
 商标分类
商标分类  商标转让
商标转让 
一种生产增强型热塑性复合材料的生产线以及加工方法与流程
 2021-02-22 19:02:32|
2021-02-22 19:02:32| 227|
227| 起点商标网
起点商标网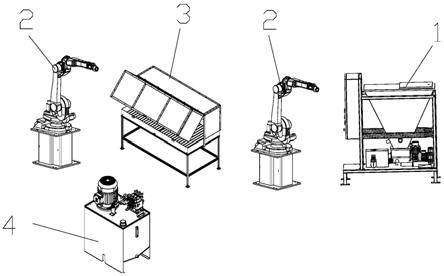
[0001]
本发明属于材料加工技术领域,尤其涉及一种生产增强型热塑性复合材料的生产线以及加工方法。
背景技术:
[0002]
热塑性复合材料具有成形效果好、高效节拍、耐腐蚀、吸能等特性,在汽车、轨道交通、民用设施等领域具有广泛应用。加工热塑性复合材料,目前一般采用lft-d、注塑成形、gmt等,通过上述方法加工出来的复合材料强度低,应用范围较窄,无法满足较高强度使用要求,限制了热塑复合材料的应用领域和使用范围。
技术实现要素:
[0003]
(一)发明目的
[0004]
为了克服以上不足,本发明的目的在于提供一种生产增强型热塑性复合材料的生产线以及加工方法,以解决现有的热塑性复合材料力学强度低的技术问题。
[0005]
(二)技术方案
[0006]
为实现上述目的,本申请提供的技术方案如下:
[0007]
一种生产增强型热塑性复合材料的生产线,包括:
[0008]
切割搅拌机构,能够对持续向前移动的连续纤维卷材进行切断使之形成非连续纤维并且将非连续纤维与预先放入到切割搅拌机构中的树脂原材料进行搅拌混合使之形成向外输出的坯料;
[0009]
加热机构,用于对连续纤维补强片进行加热软化;
[0010]
夹持机构,设置在切割搅拌机构之后,用于将切割搅拌机构上输出的坯料夹持到软化后的连续纤维补强片上;
[0011]
加压机构,设置在夹持机构之后,能够对坯料以及软化后的纤维补强片同时进行加压使之形成热塑性复合材料。
[0012]
本申请的设备通过设置切割搅拌机构、加热机构、夹持机构以及加压机构,多个机构相互配合,生产出含有非连续纤维、连续纤维以及树脂原材料的增强型热塑性复合材料,由于复合材料中含有连续纤维料,提高了热塑性复合材料内部纤维的方向性,增强了热塑性复合材料的受力强度,非连续纤维保证了热塑性复合材料的流动性,减少纤维的拉拽现象,热塑性复合材料能够对复杂结构模具的凸起或者凹陷位置进行充分填充,保证了生产出来的产品的完整性,热塑性复合材料可以应用到不同的领域,应用范围广,同时,本申请通过加热机构加热软化连续纤维并且通过加压机构将含有非连续纤维的坯料与加热软化连续纤维补强片进行加压结合,使非连续纤维和连续纤维的结合度更强,进一步提升了热塑性复合材料的流动性以及力学强度,本申请的设备加工过程全程实现机械自动化,无需人工手动作业,提高了生产效率。
[0013]
在一些实施例中,夹持机构包括:对称倾斜设置形成倒八字形结构的至少两活动
板,每块活动板上设置有多个刺针,两活动板受驱能够相互靠近或远离带动其上的刺针插入或拔出坯料和/或连续纤维补强片,通过活动板带动刺针刺入到坯料和/或连续纤维补强片上,可以稳定的夹持坯料和/或连续纤维补强片进行移料,提高了夹料的稳定性。
[0014]
在一些实施例中,夹持机构上设置有连接刺针用于加热刺针的第一加热组件,第一加热组件可以对刺针进行加热,使得刺针移料过程中可以对坯料和/或连续纤维补强片进行加热,坯料和连续纤维补强片保持在高温熔融状态,便于坯料与连续纤维补强片融合以及便于坯料与连续纤维补强片压模定型。
[0015]
在一些实施例中,切割搅拌机构的搅拌腔体内设置有用于对坯料进行加热的第二加热组件,保证输出的坯料与连续纤维补强片结合时处于熔融状态,提高坯料与连续纤维补强片的结合度。
[0016]
在一些实施例中,还包括:传输机构,传输机构的一端与切割搅拌机构对接,另一端与夹持机构对接,用于将切割搅拌机构输出的坯料向夹持机构的方向移动,其中,传输机构上罩设有保温隔热罩,设置保温隔热罩可以避免坯料传输过程中热量散发,保证坯料处于熔融状态与连续纤维补强片进行融合,提高坯料与连续纤维补强片的结合度。
[0017]
在一些实施例中,切割搅拌机构包括:输出模头,输出模头可以精确控制切割搅拌机构的坯料输出量,使得非连续纤维以及连续纤维组合更精准,提高复合材料的流动性以及力学性能更好,提高了产品的品质。
[0018]
本申请另一方面提供了一种基于设备的加工方法,其特征在于,加工方法包括以下步骤:
[0019]
切割搅拌机构带动连续纤维卷材持续向前移动并且对连续纤维卷材进行切割形成使之形成非连续纤维,将非连续纤维与预先放入到切割搅拌机构内的树脂原材料进行混合形成向外输出的坯料;
[0020]
加热机构对连续纤维补强片进行加热使之软化;
[0021]
夹持机构将切割搅拌机构输出的坯料夹持到软化后的连续纤维补强片上;
[0022]
加压机构对坯料以及软化后的纤维补强片同时加压使之形成热塑性复合材料。
[0023]
在一些实施例中,夹持机构将切割搅拌机构上输出的坯料夹持到软化后的连续纤维补强片上包括:
[0024]
夹持机构的两活动板相互靠近移动第一行程将刺针刺入到坯料中并且带动坯料移动到软化后的连续纤维补强片上方;
[0025]
两活动板相互远离使刺针拔出坯料,坯料在重力作用下落下到连续纤维补强片上;
[0026]
两活动板相互靠近移动第二行程将刺针刺入到坯料与软化后的连续纤维补强片,带动坯料和连续纤维补强片移动到模具上方;
[0027]
两活动板相互远离使刺针拔出坯料和连续纤维补强片,坯料和连续纤维补强片在重力作用下落下到模具上;
[0028]
其中,第二行程大于第一行程。
[0029]
在一些实施例中,将非连续纤维与预先放入到切割搅拌机构内的树脂原材料进行混合之前包括:预先对放入的树脂原材料进行加热使树脂原材料形成熔融状态。
[0030]
在一些实施例中,加压机构对坯料以及软化后的纤维补强片同时加压使之形成热
塑性复合材料包括:加压机构持续向坯料和连续纤维补强片持续施加1000-1200t的压力并且持续加压40-50s。
附图说明
[0031]
图1是本发明实施例的生产增强型热塑性复合材料的生产线的结构示意图;
[0032]
图2是本发明实施例的夹持机构的结构示意图;
[0033]
附图标记:
[0034]
1、切割搅拌机构;2、夹持机构;201、活动板;202、刺针;3、加热机构;4、加压机构。
具体实施方式
[0035]
为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
[0036]
一种生产增强型热塑性复合材料的生产线,包括:
[0037]
切割搅拌机构1,能够对持续向前移动的连续纤维卷材进行切断使之形成非连续纤维并且将非连续纤维与预先放入到切割搅拌机构1中的树脂原材料进行搅拌混合使之形成向外输出的坯料;
[0038]
加热机构3,用于对连续纤维补强片进行加热软化,连续纤维补强片即含有连续纤维的板材;
[0039]
夹持机构2,设置在切割搅拌机构1之后,用于将切割搅拌机构1上输出的坯料夹持到软化后的连续纤维补强片上;
[0040]
加压机构4,设置在夹持机构2之后,能够对坯料以及软化后的纤维补强片同时进行加压使之形成热塑性复合材料。
[0041]
热塑性复合材料为了提高力学强度,采用连续性纤维,但是若热塑性复合材料仅含有连续性纤维,复合材料的流动性低,当对较为复杂结构模具进行注塑时,材料无法充分充填模具的凸起或者凹陷位置,导致生产出来的产品不完整,产品的次品率高,为此,本申请将连续纤维与非连续纤维进行结合,首先将非连续纤维与树脂原材料进行搅拌混合形成坯料,然后通过加压的方式将坯料和软化后的连续纤维补强片进行压合形成增强型热塑性复合材料,这样既保证了热塑性复合材料的流动性,又保证了热塑性复合材料的力学强度。
[0042]
具体的,在一具体实施例中,切割搅拌机构1包括:裁切刀以及设置在搅拌腔体内的搅拌杆,裁切刀能够对连续纤维不断进行切断形成无固定方向的非连续纤维,搅拌杆能够将切断后的非连续纤维与树脂原材料进行搅拌混合。
[0043]
在另一具体实施例中,切割搅拌机构1的搅拌腔体内设置相互啮合的螺杆,连续纤维经过两螺杆后被两螺杆搅碎形成非连续纤维,非连续纤维与树脂原材料进行混合。
[0044]
具体的,切割搅拌机构1上还设置了输出模头,输出模头连通搅拌腔体,输出模头可以精确控制切割搅拌机构1的坯料输出量,保证非连续纤维与连续纤维补强片组合时的质量分数。具体的,出料模头挤出坯料的优选尺寸为:长180mm,宽150mm,厚20mm。
[0045]
具体的,加热机构3具体包括:外壳,外壳内设置多条加热管,通过加热管发出的热
量对连续纤维补强片进行热辐射加热。
[0046]
在另一实施例中,加热机构3包括:外壳以及设置在外壳内的加热板,加热时,将连续纤维补强片直接放置到加热板上进行热传递加热。
[0047]
由于不同体积大小的连续纤维补强片加热所需温度不同,优选的,加热机构3中可同时设置了多个相互独立的加热腔,每个加热腔内安装了对应的加热组件,多个加热腔可以同时对不同体积大小的连续纤维补强片进行加热软化,可提高加热效率。
[0048]
具体的,在一具体实施例中,夹持机构2包括:六轴机械手,对称倾斜设置在六轴机械手上的至少两活动板201,每块活动板201上设置有多个刺针202,两活动板201形成倒置的八字型结构,两活动板201均由气缸驱动。
[0049]
具体的,夹持机构2的动作过程为:
[0050]
当坯料从切割搅拌机构1挤出后,六轴机械手带动两活动板201移动到输出模头的位置,然后气缸启动,带动两活动板201相互靠近,使针刺刺入到坯料中,然后夹持机构2带动坯料移动到软化后的连续纤维补强片上,两活动板201相互远离,针刺拔出坯料,坯料在重力作用下掉落到软化后的连续纤维上并与连续纤维粘连,然后两活动板201再次相互靠近,带动针刺同时刺入到坯料和软化后的连续纤维补强片上,然后夹持机构2带动坯料和连续纤维补强片同步移动到模具上方,最后两活动板201再次分离,坯料和连续纤维补强片同时落入到模具上,如此完成了夹持送料的过程。
[0051]
在另一实施例中,夹持机构2还可以由六轴机械手与粘贴棒组合,通过坯料以及软化后的连续纤维补强片自身的粘力粘到粘贴棒,然后粘贴棒带动坯料和软化后的连续纤维进行移动实现移料。
[0052]
具体的,加压机构4包括:固定座以及上下移动设置在固定座上的加压模头,模具放置在加压机构4放置下方,当坯料以及软化后的纤维补强片落入到模具后,加压模头向下移动对坯料以及软化后的连续纤维补强片进行加压,使坯热塑性复合材料定型。
[0053]
优选的,本申请在切割搅拌机构1的搅拌腔上设置了第二加热组件,可以对坯料进行加热,具体的,第二加热组件可以将坯料加热并且保持在210-220℃,即可保证挤出的坯料不会因为温度太高导致树脂原材料被分解,又可保证后续坯料与连续纤维补强片的融合过程。
[0054]
优选的,夹持机构2上设置有连接刺针202的第一加热组件,第一加热组件产生的温度可以传导至刺针202上,使得刺针202保持高温状态,更具体的,当刺针202在转移坯料时,刺针202的温度应保持在215℃左右,这样坯料在熔融软化状态,便于坯料将与连续纤维补强片粘连融合。当刺针202同时转移坯料和连续纤维补强片时,刺针202温度控制在210℃,这样坯料和连续纤维补强片在放入模具后仍然有较高的流动性,可以更好的充满模腔,保证生产出来的产品质量。
[0055]
具体的,第一、第二加强片可以是红外加热灯或热电偶。
[0056]
优选的,本申请设置在切割搅拌机构1与夹持机构2之间设置传输带,传输带可以带动切割搅拌机构1挤出的坯料移动到坯料供夹持机构2夹持。优选的,可以在传输带上设置隔热罩以及在隔热罩内设置红外加热灯和热电偶,以保证坯料传输过程的热量不被散发。
[0057]
本申请另一方面提供了一种基于上述设备的加工方法,用于加工生产增强型热塑
性复合材料,具体包括以下步骤:
[0058]
切割搅拌机构1带动连续纤维卷材持续向前移动并且对连续纤维卷材进行切割形成使之形成非连续纤维,将非连续纤维与预先放入到切割搅拌机构1内的树脂原材料进行混合形成向外输出的坯料;
[0059]
加热机构3对连续纤维补强片进行加热使之软化;
[0060]
夹持机构2将切割搅拌机构1输出的坯料夹持到软化后的连续纤维补强片上;
[0061]
加压机构4对坯料以及软化后的纤维补强片同时加压使之形成热塑性复合材料。
[0062]
具体的,将非连续纤维加入到切割搅拌机构1之前,需要在切割搅拌机构1内加入树脂原材料并且对树脂原材料进行加热形成熔融状态。
[0063]
具体的,夹持机构2将切割搅拌机构1上输出的坯料夹持到软化后的连续纤维补强片上包括:
[0064]
夹持机构2的两活动板201相互靠近移动第一行程将刺针202刺入到坯料中并且带动坯料移动到软化后的连续纤维补强片上方;
[0065]
两活动板201相互远离使刺针202拔出坯料,坯料在重力作用下落下到连续纤维补强片上;
[0066]
两活动板201相互靠近移动第二行程将刺针202刺入到坯料与软化后的连续纤维补强片,带动坯料和连续纤维补强片移动到模具上方;
[0067]
两活动板201相互远离使刺针202拔出坯料和连续纤维补强片,坯料和连续纤维补强片在重力作用下落下到模具上;
[0068]
其中,第二行程大于第一行程。
[0069]
具体的,本申请的树脂原材料可以采用高温状态下熔融的树脂a或者熔融易吸湿的树脂b,树脂a为聚丙烯与dop、双酚a、纳米caco3、氯化石蜡中的一种或几种混合而成的热塑性树脂体系,将四种不同的原材料按照比例聚丙烯:dop:双酚a:纳米caco3=96:1:1:1的比例混合均匀。树脂b为聚酰胺6与dop、双酚a、纳米caco3、氯化石蜡中的一种或几种混合而成的热塑性树脂体系,将四种不同的原材料按照比例聚酰胺6:dop:双酚a:纳米caco3=94:1:1:1的比例混合均匀。
[0070]
优选的,连续纤维为碳纤维、玻璃纤维、芳纶纤维、植物纤维的中的一种或几种。
[0071]
具体的,切割搅拌机构1裁剪的非连续纤维的纤维长度一般为10-60mm。
[0072]
具体的,为保证热塑性复合材料的流动性,非连续纤维和树脂树原材料最佳以3:7的比例进行混合。
[0073]
优选的,为保证热塑性复合材料的力学性能,在一具体实施例中,坯料和连续纤维补强片按1:1的质量分数进行压合。或者,坯料和连续纤维补强片按1:3的质量分数进行压合。如此可保证热塑性复合材料的流动性以及力学强度。
[0074]
优选的,对连续纤维补强片进行加热软化时:在300℃下对连续纤维补强片持续加热30s,保证连续纤维补强片充分软化,提高连续纤维补强片与坯料的结合度。
[0075]
优选的,将坯料放置在软化后的连续纤维补强片上并且对两者同时进行加压包括:向坯料和连续纤维补强片施加1000-1200t的压力并且持续加压40-50s。请参阅表格1,表格1是本申请的增强型热塑性复合材料与现有的热塑性复合材料的对比数据。
[0076]
对比性能热塑性复合材料增强型热塑性复合材料
拉伸强度(mpa)80-120200-300拉伸模量(gpa)4-68-10弯曲强度(mpa)100-180300-400弯曲模量(gpa)4-87-12冲击强度(kj/m2)4080-120
[0077]
表格1
[0078]
说明:拉伸模量即拉伸的应力与拉伸所产生的形变之比;弯曲模量即弯曲应力与弯曲所产生的形变之比。
[0079]
现有的热塑性复合材料由非连续纤维与树脂原材料进行混合制成。
[0080]
从上述表格可知,本申请的增强型热塑性复合材料的拉伸模量、弯曲模量以及冲击强度均大于现有的热塑性复合材料,具有较强的力学性能。
[0081]
应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 复合材料

 热门咨询
热门咨询




tips