
 商标分类
商标分类  商标转让
商标转让 
一种伞形阀的自动化装配装置的制作方法
 2021-02-22 19:02:59|
2021-02-22 19:02:59| 219|
219| 起点商标网
起点商标网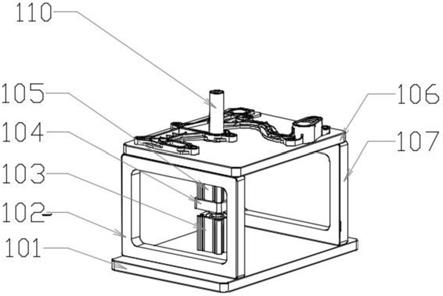
[0001]
本实用新型实施例涉及伞阀装配技术领域,具体是一种伞形阀的自动化装配装置。
背景技术:
[0002]
随着汽车工业的不断发展,人们对汽车性能的要求也不断提高,由于生产制造以及加工存在的误差,对汽车零部件的质量存在一定的影响,对汽车零部件的装配要求精度也有所提高,为了提高装配精度,一些汽车零部件需要使用专门的装配设备。
[0003]
伞形阀是一种利用橡胶材料形成的、外形为一雨伞状密封式膜片,伞形阀可让流体从一个方向单向通过,阻止流体从反方向倒流,伞形阀也作为汽车零部件的元件之一,目前伞形阀的密封结构中起密封作用的基本结构通常为平面型,伞形阀靠两面的压板进行压装,这种装配模式就比较麻烦,传统安装方式可靠性、气密性比较差,因此,亟需设计一种伞形阀的自动化装配装置。
技术实现要素:
[0004]
本实用新型实施例的目的在于提供一种伞形阀的自动化装配装置,以解决现有技术中对伞形阀的装配不便的问题。为实现上述目的,本实用新型实施例提供如下技术方案:
[0005]
一种伞形阀的自动化装配装置,包括夹具安装板、左侧支撑板、下伞阀装配气缸、气缸连接板、上伞阀装配气缸、工件固定板、右侧支撑板和装配组件;其中:
[0006]
所述左侧支撑板与所述右侧支撑板分别固定设置在所述夹具安装板的两侧;所述工件固定板的两侧分别固定安装在所述左侧支撑板与所述右侧支撑板上;所述下伞阀装配气缸固定设置在所述夹具安装板上;所述下伞阀装配气缸通过螺纹连接到所述气缸连接板上;所述上伞阀装配气缸通过螺栓连接气缸连接板;所述装配组件与所述上伞阀装配气缸相连接;
[0007]
所述装配组件包括伞阀装配导套、伞阀装配导杆和伞阀装配头;
[0008]
所述伞阀装配导套使用螺栓与所述上伞阀装配气缸相连接;所述伞阀装配导杆通过螺纹连接上伞阀装配气缸;所述伞阀装配头通过螺纹连接所述伞阀装配导杆。
[0009]
作为本实用新型实施例技术方案的进一步限定,所述左侧支撑板与所述右侧支撑板均通过螺栓连接方式安装在所述夹具安装板的两侧,以方便拆装维护。
[0010]
作为本实用新型实施例技术方案的进一步限定,所述工件固定板通过螺栓连接到左侧支撑板和所述右侧支撑板上。
[0011]
作为本实用新型实施例技术方案的进一步限定,所述下伞阀装配气缸通过螺栓连接在所述夹具安装板上。
[0012]
作为本实用新型实施例技术方案的进一步限定,所述伞阀装配头的顶端还设置有定位孔,通过设置的定位孔,以对伞形阀进行装配时,保证伞形阀的定位。
[0013]
与现有技术相比,本实用新型实施例的有益效果是:首先下伞阀装配气缸上升到
位,然后工作人员将工件放置在工件安装板上,上伞阀装配气缸的推力推动伞阀装配导套、伞阀装配导杆和伞阀装配头使他们上升到位,两侧的压板进行压紧,伞形膜片的伞帽受压,使伞形阀的伞口变形收缩,伞口边缘与阀体端面贴合,伞口与阀体接触面积增加,伞口将四周排气孔严密覆盖,伞形阀即装配完成,大大提高了可靠性和气密性。本实用新型实施例提供的自动化装配装置使得伞阀产品质量具有高重复性,一致性,能够大幅度降低产品的不合格率,大幅提高生产效率。
附图说明
[0014]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例。
[0015]
图1为本实施例提供的一种伞形阀的自动化装配装置的结构示意图。
[0016]
图2为本实施例提供的一种伞形阀的自动化装配装置中装配组件的结构示意图。
[0017]
图3为图2中a-a截面的剖视图。
[0018]
图4为本实施例提供的一种伞形阀的自动化装配装置的剖视图。
[0019]
图5为图4中a部分的放大结构示意图。
[0020]
图中:101-夹具安装板,102-左侧支撑板,103-下伞阀装配气缸,104-气缸连接板,105-上伞阀装配气缸,106-工件固定板,107-右侧支撑板,108-伞阀装配导套,109-伞阀装配导杆,110-伞阀装配头,111-伞形阀,112-工件,113-排气孔,114-定位孔。
具体实施方式
[0021]
为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0022]
如图1-5所示,在本实用新型提供的实施例中,一种伞形阀的自动化装配装置,包括夹具安装板101、左侧支撑板102、下伞阀装配气缸103、气缸连接板104、上伞阀装配气缸105、工件固定板106、右侧支撑板107和装配组件。
[0023]
具体的,在本实用新型提供的实施例中,所述左侧支撑板102与所述右侧支撑板107分别固定设置在所述夹具安装板101的两侧;所述工件固定板106的两侧分别固定安装在所述左侧支撑板102与所述右侧支撑板107上;所述下伞阀装配气缸103固定设置在所述夹具安装板101上,其中,所述下伞阀装配气缸103通过螺栓连接在所述夹具安装板101上。
[0024]
进一步的,在本实用新型提供的实施例中,所述下伞阀装配气缸103通过螺纹连接到所述气缸连接板104上;所述上伞阀装配气缸105通过螺栓连接气缸连接板104;
[0025]
所述装配组件与所述上伞阀装配气缸105相连接;
[0026]
所述装配组件包括伞阀装配导套108、伞阀装配导杆109和伞阀装配头110;
[0027]
具体的,在本实用新型提供的实施例中,所述伞阀装配导套108使用螺栓与所述上伞阀装配气缸105相连接;所述伞阀装配导杆109通过螺纹连接上伞阀装配气缸105;所述伞阀装配头110通过螺纹连接所述伞阀装配导杆109。
[0028]
请继续参阅图1-5,在本实用新型提供的实施例中,所述左侧支撑板102与所述右
侧支撑板107均通过螺栓连接方式安装在所述夹具安装板101的两侧,以方便拆装维护。
[0029]
进一步的,在本实用新型提供的实施例中,所述工件固定板106通过螺栓连接到左侧支撑板102和所述右侧支撑板107上。
[0030]
请继续参阅图1-5,在本实用新型提供的实施例中,所述伞阀装配头110的顶端还设置有定位孔114,通过设置的定位孔114,以对伞形阀111进行装配时,保证伞形阀111的定位。
[0031]
本实用新型实施例的自动化装配装置的工作原理是:
[0032]
首先下伞阀装配气缸103上升到位,然后工作人员将工件112放置在工件安装板106上,上伞阀装配气缸105的推力推动伞阀装配导套108、伞阀装配导杆109和伞阀装配头110使他们上升到位,两侧的压板进行压紧,伞形膜片的伞帽受压,使伞形阀111的伞口变形收缩,伞口边缘与阀体端面贴合,伞口与阀体接触面积增加,伞口将四周排气孔113严密覆盖,即完成伞形阀111装配在工件112上,大大提高了可靠性和气密性。
[0033]
在本实用新型的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0034]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips