
 商标分类
商标分类  商标转让
商标转让 
一种用于玻璃纤维拉挤工艺的浸胶装置的制作方法
 2021-02-22 16:02:34|
2021-02-22 16:02:34| 304|
304| 起点商标网
起点商标网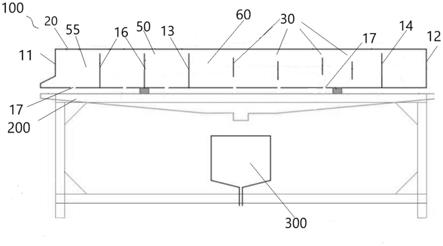
[0001]
本新型涉及拉挤工艺技术领域,尤其涉及一种用于玻璃纤维拉挤工艺的浸胶装置。
背景技术:
[0002]
叶片加工领域中最主要的工艺为真空灌注工艺,作为主梁的灌注部件需格外注重拉挤材料的拉伸模量和疲劳性能。拉挤成型工艺所用的增强材料主要为碳纤维、玻璃纤维、玄武岩纤维等,随着风能用叶片拉挤材料和制品的需求不断增加,同时受碳纤维高昂价格的限制,开发能够满足风电叶片未来发展的性能需求的玻璃纤维拉挤材料和制品是风电领域的主要趋势。
技术实现要素:
[0003]
为了解决上述技术问题,本新型提供了一种用于玻璃纤维拉挤工艺的浸胶装置,在浸胶槽内加装格栅,通过调节格栅的高低差使得格栅的任意一排栅格的横截面呈波浪凹凸状,玻璃纤维浸润树脂后分层穿过格栅的栅格,在挤出多余树脂以挤出树脂中多余的气泡,控制纱线在产品中的直线度以保持纱线的张力。
[0004]
根据本新型的一个方面,提供了一种于玻璃纤维拉挤工艺的浸胶装置,包括浸胶槽,浸胶槽包括槽体以及封闭槽体的槽盖,浸胶槽中设置有第一分隔板,浸胶槽的第一端壁与第一分隔板之间形成浸胶区,第一分隔板与浸胶槽的第二端壁之间形成沥胶区,其中,第一端壁和第一分隔板为相同的穿纱孔板。沿玻璃纤维拉挤方向,沥胶区中设置有垂直于玻璃纤维拉挤方向设置的若干块格栅和第一预成型板,沥胶区底部设置有出胶口。格栅包括水平设置的多条相互平行的格栅条,相邻的格栅条之间形成栅格,格栅的栅格的排数与第一分隔板的穿纱孔的排数相同。其中,相邻格栅在槽体中设置的高度不同。
[0005]
可选择地,格栅的格栅条等间距分布,栅格的纵向间距为1-3mm。
[0006]
可选择地,第一预成型板上开设有预定形状的若干第一预成型孔。
[0007]
可选择地,浸胶区内设置有至少一个第二分隔板将浸胶区分隔为n个浸胶单元,n≥2,每个浸胶单元底部对应设置有至少一个出胶口。
[0008]
可选择地,第二分隔板为穿纱孔板,第二分隔板的穿纱孔与第一分隔板的穿纱孔相同;第二分隔板的高度低于第一分隔板。
[0009]
可选择地,浸胶装置还包括回收罩、储胶槽和导流管,回收罩设置于浸胶槽底壁下方,回收罩与储胶槽连接;对应每个浸胶单元,浸胶槽的槽盖上开设有树脂入口,储胶槽通过导流管与树脂入口连通。
[0010]
本申请通过调节格栅的高低差使得格栅的任意一排栅格的横截面呈波浪凹凸状,纤维浸润树脂后分层进入格栅的栅格,使得纤维从格栅的栅格中行进的轨迹为曲面凹凸型,在挤出多余树脂的同时,仍保持一定的张力,控制纱线在产品中的直线度,通过控制纱线在产品的直线度和挤出浸树脂中多余的气泡,成型后的制品和材料具有良好的拉伸模量
和疲劳性能。
[0011]
格栅的栅格间距为1-3mm时,玻璃纤维从栅格中穿过足以沥除玻璃纤维表面上多余的树脂,优选地,格栅的栅格间距为2mm,玻璃纤维从2mm的栅格中穿过,玻璃纤维的张力平均、直线度最高,拉挤材料的模量更高。
[0012]
本新型改进了纤维的浸润装置,优化了纤维的浸润过程,通过本申请的纤维浸润装置浸润后的玻璃纤维拉挤材料具有良好的拉伸模量和抗疲劳性能。
[0013]
本新型对玻璃纤维拉挤材料的浸胶工艺方面进行改进,改变现有拉挤工艺中单纯靠提高玻纤含量来提高材料或制品拉伸模量等力学性能的现状,解决了玻璃纤维拉挤材料纤维含量造成疲劳性能下降的问题。
附图说明
[0014]
构成本新型的一部分的附图用来提供对本新型的进一步理解,本新型的示意性实施例及其说明用于解释本新型,并不构成对本新型的不当限定。在附图中:
[0015]
图1是本申请的用于玻璃纤维拉挤工艺的浸胶装置的结构示意图;
[0016]
图2是实施例中浸胶装置的沥胶区的结构示意图;
[0017]
图3是实施例中玻璃纤维从格栅穿过的轨迹线型图。
具体实施方式
[0018]
为使本新型实施例的目的、技术方案和优点更加清楚,下面将结合本新型实施例中的附图,对本新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本新型一部分实施例,而不是全部的实施例。基于本新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本新型保护的范围。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征向量可以相互任意组合。
[0019]
现有的叶片制作工艺最主要是真空灌注工艺,作为主梁的灌注部件需注重拉伸模量及其疲劳性能,真空灌注的玻纤纤维体积含量只能做到60%以下,而这种情况下,采用e6玻纤,其拉伸模量在47-48gpa。这在普通叶型上可以得到应用,但随着叶片的大型化及工艺的改进,需要更高的模量及疲劳性能的材料支撑。
[0020]
本申请的用于玻璃纤维拉挤工艺的浸胶装置,在浸胶槽100内加装格栅30,通过调节格栅30的高低差使得格栅30的任意一排栅格33的横截面呈波浪凹凸状,玻璃纤维浸润树脂后分层穿过格栅30的栅格33,在挤出多余树脂以挤出树脂中多余的气泡,控制纱线在产品中的直线度以保持纱线的张力。
[0021]
如图1所示,本申请的用于玻璃纤维拉挤工艺的浸胶装置,包括浸胶槽100,浸胶槽100包括槽体10以及封闭槽体10的槽盖20,浸胶槽100中设置有第一分隔板13,浸胶槽100的第一端壁11与第一分隔板13之间形成浸胶区50,第一分隔板13与浸胶槽100的第二端壁12之间形成沥胶区60,其中,第一端壁11和第一分隔板13为相同的穿纱孔板。
[0022]
如图2所示,沿玻璃纤维拉挤方向,沥胶区60中依次设置有垂直于玻璃纤维拉挤方向设置的若干块格栅30和第一预成型板14,沥胶区60底部设置有出胶口17。格栅30包括水平设置的多条相互平行的格栅条32,相邻的格栅条32之间形成栅格33,格栅30的栅格33排
数与第一分隔板13上穿纱孔的排数相同。
[0023]
玻璃纤维从第一端壁11的穿纱孔进入浸胶区50浸润树脂,从第一分隔板13的穿纱孔穿入沥胶区60,玻璃纤维穿纱分层穿过格栅30的栅格33沥去玻璃纤维表面多余的树脂,再通过第一预成型板14预成型后从第二端壁12穿出,从玻璃纤维表面沥除的树脂通过出胶口17排出。如图3所示,相邻格栅30在槽体10中设置的高度不同,玻璃纤维穿过若干块格栅30的栅格33的轨迹呈波浪凹凸型。
[0024]
玻璃纤维从若干块格栅30的栅格33穿过的轨迹呈波浪凹凸型,在挤出玻璃纤维表面多余树脂的同时,保持了玻璃纤维的张力,从浸胶装置中穿出进入拉挤装置的纱线连续、直线度高、拉伸模量高,降低拉挤阻力,能够连续稳定拉挤得到拉挤材料,拉挤材料的拉伸模量高。
[0025]
在实际应用过程中,通过调节若干块格栅30设置的高度差进而调节玻璃纤维穿过栅格33的轨迹形成的波浪凹凸型的曲度。
[0026]
格栅30的格栅条32等间距分布,栅格33的纵向间距为1-3mm。优选地,栅格33的纵向间距为2mm。
[0027]
其中,第一预成型板14上开设有预定形状的若干第一预成型孔,若干玻璃纤维穿过一个第一预成型孔形成预定形状的玻璃纤维材料。
[0028]
作为一种示例,第二端壁12为第二预成型板。
[0029]
基于上述示例,一种可能的实施方式中,第二端壁12上开设有与第一预成型板14上的第一预成型孔对应设置的若干第二预成型孔,第二预成型孔与第一预成型孔的形状相同且相对于第一预成型孔等比例缩小,从第一预成型板14穿出的预定形状的玻璃纤维材料穿过第二端壁12的第二预成型孔二次预成型。由于第二预成型孔的尺寸小于第一预成型孔的尺寸,从第一预成型孔穿出的预定形状的玻璃纤维材料从第二预成型孔中穿过时受到第二预成型孔的挤压,将预定形状的玻璃纤维材料的尺寸压缩成与第二预成型孔的尺寸相同,减轻了后续拉挤过程的操作难度。优选地,第二预成型孔的尺寸为第一预成型孔的0.6-0.8。
[0030]
作为一种示例,如图1所示,浸胶区50内设置有至少一个第二分隔板16,第二分隔板16将浸胶区分隔为n个浸胶单元55,n≥2,每个浸胶单元55底部对应设置有至少一个出胶口17。浸胶时,n个浸胶单元55中的至少一个浸胶单元55中注满树脂且底部的出胶口17关闭,其余浸胶单元55底部的出胶口17打开;玻璃纤维从浸胶区50穿过在注满树脂的浸胶单元55中浸胶。
[0031]
玻璃纤维浸胶一段时间后,玻璃纤维表面毛羽浸入到树脂中,需要停止连续进入过程更换浸胶槽中的树脂并清理浸胶槽中的毛羽,影响玻璃纤维材料的连续生产,本申请的n个浸胶单元55顺序作业,浸胶单元55需要清理毛羽时,顺序关闭下一个浸胶单元55的出胶口17并向其中注满树脂,玻璃纤维在下一个浸胶单元55中浸胶;同时打开需要清理的浸胶单元55底部的出胶口17将其中的树脂回收,再清理此浸胶单元55中的毛羽。本申请中玻璃纤维在浸胶区50中浸胶,无需因清洗毛羽过程停止生产进程,有效提高了玻璃纤维拉挤材料的生产效率。
[0032]
基于上述示例,一种可能的实施方式中,如图1所示,浸胶区50内设置有两块第二分隔板16,两块第二分隔板16将浸胶区分隔为三个浸胶单元55,每个浸胶单元55底部对应
设置有一个出胶口17。浸胶时,三个浸胶单元55中的一个浸胶单元55中注满树脂且底部的出胶口17关闭,其余两个浸胶单元55底部的出胶口17打开;玻璃纤维从浸胶区50穿过在注满树脂的浸胶单元55中浸胶。
[0033]
三个浸胶单元55顺序作业,玻璃纤维在一个浸胶单元55中浸胶一段时间后,顺序关闭下一个浸胶单元55底部的出胶口17并向其中注满树脂,玻璃纤维开始在下一个浸胶单元55中浸胶,同时打开需要清理的浸胶单元55底部的出胶口17将树脂排出并清理浸胶单元55中的毛羽。
[0034]
作为一种示例,本申请的用于玻璃纤维拉挤工艺的浸胶装置的第二分隔板16为穿纱孔板,第二分隔板16的穿纱孔为与第一分隔板13的穿纱孔相同的阵列孔。在此条件下,玻璃纤维穿过浸胶区50的浸胶过保持直线行进,保持了玻璃纤维的整体张力。
[0035]
基于上述示例,一种可行的实施方式中,第二分隔板16的高度低于第一分隔板13,以避免向浸胶单元55注入树脂时,树脂溢流到沥胶区60中。
[0036]
作为一种示例,如图1所示,本申请的用于玻璃纤维拉挤工艺的浸胶装置还包括回收罩200、储胶槽300和导流管,回收罩200设置于浸胶槽100底壁下方,回收罩200与储胶槽300连接;从浸胶槽100的出胶口17流出的树脂流入到回收罩200进而回收到树脂桶300中。
[0037]
对应每个浸胶单元55,浸胶槽100的槽盖20上开设有至少一个树脂入口(图未示),储胶槽300通过导流管(图未示)分别与每个浸胶单元55的树脂入口连通将树脂注入到浸胶单元55中。
[0038]
作为一种示例,与每个浸胶单元55的树脂入口的导流管上均设有控制阀,浸胶单元55浸胶时,先关闭浸胶单元55底部的出胶口17,再打开与浸胶单元55连接的导流管上的控制阀向浸胶单元55中注入树脂,浸胶单元55中注满树脂后,关闭控制阀停止向浸胶单元55中继续注入树脂。
[0039]
作为一种示例,储胶槽300与真空泵连接,真空泵将储胶槽300中的树脂泵入到浸胶单元55中。
[0040]
优选地,拉挤材料的单根玻璃纤维浸润树脂的过程在恒温条件下进行。
[0041]
如图1所示,储胶槽300的槽壁为双层槽壁,双层槽壁之间形成保温层,保温层中中循环流动热水以加热储胶槽300中的树脂使得储胶槽300中的树脂维持在预定温度,使得储胶槽300通过导流管向浸胶槽100中注入的树脂温度恒定。
[0042]
其中,储胶槽300的双层槽壁中循环流动的热水温度为30℃ˉ50℃,使得储胶槽300通过导流管向浸胶槽100中注入的树脂温度为30℃ˉ50℃。
[0043]
作为一种示例,如图1所示,回收罩200呈漏斗形,回收罩200粗端开口朝向浸胶槽100底壁设置,细端开口与树脂桶200密封连接,从浸胶槽200中流出的树脂通过回收罩200回流到树脂桶300中。
[0044]
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括要素的物品或者设备中还存在另外的相同要素。
[0045]
以上实施例仅用以说明本新型的技术方案而非限制,仅仅参照较佳实施例对本新
型进行了详细说明。本领域的普通技术人员应当理解,可以对本新型的技术方案进行修改或者等同替换,而不脱离本新型技术方案的精神和范围,均应涵盖在本新型的权利要求范围当中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 格栅
 热门咨询
热门咨询




tips