
 商标分类
商标分类  商标转让
商标转让 
用于通过使用机床以获得对象的方法与流程
 2021-02-22 20:02:25|
2021-02-22 20:02:25| 669|
669| 起点商标网
起点商标网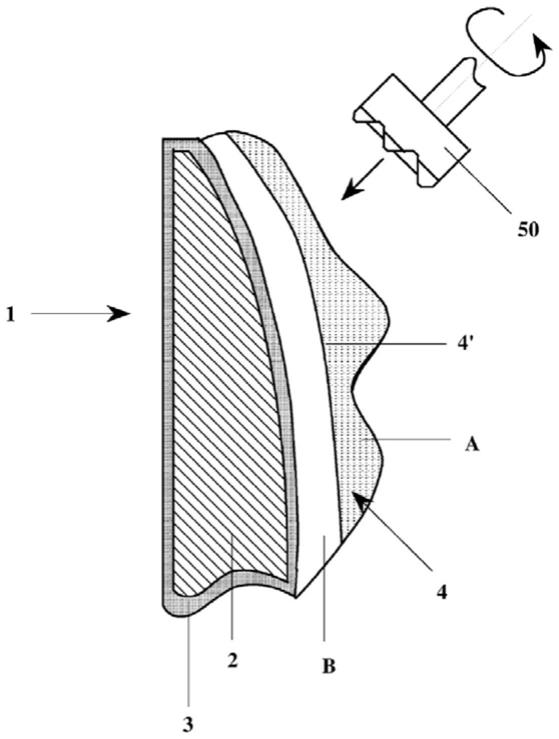
[0001]
本发明一般涉及对象的技术领域,特别是涉及可以属于家具或室内设计领域的对象诸如椅子、扶手椅或类似的对象,但也汽车领域的对象诸如汽车座椅或用于一般运输工具的座椅等。
[0002]
特别地,本发明针对一种创新的生产方法,其避免模具铸造的过程,从而使生产过程的大幅简化成为可能。
背景技术:
[0003]
已知出版物ep2346374描述了通过机床生产成件家具和室内设计装置,始于通过机床加工聚苯乙烯块以及由聚氨酯材料例如通过喷涂进行的后续涂敷。
[0004]
通过该创新的方式,对象拥有结合通过使用聚苯乙烯“芯部”所获得的轻便度的高承载特征。
[0005]
然而,可能有必要添加或实现附加层,例如填塞物,该填塞物通常经过在可发泡材料的模具中发泡来完成的程序,或者经过借由胶合来手动施加泡沫橡胶的固体部分。
[0006]
模具铸造的阶段并不那么容易,首先它需要实现合适的模具(以及随之而来的相应时间)和不简单的成形过程。外部表面的质量好,但在模具中的生产往往是昂贵且复杂的,因为它需要昂贵的设备。此外,为了同时生产较多件,需要较多的模具。最后,过程本身是“刚性”的,因为对产品进行任何改变都需要构造新的模具。
[0007]
替代性地,也可以通过胶合施加预成形的泡沫橡胶件,但在该情况下,最终的三维形状的质量不是最理想的,特别是最终的轮廓不是最理想的。
[0008]
一般而言,许多对象例如小摆设或几件家具是通过模具铸造直接地获得的。
[0009]
例如,以caponi annarita的名义发表的出版物ep2599606是已知的,其描述了通过在一聚苯乙烯模具中的铸造过程来实现任何聚苯乙烯对象,以及通过向对象赋予结构特征的聚氨酯材料的喷涂来进行的后续涂敷阶段。
[0010]
即使在该情况下,用于实现附加层诸如泡沫橡胶层的后续操作,必须通过使用模具,或者无论如何都需要通过胶合来施加预成形件来实现。
[0011]
整个过程导致与以上描述的相同的不便。
技术实现要素:
[0012]
因此,本发明的目的是提供一种创新的生产方法,其至少部分地解决了上述技术缺点。
[0013]
特别地,本发明的目的一般是提供一种用于获得对象的方法,例如室内设计对象诸如扶手椅、成件家具,椅子、桌子、凳子、长沙发、厚圆椅垫、小摆设,但还包括属于运输工具技术领域的对象,诸如汽车座椅等,其避免需要铸造模塑以具有大的且精确的表面质量。
[0014]
因此,通过根据权利要求1所述的一般用于获得对象的本方法实现这些和其它目的。
[0015]
本方法包括以下阶段:
[0016]-实现对象的基础结构(2)。
[0017]-例如,如现有技术中所述,可以获得由赋予结构特征的刚性聚氨酯所涂敷的聚苯乙烯的基础结构。
[0018]-根据本发明,通过将能够在模具中被铸造的类型的材料分布在所述基础结构的至少一部分上来实现涂层。
[0019]
可以在模具中被铸造的材料广义上是指可以在模具中被铸造和被形成并且因此优选地具有下述特征的任何材料,所述特征为通过铸造从液态或半液态和面团似的(doughy:面团状、粘成团)状态转换成在模具内固化后的固体状态。甚至更优选地,但非必要地,该材料是可发泡的和/或可膨胀的。可发泡是指其铸造的流体状态及其稠度类似膨胀和固化的泡沫。可膨胀是指其在固化期间简单地膨胀,从而使体积增大。
[0020]
分布过程优选地可以通过方法诸如喷涂进行,并且因此不使用模具。在喷涂的情况下,可以使用单个喷嘴,也可以使用同时喷涂的两个或更多个喷嘴。
[0021]-最后地,所述涂层的加工根据最终形状由机床进行。
[0022]
通过该方式,所有上述技术上的不便被容易地解决。
[0023]
特别地,如前所述,涂层的实现不发生在模具中,甚至使用能够在模具中被铸造的材料,其可以是可发泡的和/或优选地但非必要地同时是可膨胀的。相反地,涂层是通过所述材料的分布来实现的,该分布可以优选地包括例如喷涂,但还包括涂布(例如通过合适的滚转物(roller,辊轮、辊筒、滚筒)或涂布刷),所有有关的事都不使用模具。
[0024]
在喷涂例如在通过适合的喷嘴喷涂之后,该材料涂敷本体。
[0025]
因此,不需要特别的精确度就可以容易地实现具有较大厚度的涂层。然后通过由机床对其加工以去除隔离体(slider:滑动部、滑动片)来打磨涂层。
[0026]
这样,避免了在模具中进行复杂的加工,从而以便宜且快速的方式获得具有卓越的精整质量和最终形状的对象。
[0027]
有利地,该程序还使软材料块诸如泡沫橡胶块能够在分布涂层之前被施加到基础结构的预定点。
[0028]
因此,后续地可以分布例如通过喷涂来分布该能够在模具中被铸造的材料,其优选地为聚氨酯材料,并且特别地在本发明的优选实施方式中为柔性膨胀聚氨酯。
[0029]
在一实施方式中,该方法包括以下阶段:
[0030]-实现对象的基础结构(2);
[0031]-实现涂层,该涂层至少部分地涂敷所述基础结构,通过实现所述能够在模具中被铸造的材料的一个或更多个预成形块,并接合——例如通过胶合——至所述基础结构;
[0032]-根据本发明的该实施方式,同样在该情况下,根据最终形状通过机床提供了对所述涂层的后续加工。
[0033]
同样可以实现以一个或更多个预成形块的形式施加涂层,因为即使在该情况下,也不需要高精确度并且涂层在厚度上可以大幅增大。通过机床的后续加工将以高的精确度确定确切的最终形状。
[0034]
即使在该情况下,显然地也可以预先施加软材料的预成形块,例如泡沫橡胶的预成形块。
[0035]
因此,在所有实施方式中使用可发泡材料在不使用模具但利用可以提供喷涂或例如胶合一个或更多个预成形固体件的替代方法的情况下来实现涂层。
[0036]
然后通过机床进行精整。
[0037]
有利地,可以由通过一个或更多个喷嘴(60)的喷涂来进行所述分布阶段,或者在施加一个或更多个预成形块的情况下,所述预成形块被胶合至基础结构。
[0038]
有利地,所述实现基础结构的操作可以包括根据预定的形状通过机床加工一个或更多个材料块(2)。
[0039]
优选地,所述材料块(2)为聚苯乙烯。
[0040]
优选地,所述能够在模具中被铸造的材料为聚氨酯材料,特别地其可以是柔性膨胀聚氨酯或刚性膨胀聚氨酯。
[0041]
有利地,在可能的实施方式中,所述基础结构(2、3)是通过加工一个或更多个材料块(2)获得的,并且其中还提供了以下阶段:
[0042]-将致密(compact:紧密的、紧凑的)刚性聚氨酯材料层(3)分布——优选地喷涂——到所述基础结构上,以便创建适于向所述基础结构赋予预定结构特征的中间层;
[0043]-将柔性膨胀聚氨酯材料(a+b)分布——优选地喷涂——到所述中间层上以便创建所述层,所述层具有预定的软性(softness:柔软性、柔软度、软度)特征并且通过机床依照最终形状对其上进行所述加工。
[0044]
有利地,在另外的实施方式中,所述基础结构可以通过一个或更多个材料块的加工来获得,并且其中还提供了以下另外的阶段:
[0045]-将致密刚性聚氨酯材料层(3)分布——优选地喷涂——到所述基础结构上,以便创建适于向所述基础结构赋予预定结构特征的中间层;
[0046]-通过胶合一个或更多个预成形的柔性膨胀聚氨酯材料块(a1、a2)来施加到所述中间层上以便创建所述涂层,所述涂层具有预定的软性特征并且通过机床依照最终形状对其上进行所述加工。
[0047]
有利地,所述基础结构可以通过加工一个或更多个材料块来获得,并且其中还提供了以下另外的阶段:
[0048]-将致密刚性聚氨酯材料层(3)分布——优选地喷涂——到所述基础结构上,以便创建适于向所述基础结构赋予预定结构特征的中间层;
[0049]-将涂层(400a+400b)实现到所述中间层上,所述涂层是刚性膨胀聚氨酯类型的聚氨酯材料并且通过机床依照最终形状对其上进行所述加工。
[0050]
优选地,所述材料块(2)由聚苯乙烯制成。
[0051]
有利地,可以通过机床进行所述聚苯乙烯块的所述加工,以便根据预定的形状使它们成型,例如通过旋转铣刀。
[0052]
有利地,可以包括在对象的预定点中施加一个或更多个预成形块(10),所述预成形块优选地为柔性膨胀聚氨酯材料。
[0053]
在本发明的特别重要的实施方式中,一般用于获得对象(1)的方法包括以下阶段:
[0054]
实现对象的基础结构(2、3),优选地为聚苯乙烯;
[0055]
将第一聚氨酯材料分布到所述基础结构的至少一部分上以便创建刚性壳层,该刚性壳层向所述基础结构赋予预定的结构特征,所述第一聚氨酯材料是致密刚性聚氨酯材
料。
[0056]
在使用聚苯乙烯的情况下,根据这些阶段,获得对应于ep2346374中所述的对象。
[0057]
根据本发明,其现在包括涂层(a+b;400a+400b)的实现阶段,该涂层至少部分地涂敷所述刚性壳层,涂层的所述实现阶段包括将第二类型的聚氨酯材料分布到所述刚性壳层的至少一部分上,或者替代性地,实现由所述第二类型的聚氨酯材料制成并接合到所述基础结构的一个或更多个预成形块(a1、a2)。
[0058]
该第二类型的聚氨酯材料是膨胀聚氨酯材料,其形成与所述刚性壳层重叠的外部层,以较大的厚度实现所述外部层。
[0059]
然后其包括通过机床对膨胀聚氨酯材料的所述外部层进行后续加工,以便使对象达到最终大小。
[0060]
本实施方式特别有效的方式解决了所陈述的技术上的不便。
[0061]
特别地,膨胀聚氨酯相对于致密刚性聚氨酯是不同的聚氨酯。
[0062]
事实上,它相对于用于实现所述刚性壳层的致密刚性聚氨酯材料具有不同的技术特征,因此较软并且一般刚性较低,所以也适合实现填塞。
[0063]
如所述的,结构是在由致密刚性聚氨酯涂敷的聚苯乙烯中实现的情况,使得能够获得轻的、耐久且便宜的结构。
[0064]
其他轻的材料可以用于实现芯部,并始终通过致密刚性聚氨酯得以增强。
[0065]
后续填塞物如下所述获得,即通过施加——例如通过喷涂——膨胀聚氨酯,具有较大的软性特征的该膨胀聚氨酯具有与刚性聚氨酯相比不同的机械特征。这同样适用于施加预成形件的情况。这样,通过实现具有较大厚度的内部涂层而避免了模具的使用,然后可以通过机床将其打磨至一定大小,这获得了精确的加工,即使在涂层的生产阶段期间也不需要高精确度。
[0066]
因此,所使用的方法是快速、便宜且方便的。
[0067]
可使用的膨胀聚氨酯可以是柔性膨胀聚氨酯或刚性膨胀聚氨酯。
[0068]
在第一种情况下,柔性膨胀聚氨酯形成泡沫橡胶,具有显著的软性特征,因此能够为椅子、座椅等创建适当的填塞物。
[0069]
代替地,刚性膨胀聚氨酯具有较大的刚性,在有必要创建相对于泡沫橡胶更刚性的填塞物或涂层的情况下。
[0070]
因此,所选择的膨胀聚氨酯材料的类型能够获得不同程度的“软性”。
附图说明
[0071]
从仅通过非限制性示例的方式、参考附图给出的本发明的优选实施方式的下述描述,根据本发明的本方法的其它特征和优点将变得明显,在所述附图中:
[0072]
图1至图3描绘了根据第一优选实施方式的本方法的加工阶段;
[0073]
图4描绘了本发明的第二优选实施方式;
[0074]
图5a和图5b两者描绘了本发明的第三优选实施方式;
[0075]
图6描绘了本发明的另外的实施方式。
具体实施方式
[0076]
根据本发明,下面将描述本发明的一些优选实施方式:
[0077]
本发明的第一优选实施方式:
[0078]
参考图1至图3,在本发明的第一可能性实施方式中,实现了具有由聚苯乙烯制成的“芯部”的对象。
[0079]“芯部”是指中心结构,并且因此是指可以提供单一材料的或者彼此结合的两个或更多个材料的基础结构。
[0080]
该基础结构可以完全如先前的出版物ep2346374中所述,凭借通过机床的加工来实现,但模具铸造也是可能的。
[0081]
如前述出版物ep2346374中所述,可以通过机床加工一个或更多个聚苯乙烯块,其中,包括数控机床诸如铣床或热线式切割机。
[0082]
对象的最终形状可以由单个聚苯乙烯块2获得,该单个聚苯乙烯块通过一个或更多个机床依照最终形状被处理,或者最终形状可以由将根据特定形状处理的聚苯乙烯块的不同部分组装起来获得,上述聚苯乙烯块的不同部分彼此接合使得能够获得最终形状。
[0083]
同样的情况也发生在通过模具实现聚苯乙烯“芯部”的情况下,其中,其可以由两个或更多个部分后续地彼此接合而被构成。
[0084]
然后,例如根据在先前的出版物ep2346374或ep2599606中已经描述的内容,将聚氨酯材料(或其他可以在模具中被铸造的材料)分布到已实现的该结构的表面上,其中,例如通过喷涂将该聚氨酯材料分布以便创建具有预定的机械特征的涂层。
[0085]
该聚氨酯材料优选地是致密刚性聚氨酯材料(涂层)。
[0086]
这样,基础结构与聚氨酯材料层3成为整体,从而创建特别耐久的基础结构(2、3)以承受载荷。
[0087]
被喷涂以获得壳层3并因此向整个基础结构(2、3)赋予坚固性的聚氨酯是致密刚性聚氨酯材料的类型,诸如品牌basf,下面较好地描述。
[0088]
本身在现有技术中是已知的并且可以在市场上以其它品牌名称获得的该致密刚性聚氨酯材料同时固化、创建具有高机械性能的刚性壳层。为此,其被描述为致密刚性聚氨酯材料。例如,如果被喷涂在聚苯乙烯制成的椅子上,那么该椅子可以承受人的重量。
[0089]
如果有必要,可以将软材料的填塞物诸如泡沫橡胶的填塞物施加到该基础结构(2、3)上。
[0090]
泡沫橡胶被称为柔性膨胀聚氨酯材料。它与上述致密刚性聚氨酯材料不同,因为柔性泡沫材料特别容易变形(它成形为软的填塞物),而另一材料是高度刚性的并创建结构性涂层壳层。
[0091]
根据本发明,根据图3,该柔性膨胀聚氨酯被分布,优选地通过喷涂过程被分布,从而避免模具铸造的阶段。适合的喷嘴60沿表面喷涂,以便在完成阶段获得图3中描绘的以及在图1中标记为已完成的该泡沫涂层(a+b)。
[0092]
因此,图1使用字母a和b描绘已实现的涂敷区域,如下所述,在通过机床的加工的后续阶段中,部分a要被去除。
[0093]
被喷涂的该柔性聚氨酯一般被命名为柔性膨胀聚氨酯。一旦被喷涂,它就会膨胀并生成软涂层。
[0094]
因此,它将具有高的软性和可变形性的特征。
[0095]
从图1中可以推断出,该柔性膨胀聚氨酯外部层创建过大的厚度,并且因此在喷涂期间不需要任何精确加工,从而使该阶段特别简单。
[0096]
根据本发明,为了使根据所需形状实现的填塞物成形,在填塞物的一侧提供了通过上述机床的另外的加工阶段,其是最终成形的。
[0097]
同样地,图1通过示例的方式描绘了旋转工具诸如铣刀50,该旋转工具可以被布置成与该涂层接触,同时该旋转工具以预定的速度旋转以便去除部分a并获得图2中描绘的最终形状b。
[0098]
因此,可以将对象紧固至臂上安装有铣刀的机床的支撑件,其根据预定的运行被控制并且电子可编程,基本上以类似于公知的cnc机床的方式。
[0099]
在该方式下,不再需要通过可发泡材料在模具中铸造填塞物,而是在喷涂后通过机床加工泡沫材料以使其根据最终形状成形。
[0100]
因此,将可以粗略地喷涂,从而创建不太准确但较大的厚度,然后在通过机床加工后获得精确的最终形状,例如通过例如可以同时运行的一个或更多个铣刀铣削。
[0101]
在本发明的第二实施方式中:
[0102]
在不损害本发明的第一实施方式中所描述的那些的情况下,填塞物可以被手动地施加,即根据现有技术中已知的方案通过胶合填塞物的预成形件。
[0103]
完全如上所述,填塞物的材料将始终是泡沫橡胶类型的柔性膨胀聚氨酯,例如,它是预先成形的块状物,被切成多个件,然后被施加到对象上。
[0104]
图4描绘了预成形块a1、a2,预成形块可以被胶合以便创建——完全如上所述——根据最终形状通过机床被后续地加工的该涂层。
[0105]
因此,在该情况下,也不需要施加具有精确形状的件,因为确切的最终形状是由——完全如第一实施方式所述——通过机床的加工获得的。
[0106]
在本发明的第三实施方式中:
[0107]
该第三实施方式在许多方面与前几个实施方式相同,并在图5a和图5b中被描述。
[0108]
参考图5a,如其它实施方式所述地实现了一种包括块状物的基础结构,块状物优选地由聚苯乙烯制成并优选地在机床(也包括用于涉及聚苯乙烯的所有实施方式的热线)上被加工,上述块状物完全如第一和第二实施方式中所述的涂敷有由可以被喷涂的致密刚性聚氨酯材料制成的增强涂层。
[0109]
后续地,在通过喷涂施加柔性聚氨酯喷涂泡沫之前,施加预成形块10,优选地由软材料诸如橡胶或泡沫橡胶本身制成的预成形块。
[0110]
因此,一定数量的预成形块可以储存在仓库中,这些预成形块可以进一步被切割成一定大小,并且在结构上被布置——例如通过胶合——在所选择的点上。它们具有改进最终产品的舒适性能的特征,因为它们能够调节产品的整体压缩强度,从而获得期望的舒适度。
[0111]
然后根据图5b,通过喷嘴60喷涂上述柔性喷涂聚氨酯,并且通过机床如上述进行后续加工。
[0112]
在一实施方式中,明显地,可以使用如图4中描绘的橡胶泡沫预制块的胶合来代替喷涂。
[0113]
在本发明的第四实施方式中:
[0114]
在该情况下,在不影响先前所述的所有有关的事的情况下,同样的方法可以应用于不一定由聚苯乙烯制成而可能涂敷有结构聚氨酯的结构“芯部”。
[0115]
因此,在该情况下,如果不能够通过机床加工该基础结构材料,而是通过不同的加工过程(例如在用于塑料材料的模具中或在用于金属材料的弯管机中)获得该基础结构材料,则可以省略通过机床的加工。
[0116]
因此,可能不需要使用结构聚氨酯涂敷的过程来赋予结构刚性,即可能不需要致密刚性聚氨酯。
[0117]
在该情况下,施加填塞物的操作可以如上所述地进行,通过喷涂或者通过将预成形件直接胶合到“芯部”上或直接胶合到涂敷有聚氨酯的芯部上,并且其中,芯部是与聚苯乙烯不同的材料。
[0118]
涂层始终是柔性膨胀聚氨酯。
[0119]
后续地,完全如上述已经描述的实施方式,通过机床加工该填塞物以便根据最终期望的形状使其成形。
[0120]
同样根据本发明的该实施方式,可以在喷涂前或者在任何情况下施加泡沫橡胶之前施加块状物10,如图5a描绘的。
[0121]
本发明的第五实施方式:
[0122]
在该情况下,如图6描绘的以及在不损害先前已经描述的情况下,不同之处在于被分布的例如被喷涂的外部聚氨酯,以及该外部聚氨酯不是泡沫橡胶而是被称为刚性喷涂膨胀聚氨酯的更刚性一点的聚氨酯。
[0123]
其处于致密刚性聚氨酯和柔性膨胀聚氨酯之间的中间刚性水平。
[0124]
然后通过机床对其进行加工。
[0125]
图6描绘了应用于聚苯乙烯芯部的优选的实施方式,优选地通过机床加工该聚苯乙烯芯部,然后该聚苯乙烯芯部涂敷有结构聚氨酯即所述致密刚性聚氨酯。
[0126]
因此,在这个意义上制成了基础结构,该基础结构优选地由聚苯乙烯制成但也可以由其他材料制成,并在必要的情况下通过使用致密刚性结构聚氨酯材料来喷涂的过程而涂敷有聚氨酯材料。
[0127]
然后,例如通过喷涂所述刚性膨胀聚氨酯来施加涂层,并通过机床执行外部最终结构的加工。
[0128]
因此,同样对于所述其他实施方式i-ii-iii,向由致密聚氨酯制成的壳层获得重叠的一层膨胀聚氨酯,由此使得两个重叠的聚氨酯具有不同机械特征。在该情况下,刚性膨胀聚氨酯将具有比i和ii配置的柔性膨胀聚氨酯的硬度大的特征,从而能够实现比泡沫橡胶更刚性的涂层/填塞物。
[0129]
在所述的本发明的所有实施方式中,通过机床处理的聚氨酯材料层因此可以具有范围从软(柔性聚氨酯)到刚性值随着刚性膨胀聚氨酯而逐渐地增大的刚度。
[0130]
聚氨酯的机械特性可以容易地基于具体的需要来选择,以便在市场上找到最适合的聚氨酯。
[0131]
因此,所描述的和优选地使用的聚氨酯是:
[0132]
一般用于结构目的——即根据现有技术向产品赋予结构特征——的致密刚性聚
氨酯材料;
[0133]
柔性膨胀聚氨酯材料(也称为泡沫橡胶)取决于配方明显地具有不同程度的柔性和软性;
[0134]
介于市场上熟知的致密刚性聚氨酯和柔性膨胀聚氨酯之间的中间状态的刚性膨胀聚氨酯。
[0135]
上述后两者一般是通过机床加工的涂层,而不是在模具中加工和铸造的涂层。
[0136]
柔性膨胀聚氨酯可以是例如以下类型:polyol basf elastoflex w5165/113/fl,isocyanate basf iso 135/46,由basf生产。
[0137]
致密刚性聚氨酯可以是例如以下类型:basf polyol elastocoat c6315/138,basf isocyanate iso 136/34,由basf生产;
[0138]
刚性膨胀聚氨酯可以例如总是basf的elastolit型,例如elastolit d81和elastolit d82,因此具有不同的刚度。
[0139]
所有上述聚氨酯是由basf生产的,并且它们——柔性聚氨酯和刚性聚氨酯例如elastolit——的技术特征,可以在其官方网站和相关目录中找到,例如在网站上:
[0140]
http://www.polyurethanes.basf.de/pu/solutions/en_gb/content/productbrand/cosypur
[0141]
本方法能够获得任何形状的对象,诸如室内设计对象和/或几件家具,但是也可以获得汽车领域的或一般运输工具中的对象,诸如用于机动交通工具的座椅。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips