
 商标分类
商标分类  商标转让
商标转让 
塑胶挤出机滤网更换装置的制作方法
 2021-02-22 20:02:02|
2021-02-22 20:02:02| 335|
335| 起点商标网
起点商标网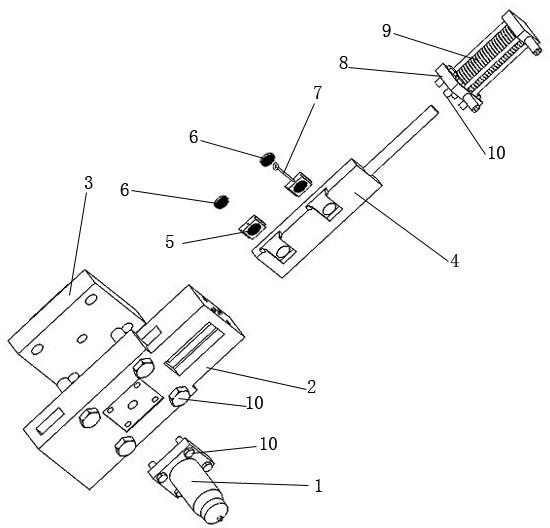
[0001]
本申请是塑胶机械零部件,尤其是涉及一种滤网更换装置。
背景技术:
[0002]
挤出机是塑胶加工中一种常见的机械,挤出机本身分很多种,珍珠棉挤出机、拉藤挤出机、注塑机挤出机、吹瓶机挤出机等,本申请所述的塑胶挤出机仅指以塑胶原材料为加工材料,通过螺杆式主轴和挤出筒连续出料的塑胶机械,这类机械有一个共同点,就是一旦挤出口断料,往往需要很长的时间重新调整机器,珍珠棉挤出机、拉藤挤出机均是如此,在加工过程中,由于珍珠棉是包装材料,珍珠棉加工也会产生大量的边角料,这也导致珍珠棉工厂、拉藤工厂往往会产生大量的二次料,一般珍珠棉工厂二次料占比达到新料的20%甚至更高,由于二次料加工过程中往往会混进一部分杂质,这些杂质会直接影响到产品的品质,因此,珍珠棉挤出机前端都设置有滤网,通过滤网,将杂质过滤,如果滤网杂质过多,就需要更换滤网,所以,挤出机前端设置有滤网更换装置,通过更换滤网解决杂质过多时的问题,不过,更换滤网需要时间,这会直接导致挤出口断料,需要由工人重新将挤出料导引到牵引机上,由于断料会引起挤出机压力变化,有时候,这种变化会直接引起挤出料难以符合产品要求,需要技术人员重新调整参数,在调整的过程中又会造成二次料,如果调整时间过长,则二次料就很多,由于珍珠棉挤出机停机调整有引发爆炸危险,因此,珍珠棉挤出机不能停机调整,调整时间长,则产生的二次料就很多。
技术实现要素:
[0003]
需要解决的技术问题:经过发明人对广东顺德、三水珍珠棉挤出机的观察,在寒冷的冬天,往往容易引起挤出机断料,经过分析,主要是温度偏低的情况下,液压油的粘稠度增加,造成更换滤网时,速度受到影响,尤其是速度不均匀,容易引起断料,再就是挤出口,直筒口的挤出口容易断料,如果挤出口是后端大,前端小,则容易引起压力不均匀,出料会大小不匀,出料速度也有问题,通过分析,挤出口与挤出筒的接触的部分,二者内径需要一致,否则容易引起压力不均匀问题,挤出口的前端到挤出口的后端不允许有任何的嵌顿,必须采用弧线内腔或者抛物线内腔,1、需要解决换滤网时挤出口断料的问题;2、需要解决更换滤网时,液压机前进速度过慢时的问题。
[0004]
技术方案:塑胶挤出机滤网更换装置主要由挤出口1、滤网更换架2、挤出机机身3、液压板4、滤网更换块甲5、滤网更换块乙6、拉杆7、液压机8、电热丝9组成,滤网更换架2一侧安装在挤出机机身3,另一侧安装挤出口1,滤网更换架2插入液压板4,液压板4用来安装两个滤网更换块甲5和滤网更换块乙6、在滤网更换架2安装有液压机8,液压机的液压缸外侧有电热丝9,液压机8用来控制液压板4的前进和后退。
[0005]
液压板4由液压柱41、滤网更换块甲安装位42、液压板出料口43、企口a44组成,液
压柱41安装进液压机8,从而利用液压机8控制液压板的前进和后退,滤网更换块甲安装位42用来安装滤网更换块甲5,液压板4上有两个滤网更换块甲安装位42,分别用来安装滤网更换块甲5,液压板出料口43是塑胶原材料的出口,企口a44和企口b51配合,防止滤网更换块甲5从液压板4中脱落。
[0006]
滤网更换块甲5由企口b51、滤网挡板甲52、滤网挡板乙安装位53、拉杆安装位54组成,滤网挡板甲52密布小孔,滤网挡板乙安装位53其内径=滤网更换块乙6外径,滤网挡板乙安装位53其深度≥滤网更换块乙6,滤网挡板乙安装位53用来安装滤网更换块乙6,滤网更换块甲5与滤网更换块乙6之间就是滤网。
[0007]
滤网更换架主要由螺杆安装孔a21、滤网更换架出料口22、滤网更换口甲23、滤网更换口乙24、液压板安装位25、螺杆安装孔b26、螺杆安装孔c27、液压柱孔28组成,螺杆安装孔a21与螺杆安装孔d32配合,从而利用螺杆10将滤网更换架2安装在挤出机机身3上,滤网更换架出料口22用来让塑胶原材料通过,滤网更换口甲23、滤网更换口乙24与液压板安装位25相通,当液压板4其中一个滤网更换块甲安装位42移动到滤网更换口甲23或者滤网更换口乙24位置时,将拉杆7前端的螺纹段拧进拉杆安装位54,拉杆安装位54是螺纹孔,从而将需要更换的滤网更换块甲5、滤网更换块乙6和滤网拉出来,更换上新滤网后,利用拉杆7通过滤网更换口甲23或者滤网更换口乙24位置放入到滤网更换块甲安装位42,将拉杆7拧出拉杆安装位54,以免更换滤网时碍事,滤网更换口甲23、滤网更换口乙24更换滤网是循环使用,这样保证滤网能够正常更换,滤网是利用150~200目的筛网通过冲床冲压而成或者是利用剪刀剪制而成,由于滤网的直径远大于塑胶挤出口的内径,因此,对液压板4的行程距离要求并不是很严格,但是,对于液压板4的行进速度要求严格,目前的液压机8由于反应速度的迟滞,容易引起断料,液压板安装位25用来安装液压板4,液压柱孔28用来放置液压柱41,螺杆安装孔b26和液压机8配合,利用螺杆10将液压机8安装在滤网更换架2上,螺杆安装孔b27和螺杆安装孔e11配合,利用螺杆10将挤出口1安装在滤网更换架2上。
[0008]
滤网更换块乙是一个密布小孔的圆饼状模具钢产品,滤网更换块甲和滤网更换块乙材质是高锰钢产品。
[0009]
挤出口主要由螺杆安装孔e11、挤出口进料口12、挤出口腔室13、挤出口出料口14组成,螺杆安装孔e11与螺杆安装孔c27配合,利用螺杆10将挤出口1安装在滤网更换架2上,挤出口进料口12直径=滤网更换架出料口22直径,需要注意的是,在挤出口进料口12和挤出口出料口14之间的挤出口腔室13设计很关键,附图中设计的类似保龄球形状,假如挤出口进料口12、挤出口出料口14和挤出口腔室13直径一样大,在更换滤网时,出现了断料,那么,断料部分会一直前行,引起挤出口出料口14断料,需要重新牵引到牵引机上,附图12中所述的挤出口腔室13起到缓冲作用,按照流体力学,挤出口腔室13直径最大的部分并且靠近腔壁的塑胶原材料速度最慢,断料部分速度也会减缓,这样,更换滤网之后,断料部分前行时,受到挤出口腔室13的缓冲作用,就会不再断料,当然,更换滤网操作时,最大的操作要点就是不能混进空气,否则,空气气泡容易引起断料。
[0010]
利用电热丝将液压缸进行加热,有利于减少低温时液压油粘稠度增高。
[0011]
有益效果:塑胶挤出机滤网更换装置利用两个滤网更换块甲安装位42,和滤网更换口甲23以及滤网更换口乙24,通过循环使用滤网更换口甲23以及滤网更换口乙24,这样,
就能循环更换滤网,将挤出口腔室设置成流线型或者抛物线型,防止挤出机断料,将液压机液压缸利用电热丝加热,防止液压机由于液压油粘稠度增高引起的液压板迟滞运动引起的易于断料的情况,或者更换滤网速度太慢混进空气。
附图说明
[0012]
附图1是塑胶挤出机滤网更换装置的爆炸结构示意图;附图2是塑胶挤出机滤网更换装置的结构示意图;附图3是塑胶挤出机滤网更换装置更换滤网a的线条图结构示意图;附图4是塑胶挤出机滤网更换装置更换滤网b的线条图结构示意图;附图5是液压板结构示意图;附图6是滤网更换块甲结构示意图;附图7是滤网更换架结构示意图;附图8是滤网更换架剖面图结构示意图;附图9是挤出机机身结构示意图;附图10是滤网更换块乙结构示意图;附图11是挤出口结构示意图;附图12是挤出口剖面结构示意图。
[0013]
图中,1是挤出口,2是滤网更换架,3是挤出机机身,4是液压板,5是滤网更换块甲,6是滤网更换块乙,7是拉杆,8是液压机,9是电热丝,10是螺杆,5a是滤网更换块甲a,5b是滤网更换块甲b,41是液压柱,42是滤网更换块甲安装位,43是液压板出料口,44是企口a,51是企口b,52是滤网挡板甲,53是滤网挡板乙安装位,54是拉杆安装位,21是螺杆安装孔a,22是滤网更换架出料口,23是滤网更换口甲,24是滤网更换口乙,25是液压板安装位,26是螺杆安装孔b,27是螺杆安装孔c,28是液压柱孔, 31是挤出机机身出料口,32是螺杆安装孔d,11是螺杆安装孔e,12是挤出口进料口,13是挤出口腔室,14是挤出口出料口。
具体实施方式
[0014]
申请人参照附图予以说明本申请的具体设施方式:附图1和附图2是塑胶挤出机滤网更换装置的结构示意图,塑胶挤出机滤网更换装置主要由挤出口1、滤网更换架2、挤出机机身3、液压板4、滤网更换块甲5、滤网更换块乙6、拉杆7、液压机8、电热丝9组成,滤网更换架2一侧安装在挤出机机身3,另一侧安装挤出口1,滤网更换架2插入液压板4,液压板4用来安装两个滤网更换块甲5和滤网更换块乙6、在滤网更换架2安装有液压机8,液压机的液压缸外侧有电热丝9,液压机8用来控制液压板4的前进和后退。
[0015]
附图3和附图4是塑胶挤出机滤网更换装置更换滤网a和更换滤网b的线条图结构示意图,从附图3和附图4可以看出,更换滤网a之后,滤网a处在工作状态,滤网b处在待更换状态,更换滤网b之后,滤网b处在工作状态,滤网a处在待更换状态,因此,滤网a和滤网b能够循环更换,从而满足更换要求。
[0016]
附图5是液压板4结构示意图,液压板4由液压柱41、滤网更换块甲安装位42、液压板出料口43、企口a44组成,液压柱41安装进液压机8,从而利用液压机8控制液压板的前进
和后退,滤网更换块甲安装位42用来安装滤网更换块甲5,液压板4上有两个滤网更换块甲安装位42,分别用来安装滤网更换块甲5,液压板出料口43是塑胶原材料的出口,企口a44和企口b51配合,防止滤网更换块甲5从液压板4中脱落。
[0017]
附图6是滤网更换块甲结构示意图,滤网更换块甲5由企口b51、滤网挡板甲52、滤网挡板乙安装位53、拉杆安装位54组成,滤网挡板甲52密布小孔,滤网挡板乙安装位53其内径=滤网更换块乙6外径,滤网挡板乙安装位53其深度≥滤网更换块乙6,滤网挡板乙安装位53用来安装滤网更换滤网更换块乙6,滤网更换块甲5与滤网更换块乙6之间就是滤网。
[0018]
附图7和附图8是滤网更换架结构示意图,滤网更换架主要由螺杆安装孔a21、滤网更换架出料口22、滤网更换口甲23、滤网更换口乙24、液压板安装位25、螺杆安装孔b26、螺杆安装孔c27、液压柱孔28组成,螺杆安装孔a21与螺杆安装孔d32配合,从而利用螺杆10将滤网更换架2安装在挤出机机身3上,滤网更换架出料口22用来让塑胶原材料通过,滤网更换口甲23、滤网更换口乙24与液压板安装位25相通,当液压板4其中一个滤网更换块甲安装位42移动到滤网更换口甲23或者滤网更换口乙24位置时,将拉杆7前端的螺纹段拧进拉杆安装位54,拉杆安装位54是螺纹孔,从而将需要更换的滤网更换块甲5、滤网更换块乙6和滤网拉出来,更换上新滤网后,利用拉杆7通过滤网更换口甲23或者滤网更换口乙24位置放入到滤网更换块甲安装位42,将拉杆7拧出拉杆安装位54,以免更换滤网时碍事,滤网更换口甲23、滤网更换口乙24更换滤网是循环使用,这样保证滤网能够正常更换,滤网是利用150~200目数的筛网通过冲床冲压而成或者是利用剪刀剪制而成,由于滤网的直径远大于塑胶挤出口的内径,因此,对液压板4的行程距离要求并不是很严格,但是,对于液压板4的行进速度要求严格,目前的液压机8由于反应速度的迟滞,容易引起断料,液压板安装位25用来安装液压板4,液压柱孔28用来放置液压柱41,螺杆安装孔b26和液压机8配合,利用螺杆10将液压机8安装在滤网更换架2上,螺杆安装孔b27和螺杆安装孔e11配合,利用螺杆10将挤出口1安装在滤网更换架2上。附图9是挤出机机身结构示意图,附图9仅仅是一个示意图,实际上的挤出机机身远比附图9复杂,有着数量众多的温度感应装置、电热丝等,塑胶原材料经过高温融化之后,通过主轴与挤出筒的压力作用之后,进入到塑胶挤出机滤网更换装置,由于本申请不涉及挤出机机身的改进,因此,仅仅做出示意图。
[0019]
附图10是滤网更换块乙,滤网更换块乙就是一个密布小孔的圆饼状模具钢产品,由于塑胶挤出机工作时,塑胶挤出机的工作压力比较大,产生的摩擦力很大,因此,滤网更换块甲和滤网更换块乙是采用高锰钢产品,高锰钢价格不高,耐摩擦性好,不容易导致小孔变大。
[0020]
附图11和附图12是挤出口结构示意图,挤出口主要由螺杆安装孔e11、挤出口进料口12、挤出口腔室13、挤出口出料口14组成,螺杆安装孔e11与螺杆安装孔c27配合,利用螺杆10将挤出口1安装在滤网更换架2上,挤出口进料口12直径=滤网更换架出料口22直径,需要注意的是,在挤出口进料口12和挤出口出料口14之间的挤出口腔室13设计很关键,附图中设计的类似保龄球形状,假如挤出口进料口12、挤出口出料口14和挤出口腔室13直径一样大,在更换滤网时,出现了断料,那么,断料部分会一直前行,引起挤出口出料口14断料,需要重新牵引到牵引机上,附图12中所述的挤出口腔室13起到缓冲作用,按照流体力学,挤出口腔室13直径最大的部分并且靠近腔壁的塑胶原材料速度最慢,断料部分速度也会减
缓,这样,更换滤网之后,断料部分前行时,受到挤出口腔室13的缓冲作用,就会不再断料,当然,更换滤网操作时,最大的操作要点就是不能混进空气,否则,空气气泡容易引起断料。
[0021]
在寒冷的冬天,由于本申请的液压机8用的次数很少,按照滤网更换速度,通常在2-3小时更换一次滤网,液压油由于低温影响,导致液压系统工作时出现迟滞,利用电热丝将液压缸进行加热,有利于减少低温时,液压油粘稠度增高对液压板运行速度的不利影响。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips