
 商标分类
商标分类  商标转让
商标转让 
一种具有自动切断机构的注塑模具的制作方法
 2021-02-22 21:02:49|
2021-02-22 21:02:49| 242|
242| 起点商标网
起点商标网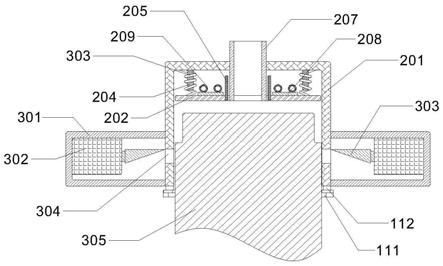
[0001]
本发明涉及注塑模具领域,具体是一种具有自动切断机构的注塑模具。
背景技术:
[0002]
注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。
[0003]
注射成型机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。首先使模具在承受住注射压力情况下闭合将制品取出注射装置在塑料注入模具之前将其熔融,然后控制压力和速度将熔体注入模具。注塑生产的产品广泛应用于:手机、手提电脑、多种塑胶外壳、通信、微电机、电脑、电器、电子、玩具、钟表、灯饰、机车等行业。目前,现有的塑胶产品在注塑时,都会有模料残留的问题,不管是直接进胶,还是潜伏式进胶或点进胶,当产品脱离模具时,产品和进浇口断开会在产品表面留下一些残余的胶料,这样会影响产品的外观,一般现有技术采用人工对模料余料进行切除,需要耗费大量人力,提高人力成本,而且需要将模料和制品先一起从模具中脱出,然后进行人工切除,效率低,耽误后续加工生产;且现有的注塑成型的速度较慢,需要较长时间的冷却才能完成定型脱模,不利于提高工厂的生产速度。
技术实现要素:
[0004]
本发明的目的在于提供一种具有自动切断机构的注塑模具,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:
[0006]
一种具有自动切断机构的注塑模具,包括冷却池和输送机构,所述输送机构包括两个驱动链轮,所述冷却池顶部两侧的两端分别与两个驱动链轮两侧转动连接,两个所述驱动链轮通过输送链条传动连接,通过驱动链轮的转动带动输送链条运动,所述输送链条上固定连接有若干个等间隔布置承载板,若干个所述承载板的顶部均固定连接有若干个均匀分布的注塑底模,所述输送机构输入端的顶部对应布置有注塑压模机构,所述注塑压模机构包括注塑头,所述注塑头的内壁固定设有若干个注塑单元,所述注塑单元包括复位压板,所述复位压板顶部的两端均通过复位弹簧与注塑头内壁的顶部固定连接,两个所述复位弹簧的内部均穿插连接有限位杆,所述复位压板的中部还穿插连接有密封套环,所述密封套环的内部与注塑管的底部滑动连接,所述注塑管的顶部与注塑挤出机构的输出端固定连接;所述注塑压模机构还包括若干个用于切断成型模料的切断机构,若干个所述切断机构对称布置于注塑头的两侧且与注塑头固定连接;输送机构的输出端一侧还对应布置有用于注塑底模上的成型模料进行卸料操作的卸料机构,所述冷却池一端的底部还固定设有由于承接成型模料的收集机构,所述收集机构的顶部与卸料机构的底部对应布置;所述冷却池的一端内壁转动连接有若干个用于调整输送链条方向的导向链轮。
[0007]
作为本发明进一步的方案:所述切断机构包括连接边箱,所述连接边箱内壁的一
端固定安装有裁切气缸,所述裁切气缸的输出端固定连接有裁切推板,所述裁切推板的底面切削为斜面,且裁切推板厚度较大端朝向裁切气缸,所述注塑头对应裁切推板端部的位置开设有裁切口。
[0008]
作为本发明进一步的方案:所述卸料机构包括取料板,所述取料板的顶部固定开设有若干个均匀分布的取料卡口,若干个所述取料卡扣的内壁均固定安装有电动夹板,若干个所述电动夹板的一侧均固定连接有橡胶垫,所述取料板的一侧与卸料汽缸的输出端固定连接,所述卸料汽缸的底部与安装架的顶部固定连接。
[0009]
作为本发明进一步的方案:所述收集机构包括收集箱,所述收集箱内壁的两侧均固定连接有滑轨,两个所述滑轨的内壁分别与振荡筛网的两侧滑动连接,所述振荡筛网的底部固定安装有振动器,所述收集箱一端的底部固定连接有排水管。
[0010]
作为本发明进一步的方案:所述收集箱两端的均开设有热风腔,两个所述热风腔的一侧均固定连接有若干个均匀分布的热风管,两个所述热风腔的另一侧均固定连接有进风管,两个所述进风管的另一端均与外接热风设备的输出端相通。
[0011]
作为本发明进一步的方案:所述注塑头内壁两端的两侧分别与两个冷凝板的两端固定连接,两个所述冷凝板的顶部均固定连接有弯曲布置的冷凝管,两个所述冷凝管的一侧均通过进气管与外接制冷设备的输出端固定连接。
[0012]
作为本发明进一步的方案:所述冷却池内壁的一端固定连接有支撑架,所述支撑架的顶部固定安装有循环水泵,所述循环水泵的输出端与出水管的一端相通,所述出水管的另一端与分流箱的一侧相通,所述分流箱的另一侧开设有若干个均匀分布的通水口。
[0013]
作为本发明进一步的方案:所述注塑底模的中部固定连接有限位挡板,所述注塑头底部的两侧均固定安装有触点开关,两个所述触点开关的底部分别与限位挡板顶部的两侧对应布置,外接注塑挤出机构通过两个触点开关与外接电源电性连接。
[0014]
作为本发明进一步的方案:所述冷却池顶部两侧的中部分别与防尘盖板的两侧固定连接。
[0015]
作为本发明进一步的方案:其工作方法包括下列步骤:
[0016]
步骤一:通过输送机构带动若干个注塑底模循环往复运动,当注塑底模运动到注塑压模机构底部时,注塑头下压,注塑底模的顶部进入注塑头内壁,当限位挡板与触点开关接触时,注塑挤出机构启动,向注塑头内部进行注塑操作;
[0017]
步骤二:当注塑完成后,外接冷凝设备启动,通过进气管向冷凝管内部通入冷气,并通过冷凝板和复位压板的传导,实现对注塑材料的降温成型;
[0018]
步骤三:完成成型后,注塑头抬起,复位弹簧推动复位压板复位,而后切断机构启动,将成型模料与复位压板裁切分离;
[0019]
步骤四:输送机构继续带动注塑底模运动,通过在注塑底膜的运动论斤上布置冷却池,并通过导向链轮改变输送方向,使得注塑底模连同成型模料均浸没于冷却池的冷却水中,实现对成型模料的冷却,而后循环水泵启动,带动冷却池中的冷却水流动,提高冷却效率;
[0020]
步骤五:当成型模料运动到输送机构的输出端时,通过卸料机构将成型模料从注塑底模上剥离,使得成型模料在重力作用下落入收集机构;
[0021]
步骤六:通过收集机构对成型模料进行收集,同时对成型模料进行除水风干操作。
[0022]
与现有技术相比,本发明的有益效果是:本发明一种具有自动切断机构的注塑模具,通过输送机构带动若干个注塑底模循环往复运动,有效提升了装置整体注塑操作的速度,提高了生产效率;当注塑底模运动到注塑压模机构底部时,注塑头下压,注塑底模的顶部进入注塑头内壁,当限位挡板与触点开关接触时,注塑挤出机构启动,向注塑头内部进行注塑操作,使得注塑操作更加稳定有序;通过设置冷凝管和冷凝板等结构,当注塑完成后,外接冷凝设备启动,通过进气管向冷凝管内部通入冷气,并通过冷凝板和复位压板的传导,实现对注塑材料的快速降温定型;通过设置自动切断机构配合复位弹簧和复位压板的复位动作,在完成定型后,实现成型模料与复位压板裁切分离,避免成型模料滞留于注塑头内部,影响后续注塑加工;通过在注塑底膜的运动路径上设置冷却池,并通过导向链轮改变输送链条的输送方向,使得注塑底模连同成型模料能够浸没于冷却池的冷却水中,实现对成型模料的冷却,而后循环水泵启动,带动冷却池中的冷却水流动,使得模料只需要在注塑头内完成初步冷却定型即可进行脱模,在冷却池中完成将后续模料冷却过程,提高冷却效率,提高整体生产加工效率;通过收集机构对成型模料进行收集,同时对成型模料进行除水风干操作,方便对成型模料进行集中收集处理。
附图说明
[0023]
图1为一种具有自动切断机构的注塑模具注塑压模机构的截面图;
[0024]
图2为一种具有自动切断机构的注塑模具整体结构布局的示意图;
[0025]
图3为一种具有自动切断机构的注塑模具冷却池结构的截面图;
[0026]
图4为一种具有自动切断机构的注塑模具收集箱结构的截面图;
[0027]
图5为一种具有自动切断机构的注塑模具注塑底模的侧视图;
[0028]
图6为一种具有自动切断机构的注塑模具取料板的侧视图。
[0029]
图中:101、冷却池;102、驱动链轮;103、输送链条;104、承载板;105、注塑底模;106、导向链轮;107、支撑架;108、循环水泵;109、分流箱;110、通水口;111、限位挡板;112、触点开关;113、防尘盖板;201、注塑头;202、复位压板;203、复位弹簧;204、限位杆;205、密封套环;206、进气管;207、注塑管;208、冷凝板;209、冷凝管;301、连接边箱;302、裁切气缸;303、裁切推板;304、裁切口;401、取料板;402、取料卡口;403、电动夹板;404、卸料汽缸;405、安装架;501、收集箱;502、滑轨;503、振荡筛网;504、振动器;505、排水管;506、热风腔;507、热风管;508、进风管。
具体实施方式
[0030]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0031]
请参阅图1-6,本发明实施例中,一种具有自动切断机构的注塑模具,包括冷却池101和输送机构,输送机构包括两个驱动链轮102,冷却池101顶部两侧的两端分别与两个驱动链轮102两侧转动连接,两个驱动链轮102通过输送链条103传动连接,通过驱动链轮102的转动带动输送链条103运动,输送链条103上固定连接有若干个等间隔布置承载板104,若
干个承载板104的顶部均固定连接有若干个均匀分布的注塑底模105,输送机构输入端的顶部对应布置有注塑压模机构,注塑压模机构包括注塑头201,注塑头201的内壁固定设有若干个注塑单元,注塑单元包括复位压板202,复位压板202顶部的两端均通过复位弹簧203与注塑头201内壁的顶部固定连接,两个复位弹簧203的内部均穿插连接有限位杆204,复位压板202的中部还穿插连接有密封套环205,密封套环205的内部与注塑管207的底部滑动连接,注塑管207的顶部与注塑挤出机构的输出端固定连接;注塑压模机构还包括若干个用于切断成型模料的切断机构,若干个切断机构对称布置于注塑头201的两侧且与注塑头201固定连接;输送机构的输出端一侧还对应布置有用于注塑底模105上的成型模料进行卸料操作的卸料机构,冷却池101一端的底部还固定设有由于承接成型模料的收集机构,收集机构的顶部与卸料机构的底部对应布置;冷却池101的一端内壁转动连接有若干个用于调整输送链条103方向的导向链轮106,通过输送机构带动若干个注塑底模105循环往复运动,以此提高注塑操作的速度,提高生产效率;当注塑底模105运动到注塑压模机构底部时,注塑头201下压,注塑底模105的顶部进入注塑头201内部,通过设置复位弹簧推动复位压板复位,在完成成型后,配合切断机构启动,实现成型模料与复位压板裁切分离,避免成型模料滞留于注塑头内部,影响后续注塑加工;。
[0032]
切断机构包括连接边箱301,连接边箱301内壁的一端固定安装有裁切气缸302,裁切气缸302的输出端固定连接有裁切推板303,裁切推板303的底面切削为斜面,且裁切推板303厚度较大端朝向裁切气缸302,注塑头201对应裁切推板303端部的位置开设有裁切口304,该裁切口的位置设置于复位堂皇推动拆卸木料回复到自然状态时,复位压板所在位置橡皮漆的两侧,满足裁切推板303端部能够正对成型模料与复位压板之间的缝隙,又由于裁切推板底部的切斜设置,使得以此使得裁切气缸推动裁切压板裁切时裁切退vb内的推推作用能够更加有限的复制从模料与辅助压板至表面的分离能够对成型木俩和复位压板之间的优选分离。
[0033]
卸料机构包括取料板401,取料板401的顶部固定开设有若干个均匀分布的取料卡口402,若干个取料卡扣的内壁均固定安装有电动夹板403,若干个电动夹板403的一侧均固定连接有橡胶垫,取料板401的一侧与卸料汽缸404的输出端固定连接,卸料汽缸404的底部与安装架405的顶部固定连接,通过设置离去料板并在去俩板上开设有若干个取料卡口402分别与若干个成型模具对应的去聊口,使得当当注塑底模105运动到卸料位置,而后电动夹板403启动,对成型模具进行夹持固定,而后卸料气缸404回缩带动成型模料与注塑底模105分离,而后电路夹板403松开成型模料,成型模料在重力作用下落入收集箱501中的振荡筛网503上,保证了拆卸木料的哟稳定卸料,。
[0034]
收集机构包括收集箱501,收集箱501内壁的两侧均固定连接有滑轨502,两个滑轨502的内壁分别与振荡筛网503的两侧滑动连接,振荡筛网503的底部固定安装有振动器504,收集箱501一端的底部固定连接有排水管505,通过设置振动器504和振动筛网,对堆积的成型模料进行振动分散,便于成型模料上附着的水从振动筛网503流入收集箱501底部,而后再由排水管505流出;同时踢狗设置收集箱501,使得当内成型模具积累到一定数量时,可以由人工将内部成型模料取出集中收集处理。
[0035]
收集箱501两端的均开设有热风腔506,两个热风腔506的一侧均固定连接有若干个均匀分布的热风管507,两个热风腔506的另一侧均固定连接有进风管508,两个进风管
508的另一端均与外接热风设备的输出端相通,时外接热风设备启动,通过热风管507向振动筛网503上的成型模料吹送热风,使其快速风干,。
[0036]
注塑头201内壁两端的两侧分别与两个冷凝板208的两端固定连接,两个冷凝板208的顶部均固定连接有弯曲布置的冷凝管209,两个冷凝管209的一侧均通过进气管206与外接制冷设备的输出端固定连接,通过设置冷凝管209和冷凝板208等结构,当注塑完成后,外接制冷设备启动,通过进气管206向冷凝管209内部通入冷气,并通过冷凝板208和复位压板202的传导,实现对注塑材料的快速降温定型。
[0037]
冷却池101内壁的一端固定连接有支撑架107,支撑架107的顶部固定安装有循环水泵108,循环水泵108的输出端与出水管的一端相通,出水管的另一端与分流箱109的一侧相通,分流箱109的另一侧开设有若干个均匀分布的通水口11,加快冷却池101内水流的流动速度,提高成型模料的冷却速度。
[0038]
注塑底模105的中部固定连接有限位挡板111,注塑头201底部的两侧均固定安装有触点开关112,两个触点开关112的底部分别与限位挡板111顶部的两侧对应布置,外接注塑挤出机构通过两个触点开关112与外接电源电性连接,通过设置触点开关112,使得限位挡板111与触点开关112接触时,注塑挤出机构启动,向注塑头201内部进行注塑操作,使得注塑操作更加稳定有序。
[0039]
冷却池101顶部两侧的中部分别与防尘盖板113的两侧固定连接,减少外接灰尘等污染物在设备长时间运转时进入冷却池101的概率,减少成型模料在未完全定型时受到污染的概率。
[0040]
本发明的工作方法包括下列步骤:
[0041]
步骤一:通过输送机构带动若干个注塑底模105循环往复运动,当注塑底模105运动到注塑压模机构底部时,注塑头201下压,注塑底模105的顶部进入注塑头201内壁,当限位挡板111与触点开关112接触时,注塑挤出机构启动,向注塑头201内部进行注塑操作;
[0042]
步骤二:当注塑完成后,外接冷凝设备启动,通过进气管206向冷凝管209内部通入冷气,并通过冷凝板208和复位压板202的传导,实现对注塑材料的降温成型;
[0043]
步骤三:完成成型后,注塑头201抬起,复位弹簧203推动复位压板202复位,而后切断机构启动,将成型模料与复位压板202裁切分离;
[0044]
步骤四:输送机构继续带动注塑底模105运动,通过在注塑底膜的运动论斤上布置冷却池101,并通过导向链轮106改变输送方向,使得注塑底模105连同成型模料均浸没于冷却池101的冷却水中,实现对成型模料的冷却,而后循环水泵108启动,带动冷却池101中的冷却水流动,提高冷却效率;
[0045]
步骤五:当成型模料运动到输送机构的输出端时,通过卸料机构将成型模料从注塑底模105上剥离,使得成型模料在重力作用下落入收集机构;
[0046]
步骤六:通过收集机构对成型模料进行收集,同时对成型模料进行除水风干操作。
[0047]
本发明在使用时,驱动链轮102转动带动输送链条103移动,进而带动承载板104和注塑底模105移动,当注塑底模105移动到注塑头201所在位置时,驱动链轮102停止运动,而后注塑头201下压,当限位挡板111与触点开关112接触挤压时,触点开关112接通电源,使得注塑挤出机构工作通过注塑管207向复位压板202和注塑底模105顶部之间放入缝隙进行注塑,复位压板202在注塑料的压力作用下移动,直到与限位杆204接触后停止,同时外接制冷
设备启动,通过进气管206向冷凝管209内通入冷气,经由冷凝板208和复位压板202的传导,实现对注塑材料温度的吸收,实现对成型模料的冷却定型,当定型完毕后,注塑头201抬起,复位弹簧203推动复位压板202复位,当复位压板202运行至裁切口304位置时,裁切气缸302启动推动两个裁切推板303将成型模料由复位压板上202裁切分离,而后注塑底模105带动成型模料与注塑头201分离,驱动链轮102继续驱动输送链条103运动,带动完成注塑的注塑底模105前移,位于输送链条103上的后一个注塑底模105继续运动到注塑头201所在位置,而后驱动链轮102再次停止,注塑头201下压,重复进行注塑操作,完成注塑的注塑底模105沿输送链条103继续运动,并通过导向链轮106改变输送方向,使得注塑底模105连同成型模料一同浸没于冷却池101的冷却水中,实现对成型模料的冷却,而后循环水泵108启动,向分流箱109内部送水,而后有分流箱109一侧的通水口110送出,带动冷却池101中的冷却水流动,加快成型模料的冷却,当注塑底模105运动到卸料位置,卸料气缸404启动,推动取料板401前移,取料板401上的若干个取料卡口402分别与若干个成型模具对应卡合,而后电动夹板403启动,对成型模具进行夹持固定,而后卸料气缸404回缩带动成型模料与注塑底模105分离,而后电路夹板403松开成型模料,成型模料在重力作用下落入收集箱501中的振荡筛网503上,而后振动器504启动,对堆积的成型模料进行振动分散,便于成型模料上附着的水从振动筛网503流入收集箱501底部,而后再由排水管505流出,同时外接热风设备启动,通过热风管507向振动筛网503上的成型模料吹送热风,使其快速风干,当收集箱501内成型模具积累到一定数量时,由人工将内部成型模料取出收集。
[0048]
在本发明中所描述的“固定连接”表示相互连接的两部件之间是固定在一起,一般是通过焊接、螺钉或胶粘等方式固定在一起;“转动连接”是指两部件连接在一起并能相对运动。
[0049]
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0050]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0051]
以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips