
 商标分类
商标分类  商标转让
商标转让 
一种防变形双色注压成型注塑模具的制作方法
 2021-02-22 17:02:34|
2021-02-22 17:02:34| 253|
253| 起点商标网
起点商标网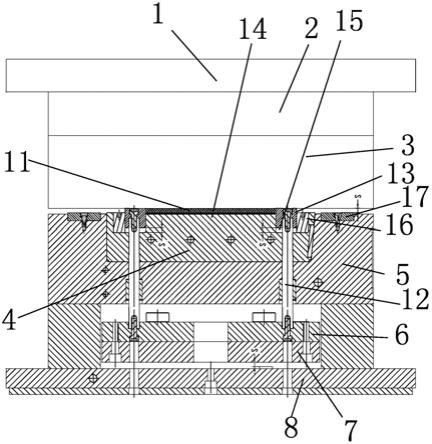
[0001]
本实用新型属于注塑系统技术领域,具体涉及一种防变形双色注压成型注塑模具。
背景技术:
[0002]
普通双色注塑模具,注塑塑料产品时,由于注塑压力过大,产品包胶部位容易产生飞边,尺寸控制困难、产品变形较大,影响产品品质,合格率低。
技术实现要素:
[0003]
本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种防变形双色注压成型注塑模具,采用先注塑后压缩,将普通的注塑工艺变成先注塑后模压的工艺,从而解决产品内应力和变形等问题。
[0004]
本实用新型解决上述技术问题所采用的技术方案为:一种防变形双色注压成型注塑模具,包括有上固定板、热流道板、定模板、公模仁、动模板、上顶针板、下顶针板以及下固定板,该模具还包括有第一注射穴以及第二注塑穴,所述的热流道板安装在上固定板下,定模板安装在热流道板上,动模板安装在公模仁下端上,上顶针板和下顶针板连接后与下固定板连接,待注塑的制品位于公模仁和定模板之间,其特征在于,所述的公模仁上设置有顶棍和直顶块,所述的顶棍的上端套接直顶块,顶棍的下端穿过公模仁与上顶针板连接,公模仁上具有产品形成部,所述的直顶块与公模仁的产品形成部端面平贴合,且直顶块与产品形成部为滑动配合。
[0005]
在上述的一种防变形双色注压成型注塑模具中,所述的公模仁上设置有滑动配合空间,所述的直顶块整体位于滑动配合空间内,在滑动配合空间内的直顶块旁设置有调整块。
[0006]
在上述的一种防变形双色注压成型注塑模具中,所述的动模板上设置有平衡块。
[0007]
与现有技术相比,本实用新型的优点在于:
[0008]
1、采用低压注塑工艺,先注塑后压缩,克服双色注塑件产品变形的问题;
[0009]
2、可减少操作人工,提高工作效率,缩短注塑周期;
[0010]
3、减少模具在注塑成型机的试模次数,节约试模成本,节能环保;
[0011]
4、低压成型,模具使用寿命提高。
附图说明
[0012]
图1是第一注射穴以及第二注塑穴的结构示意图;
[0013]
图2是本防变形双色注压成型注塑模具结构示意图。
具体实施方式
[0014]
以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步
的描述,但本实用新型并不限于这些实施例。
[0015]
图中,上固定板1;热流道板2;定模板3;公模仁4;动模板5;上顶针板6;下顶针板7;下固定板8;第一注射穴9;第二注塑穴10;制品11;顶棍12;直顶块13;产品形成部14;滑动配合空间15;调整块16;平衡块17。
[0016]
如图1和图2所示,本防变形双色注压成型注塑模具,包括有上固定板1、热流道板2、定模板3、公模仁4、动模板5、上顶针板6、下顶针板 7以及下固定板8,该模具还包括有第一注射穴9以及第二注塑穴10,这里第一注射穴9为双色模的第一次注塑,第二注塑穴10为以色模的第二次注塑,第二次注塑所形成的制品11为第一射与第二射注塑的叠加产品,热流道板2安装在上固定板1下,定模板安装在热流道板2上,动模板5安装在公模仁4下端上,上顶针板6和下顶针板7连接后与下固定板8连接,待注塑的制品11位于公模仁4和定模板之间,公模仁4上设置有顶棍12 和直顶块13,顶棍12的上端套接直顶块13,顶棍12的下端穿过公模仁4 与上顶针板6连接,公模仁4上具有产品形成部14,直顶块13与公模仁4 的产品形成部14端面平贴合,也就是说直顶块13与公模仁4的产品形成部14端部之间封胶面为零度,且直顶块13与产品形成部14为滑动配合,这里顶棍12和直顶块13分别为两对,且左右对称设置,为了方便进行滑动配合,公模仁4上设置有滑动配合空间15,直顶块13整体位于滑动配合空间15内,在滑动配合空间15内的直顶块13旁设置有调整块16,通过调整块16可以控制直顶块13的滑动匹配程度,动模板上设置有平衡块17,通过平衡块17可以保持平衡,这里直顶块13由顶棍12连接于上顶针板6,在注塑机顶棍12顶出力的作用下,推动下顶针板7及上顶针板6,驱动力通过顶棍12传导至直顶块13,直顶块13受驱动力往上移动,移动距离为 s,s为预先加厚的型腔空间,合模注塑阶段,定模板与直顶块13持续保持为贴合封胶状态,在注塑机锁模力的强行压合作用下,压并预加厚的s空间,最终压并至制品11实际需求的壁厚。
[0017]
本防变形双色注压成型注塑模具工作时,首先注塑机合模,第一注射穴9注塑成型,然后动、定模打开,其中动模部分整体旋转180度,定模不动,直顶块13顶出一段距离s(如图2),然后注塑机合模,定模板3与直顶块13贴合封胶,第二注射穴注塑,将产品所需重量的熔胶低压力注射到型腔,避免高压注塑应力变形,注塑机持续合模压制,压并预加厚的s 空间,得到制品11实际需求的壁厚,最后经保压、冷却、开模、取件,得到最终制品11。
[0018]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明,本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips