
 商标分类
商标分类  商标转让
商标转让 
一种注塑嵌件自动夹装及检测装置的制作方法
 2021-02-22 17:02:18|
2021-02-22 17:02:18| 169|
169| 起点商标网
起点商标网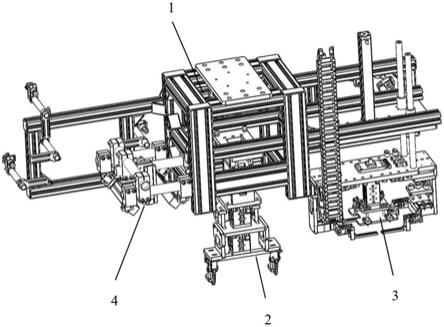
[0001]
本实用新型涉及自动化设备领域,尤其涉及一种注塑嵌件自动夹装及检测装置。
背景技术:
[0002]
汽车内饰注塑产品上经常会镶有各种嵌件,其中包括一些异型的金属嵌件或者外形规则、平整的非金属嵌件,注塑前,需要将嵌件预先安装于注塑模具上对应的位置,再进行合模注塑;嵌件的装配效率和精确性直接影响了注塑成型产品的生产效率和质量稳定性,因此,实现快速高效、高精度的嵌件安装是整个注塑行业一直追求的目标。
[0003]
目前,注塑行业内大多采用传统的嵌件安装方式,即人工挂放,由人工将嵌件放入注塑模具中,安装效率和质量往往取决于操作人员对于注塑模具的熟悉程度以及操作技能的高低和熟练程度;但是,嵌件种类多、大小不一,比如,某些金属嵌件为小型的钣金折弯件,可操作空间小,结构强度差;某些嵌件在模具内的安装位置特殊,人工操作不便,这些情况均给人工挂放造成了很大难度;而且,大量人工参与也会造成产品一致性差、稳定性差、效率低,另外,人工挂放需要操作人员频繁地进出注塑机区域,存在一定的安全风险;而自动化生产除了可以减轻人工重复性体力劳动,降低安全风险之外,最大优势是生产过程标准化,可以有效保证产品质量的一致性和稳定性,并且生产效率高。
技术实现要素:
[0004]
为了解决现有技术的不足,本实用新型的目的在于提供一种注塑嵌件自动夹装及检测装置。
[0005]
为了实现上述目的,本实用新型是通过以下技术方案实现的:
[0006]
一种注塑嵌件自动夹装及检测装置,包括:主体框架以及安装于所述主体框架上的第一夹装机构和视觉检测机构,所述主体框架由型材和角件拼接而成,所述主体框架与机器人连接,所述第一夹装机构用于夹装金属嵌件,所述视觉检测机构用于检测嵌件是否安装合格。
[0007]
其中,还包括:第二夹装机构,所述第二夹装机构和所述第一夹装机构并排安装于所述主体框架的下方,所述第二夹装机构用于夹装非金属网布嵌件。
[0008]
其中,所述第一夹装机构包括:第一避让气缸、卸料气缸、定位销、挡板、抓取气缸和取料吸盘,所述第一避让气缸通过安装架安装于所述主体框架的下方,所述第一避让气缸的下端连接有连接架,所述连接架结构左右对称,所述卸料气缸安装于所述连接架的中间位置,所述挡板安装于所述定位销的下端,两组所述定位销和抓取气缸对称安装于所述连接架的下端左右两侧,所述取料吸盘对称安装于所述连接架的上端,且位于所述第一避让气缸的左右两侧。
[0009]
其中,所述第二夹装机构包括:夹布组件和压布组件,所述夹布组件和压布组件通过安装组件安装于所述主体框架的下方,所述夹布组件对称安装于所述安装组件的下端左右两侧,所述压布组件安装于所述夹布组件之间;所述夹布组件包括:第二避让气缸、抻布
气缸、夹布气缸和夹爪,所述第二避让气缸和抻布气缸上、下水平设置,且通过侧端纵向设置的连接板连接,所述抻布气缸的端部通过安装板对称安装所述夹布气缸,所述夹布气缸的端部安装所述夹爪;所述压布组件包括:压布气缸以及安装于所述压布气缸下端的压板,所述压板上对称安装若干个压杆。
[0010]
其中,所述视觉检测机构包括:光源和相机,所述光源和相机安装于连接组件上,所述连接组件由连接杆和连接块拼接而成,所述连接组件安装于所述主体框架的一侧。
[0011]
其中,还包括:注塑成品夹取组件,所述注塑成品夹取组件包括:气指夹和吸盘,两者分布安装于所述主体框架的侧端,用于注塑完成后取走成型产品。
[0012]
其中,所述安装组件包括:上安装板和下安装板,两者上、下水平设置,所述上安装板的两侧安装有型材连杆,通过所述型材连杆与所述主体框架连接,若干个导向轴连接于所述下安装板的拐角处,且纵向穿过所述上安装板,所述导向轴与所述上安装板之间通过直线轴承滑动连接,所述上安装板上还设置有升降气缸,所述升降气缸的端部纵向穿过所述上安装板,与所述下安装板的上端部通过连接件连接,所述第二夹装机构安装于所述下安装板下方,通过所述升降气缸带动所述下安装板和导向轴同步上、下移动,以调整所述第二夹装机构的上下位置。
[0013]
与现有技术相比,本实用新型的有益效果是:本实用新型提供了一种注塑嵌件自动夹装及检测装置,包括:主体框架以及安装于主体框架上的第一夹装机构、第二夹装机构和视觉检测机构,主体框架由型材和角件拼接而成,主体框架与机器人连接,第一夹装机构用于自动夹装金属嵌件,第二夹装机构用于自动夹装非金属网布嵌件,视觉检测机构用于检测嵌件是否安装合格;本实用新型通过与机器人配合,实现了注塑产品嵌件的自动化夹装以安装检测,有效代替了传统的人工安装方式,为企业缩减人工成本,实现了自动化、标准化生产,有效保证了产品的生产一致性和质量稳定性,生产效率高,安全性高。
附图说明
[0014]
图1为本实用新型的立体结构示意图一;
[0015]
图2为本实用新型的立体结构示意图二;
[0016]
图3为本实用新型主体框架的立体结构示意图一;
[0017]
图4为本实用新型主体框架的立体结构示意图二;
[0018]
图5为本实用新型第一夹装机构的立体结构示意图;
[0019]
图6为本实用新型第一夹装机构的局部放大立体结构示意图一;
[0020]
图7为本实用新型第一夹装机构的局部放大立体结构示意图二;
[0021]
图8为本实用新型第一夹装机构的局部放大立体结构示意图三;
[0022]
图9为本实用新型第一夹装机构连接架的立体结构示意图一;
[0023]
图10为本实用新型第一夹装机构连接架的立体结构示意图二;
[0024]
图11为本实用新型第二夹装机构的立体结构示意图一;
[0025]
图12为本实用新型第二夹装机构的立体结构示意图二;
[0026]
图13为本实用新型第二夹装机构夹布组件的立体结构示意图;
[0027]
图14为本实用新型第二夹装机构压布组件的立体结构示意图;
[0028]
图15为本实用新型视觉检测机构的立体结构示意图;
[0029]
图16为本实用新型中金属嵌件和网布嵌件置于定位胎具上的立体结构示意图。
[0030]
图中:1-主体框架;2-第一夹装机构;21-第一避让气缸;22-卸料气缸;23-定位销;24-挡板;25-抓取气缸;26-取料吸盘;27-安装架;271-气缸连接立板;272-第一夹装安装板;28-连接架;281-取料吸盘固定架;282-上连接板;283-气缸安装板;284-下连接板;285-侧安装板;3-第二夹装机构;30-第二避让气缸;31-抻布气缸;32-夹布气缸;33-夹爪;34-压布气缸;35-压板;36-压杆;37-安装组件;371-上安装板;372-下安装板;373-导向轴;374-升降气缸;38-连接板;39-安装板;4-视觉检测机构;40-光源;41-相机;42-连接组件;43-磁性开关;44-光电传感器;51-气指夹;52-吸盘。
具体实施方式
[0031]
为了使本实用新型的目的、技术方案以及优点更加清楚、明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
[0032]
如图1至16所示,本实用新型提供了一种注塑嵌件自动夹装及检测装置,包括:主体框架1以及安装于所述主体框架1上的第一夹装机构2、第二夹装机构3和视觉检测机构4,所述主体框架1由型材和角件拼接而成,所述主体框架1的上端与机器人连接,所述第一夹装机构2和所述第二夹装机构3并排安装于所述主体框架1的下方,所述第一夹装机构2用于夹装金属嵌件,所述第二夹装机构3用于夹装非金属网布嵌件,所述视觉检测机构4用于检测嵌件是否安装合格到位。
[0033]
于上述实施例的基础上,优选地,所述第一夹装机构2包括:第一避让气缸21、卸料气缸22、定位销23、挡板24、抓取气缸25和取料吸盘26,所述第一避让气缸21和卸料气缸22均选用滑块气缸,所述抓取气缸25选用三爪气缸,所述第一避让气缸21通过安装架27安装于所述主体框架1的下方,所述第一避让气缸21的下端连接有连接架28,所述连接架28结构左右对称,所述卸料气缸22安装于所述连接架28的中间位置,所述挡板24安装于所述定位销23的下端,两组所述定位销23和抓取气缸25对称安装于所述连接架28的下端左右两侧,所述取料吸盘26对称安装于所述连接架28的上端,且位于所述第一避让气缸21的左右两侧,两组所述定位销23和挡板24和抓取气缸25用于定位和抓取两个大金属嵌件,两个所述取料吸盘26用于吸取两个小金属嵌件,所述第一避让气缸21用于纵向调整其下方连接部件的位置,所述卸料气缸22用于控制所述定位销23的伸缩。
[0034]
具体地,所述安装架27由气缸连接立板271和第一夹装安装板272组装而成,所述第一夹装安装板272的两侧安装有型材连杆,通过型材连杆与所述主体框架1连接,所述第一避让气缸21安装于所述气缸连接立板271上;
[0035]
具体地,所述连接架28为左右对称结构,包括从上至下依次为:取料吸盘固定架281、上连接板282、气缸安装板283和下连接板284,两个所述取料吸盘固定架281对称安装于所述上连接板282上端的左右两侧,所述取料吸盘26安装于所述取料吸盘固定架281上,所述上连接板282的上端与所述第一避让气缸21的下端固定连接,所述气缸安装板283安装于所述上连接板282的下侧端,所述卸料气缸22的一侧安装于所述气缸安装板283上,所述卸料气缸22的下端与所述下连接板284固定连接,所述上连接板282的左右两侧对称安装有侧安装板285,两个所述抓取气缸25固定安装于所述侧安装板285的下端,所述抓取气缸25上安装有磁性开关43,所述定位销23位于所述抓取气缸25的一侧,纵向安装于所述下连接
板284的左右两端,所述侧安装板285的下端设置有避空槽,避免所述定位销23向上移动干涉。
[0036]
于上述实施例的基础上,优选地,所述第二夹装机构3包括:夹布组件和压布组件,所述夹布组件和压布组件通过安装组件37安装于所述主体框架1的下方,两组所述夹布组件对称安装于所述安装组件37的下端左右两侧,所述压布组件安装于所述夹布组件之间;所述夹布组件包括:第二避让气缸30、抻布气缸31、夹布气缸32和夹爪33,所述第二避让气缸30选用滑块气缸,所述抻布气缸31选用导向杆气缸,所述第二避让气缸30和抻布气缸31上、下水平设置,且通过侧端纵向设置的连接板38连接,所述抻布气缸31的端部通过安装板39对称安装两个所述夹布气缸32,所述夹布气缸32的端部安装所述夹爪33;所述压布组件包括:压布气缸34以及安装于所述压布气缸34下端的压板35,所述压布气缸34选用滑块气缸,所述压板35上对称安装若干个压杆36,所述压板35的侧端还安装有光电传感器44。
[0037]
具体地,所述安装组件37包括:上安装板371和下安装板372,两者上、下水平设置,所述上安装板371的两侧安装有型材连杆,通过型材连杆与所述主体框架1连接,若干个导向轴373连接于所述下安装板372的拐角处,且纵向穿过所述上安装板371,所述导向轴373与所述上安装板371之间通过直线轴承滑动连接,所述上安装板371上还设置有升降气缸374,所述升降气缸374的端部纵向穿过所述上安装板371,与所述下安装板372的上端部通过连接件连接,所述第二夹装机构3安装于所述下安装板372下方,通过所述升降气缸374带动所述下安装板372和导向轴373同步上、下移动,以调整所述第二夹装机构3的上下位置,使得所述第二夹装机构3和所述第一夹装机构2在初始状态下的纵向高度位置一致,均处于夹装位置。
[0038]
于上述实施例的基础上,优选地,所述视觉检测机构4包括:光源40和相机41,所述光源40和相机41安装于连接组件42上,所述连接组件42由连接杆和连接块拼接而成,所述连接组件42安装于所述主体框架1的一侧;当所述第一夹装机构2将大金属嵌件和小金属嵌件安装于模具相应位置后,当所述第二夹装机构3将非金属网布嵌件安装于模具相应位置后,通过所述视觉检测机构4对嵌件放置位置进行拍照,以检测嵌件是否安装合格。
[0039]
于上述实施例的基础上,优选地,还包括:注塑成品夹取组件,所述注塑成品夹取组件包括:气指夹51和吸盘52,两者分布安装于所述主体框架1的侧端,注塑完成后,所述气指夹51和吸盘52夹取、吸附成型产品,通过与机器人配合,将成型产品取走。
[0040]
本实用新型的具体工作过程为:
[0041]
1.放置嵌件:将大、小金属嵌件和非金属网布嵌件分别放置于各自指定的定位胎具上;
[0042]
2.调整夹装机构部件状态:初始状态下,第一夹装机构2的第一避让气缸21、卸料气缸22均处于缩回状态,抓取气缸25处于闭合状态,第二夹装机构3的第二避让气缸30和压布气缸34处于缩回状态,抻布气缸31处于伸出状态,夹布气缸32处于伸出状态;
[0043]
3.整体机构转移至夹取位置:机器人带动主体框架1移动,将第一夹装机构2和第二夹装机构3移送至嵌件夹取位置;
[0044]
4.夹取嵌件:取料吸盘26吸取小金属嵌件,定位销23插入大金属嵌件上对应的定位孔,抓取气缸25插入大金属嵌件上抓取孔位并打开以抓取大金属嵌件,随后,取料吸盘26通过真空检测小金属嵌件是吸附成功,磁性开关43检测大金属嵌件是否抓取成功;同步地,
第二避让气缸30伸出带动抻布气缸31、夹布气缸32和夹爪33同向移动,夹爪33伸入网布下方,压布气缸34伸出,压杆36向下压紧网布,夹布气缸32缩回夹紧网布,随后抻布气缸31缩回,带动夹布气缸32和夹爪33同步移动,以抻平网布,光电传感器44检测网布是否夹取成功;
[0045]
5.整体机构转移嵌件:机器人带动整体机构转移至模具安装嵌件位置;
[0046]
6.安装大、小金属嵌件:第一避让气缸21伸出,将大、小嵌件插入模具上对应的挂针或安装孔内,到位后,取料吸盘26释放,小金属嵌件安装完成;抓取气缸25闭合,卸料气缸22伸出,挡板24对大金属嵌件进一步推送按压,使其安装到位;
[0047]
7.安装网布嵌件:网布装入模具安装缝隙一定深度,再依次执行以下动作:夹布气缸32伸出,夹爪33松开网布,压布气缸34缩回,第二避让气缸30缩回以带动夹爪33退出网布区域;
[0048]
8.检测安装是否到位:机器人带动整体机构移动至检测位置,视觉检测机构4对大、小金属嵌件和网布嵌件安装位置进行拍照,检测是否安装到位;
[0049]
9.整体机构撤出,注塑:检测合格后,机器人带动整体机构撤出注塑区域,注塑模具合模,进行产品注塑;
[0050]
10.取走产品:注塑后,机器人带动整体机构移动至产品位置,通过气指夹51和吸盘52夹取、吸附产品,随后机器人带动整体机构移动,取走产品。
[0051]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips