内的注塑型腔36中。
[0054]
步骤二,限位,合模;下压模具使得定模和动模上下压合,将工件一27和工件二28限定在定模和动模之间的工件收纳型腔中。
[0055]
步骤三,加工注塑;通过浇口套1对注塑型腔36中的工件一27和工件二28进行注塑;注塑的同时通过动模和定模内的横向排气槽292和纵向排气槽291进行气流换热。
[0056]
步骤四,退料脱模;将动模和定模分离,动模向下动作后,对应穿设过动模座板21的顶杆向上推顶支撑顶针14和复位杆15的推板20,复位弹簧32受力挤压形变,顶针14穿设推顶动模模仁9上收纳的工件一27和工件二28,实现退料脱模操作。
[0057]
步骤五,顶针14复位;顶杆收回,对推板20的推顶力撤销,复位弹簧32恢复,复位顶针14和复位杆15,拉开推板20和支撑板13的间距。
[0058]
工作原理:
[0059]
工件一27和工件二28分别放入工件收纳型腔内,通过动模模仁9收纳工件,且工件需要注塑的一端对应放置入工件收纳型腔内的注塑型腔36中;下压模具使得定模和动模上下压合,将工件限定在定模和动模之间的工件收纳型腔中;通过浇口套1对注塑型腔36中的工件一27和工件二28位于注塑型腔36的部分进行注塑;注塑后通过动模和定模内的横向排气槽292和纵向排气槽291进行气流换热;将动模和定模分离,动模向下动作后,对应穿设过动模座板21的顶杆向上推顶支撑顶针14和复位杆15的推板20,复位弹簧32受力挤压形变,顶针14穿设推顶动模模仁9上收纳的工件,实现退料脱模操作;顶杆收回,对推板20的推顶力撤销,复位弹簧32恢复,复位顶针14和复位杆15,拉开推板20和支撑板13的间距。
[0060]
以上依据本实用新型的理想实施例为启示,通过上述的说明内容,相关人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定技术性范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips