
 商标分类
商标分类  商标转让
商标转让 
压滤机滤板自动化生产设备的制作方法
 2021-02-22 15:02:43|
2021-02-22 15:02:43| 427|
427| 起点商标网
起点商标网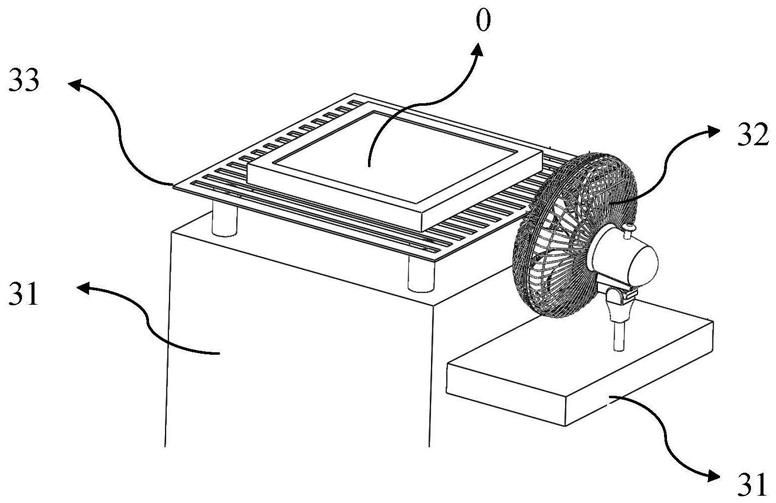
[0001]
本实用新型涉及一种自动化生产设备及工艺,更进一步说是一种压滤机滤板自动化生产设备。
背景技术:
[0002]
压滤机是一种常用的固液分离设备,其利用一种特殊的过滤介质,对过滤对象施加一定的压力,使得液体渗析出来,从而实现固液分离。早在18世纪初就广泛应用于化工生产,至今仍广泛应用于化工、制药、冶金、染料、食品、酿造、陶瓷以及环保等行业,其核心部件是过滤机构里的滤板。目前,滤板由注塑机注塑成型后经后续加工而成,由于滤板是一种面积较大的薄板结构,注塑成型后在自然冷却的过程中很容易变形,为后续加工造成不小麻烦。本实用新型公开一种压滤机滤板自动化生产设备,其所设置的冷却系统很好的解决了冷却变形的问题,并通过agv实现快速运输,真正意义实现无人作业,具有工程实际意义。
技术实现要素:
[0003]
本实用新型的目的正是针对上述问题而公开的压滤机滤板自动化生产设备。
[0004]
本实用新型的目的可通过下述技术措施来实现:
[0005]
所述压滤机滤板自动化生产设备主要包括但不限于注塑机1、机器人2,冷却系统3、agv车辆系统 4、栈板台5以及控制系统;机器人2设置在注塑机1的上方或侧方,机器人2的手臂末端设置有机器人夹具21;所述冷却系统3设置在注塑机1的侧方,并被覆盖在机器人2的工作范围之内;所述冷却系统3 主要由机架31、吹风机32以及隔离板33构成;栈板台5设置在冷却系统3的侧方,并被覆盖在机器人2 的工作范围之内;agv车辆系统4通过控制系统与机器人2通讯,并通过自动导航方式将满栈板运输到指定地方;通过控制系统,所述注塑机1、机器人2、冷却系统3、agv车辆系统4以及栈板台5协同作业,自动完成如下动作:
[0006]
1)注塑机1合模,自动将产品0注塑成型,用时为t;
[0007]
2)注塑机1开模,给信号到控制系统;
[0008]
3)机器人2得到步骤2)所述信号后,将产品0取出后给信号到控制系统,用时为t1,注塑机1重复步骤1);
[0009]
4)机器人2将产品放置到冷却系统3上的隔离板33上,并用机器人夹具21或者专用按压设备按压产品0,直至产品0降温到指定温度,用时为t2;
[0010]
5)机器人2将产品0放到栈板台5上的栈板上,复位,等待步骤2)信号,用时为t3;
[0011]
6)重复步骤1)到5);
[0012]
7)栈板满,给信号到控制系统;
[0013]
8)agv车辆系统4得到步骤7)所述信号后,将满栈板运走;
[0014]
9)将空栈板放置到栈板台5上;
[0015]
步骤1)——步骤9)构成所述压滤机滤板的生产自动化工艺流程,且t1+t2+t3<t。
[0016]
所述机器人2是一种桁架式机械手,架设在注塑机1的上方;并与注塑机1固定连
接;所述机器人夹具21固定在其上下移动的手臂末端。
[0017]
所述机器人2是一种关节机器人,架设在注塑机1的侧面,并固定在地面上;所述机器人夹具21固定在其最后一个关节手臂的末端。
[0018]
所述吹风机32其实质是一台工业风扇。
[0019]
所述压滤机滤板的生产自动化工艺步骤9)中,使用专用设备将空栈板放置到栈板台5上;亦或是所述agv车辆系统4中的空闲agv车辆本体将空栈板放置到栈板台5上。
[0020]
所述agv车辆系统4包含agv车辆本体、调度系统以及导航系统;所述导航系统类别包括但不限于:磁条导航、磁钉导航、激光导航、视觉导航。
[0021]
所述agv车辆系统4其实质是一套叉车式激光导航agv车辆系统。
[0022]
本实用新型的有益效果如下:
[0023]
采用本实用新型所述压滤机滤板自动化生产设备,用机器人完成滤板加工过程中的上下料工作,且保证产品不变形,用agv车辆替代人工搬运,真正实现机器人替人,提高工作效率,极具推广价值。
附图说明
[0024]
图1所示为所述压滤机滤板自动化生产设备整体布局示意图;
[0025]
图2所示为所述冷却系统3整体结构示意图;
[0026]
图3所示为所述冷却系统3、栈板台相互位置关系图;
[0027]
图4所示为产品0在冷却系统3上冷却过程姿态示意图;
[0028]
图5所示为所述机器人2为关节机器人时注塑机1和机器人2之间的相对位置示意图;
[0029]
图中序号:0产品,1注塑机,2机器人,21机器人夹具,3冷却系统,31机架,32吹风机,33隔离板,4agv车辆系统,5栈板台。
具体实施方式
[0030]
如图1所示,本实用新型公开一套压滤机滤板自动化生产设备,所述压滤机滤板自动化生产设备主要包括但不限于注塑机1、机器人2,冷却系统3、agv车辆系统4、栈板台5以及控制系统。如图1所示,当所述机器人2为桁架式机械手时,其设置在注塑机1的上方,机器人2的手臂末端设置有机器人夹具21,用来取放产品0。
[0031]
如图1和图2所示,所述冷却系统3设置在注塑机1的侧方,并被覆盖在机器人2的工作范围之内,保证机器人2能够将产品0放置到冷却系统3上面。所述冷却系统3主要由机架31、吹风机32以及隔离板33构成。吹风机32固定在机架31上,并处于隔离板33的侧面,隔离板33与机架之间设置有一定的间隔距离。如图4所示,当吹风机32从侧方吹风时,能够最大限度的保证气流的流动性,提高产品的降温速度。
[0032]
如图3所示,栈板台5设置在冷却系统3的侧方,并被覆盖在机器人2的工作范围之内,保证机器人 2能够把产品0放置到栈板台5上的栈板上。agv车辆系统4通过控制系统与机器人2通讯,并通过自动导航方式将满栈板运输到指定地方(比如仓库)。
[0033]
通过控制系统,所述注塑机1、机器人2、冷却系统3、agv车辆系统4以及栈板台5协同作业,自动完成如下动作:
[0034]
1)注塑机1合模,自动将产品0注塑成型,用时为t;
[0035]
2)注塑机1开模,给信号到控制系统;
[0036]
3)机器人2得到步骤2)所述信号后,将产品0取出后给信号到控制系统,用时为t1,注塑机1重复步骤1);
[0037]
4)如图4所示,机器人2将产品放置到冷却系统3上的隔离板33上,并用机器人夹具21或者专用按压设备按压产品0,直至产品0降温到指定温度,用时为t2;
[0038]
5)机器人2将产品0放到栈板台5上的栈板上,复位,等待步骤2)信号,用时为t3;
[0039]
6)重复步骤1)到5);
[0040]
7)栈板满,给信号到控制系统;
[0041]
8)agv车辆系统4得到步骤7)所述信号后,将满栈板运走;
[0042]
9)将空栈板放置到栈板台5上;
[0043]
步骤1)——步骤9)即为本实用新型所述的压滤机滤板的生产自动化工艺流程,且t1+t2+t3<t,即所有上下料动作都在一个注塑周期内完成,保证生产节拍的匹配性。
[0044]
如图4所示,优选地,当机器人2将产品放置到冷却系统3上的隔离板33上,并不直接松开,而是直接将产品0按压在冷却系统3中的隔离板33上,吹风机32持续吹风一定时间,直至产品0降温到指定温度。在此过程中,由于机器人夹具21的按压,保证了产品0在隔离板上始终处于一种压迫状态,在降温的过程中保证其平整性。待温度降低到一定温度时,机器人夹具21释放压力后,该产品0不会再变形。此方法解决了薄板(产品0是一种薄板)温度由高到低温变过程中的变形问题,具有很大的工程实际意义。亦或,设计一台专用设备,设置在冷却系统3的机架31上,当机器人2将从注塑机1里面取出来的具有一定温度的产品0放置到隔离板33上后即刻离开,转由所述的专用设备压紧该产品0,直至温度降低到指定点,释放压力,再由机器人2将产品0取走,也不失为一种方法,本实用新型优先选择前者。
[0045]
如图1所示,当所述机器人2是一种桁架式机械手时,其架设在注塑机1的上方;并与注塑机1固定连接;所述机器人夹具21固定在其上下移动的手臂(z轴)末端。
[0046]
如图5所示,当所述机器人2是一种关节机器人时,其架设在注塑机1的侧面,并固定在地面上;所述机器人夹具21固定在其最后一个关节手臂(第六轴)的末端。
[0047]
优选地,所述吹风机32其实质是一台工业风扇,性价比高。
[0048]
所述agv车辆系统4包含agv车辆本体、调度系统以及导航系统;所述导航系统类别包括但不限于:磁条导航、磁钉导航、激光导航、视觉导航。
[0049]
所述压滤机滤板的生产自动化工艺步骤9)中,可以设计一台专用设备,其作用就是:当满栈板被agv 车辆系统4移走后,能够自动将空栈板放置到栈板台5上,节省时间,且能提高agv车辆系统4的实际使用效率。或者,因为所述agv车辆系统4中包含不少于一台agv车辆本体,当满栈板被其中的一台 agv车辆本体移走后,调度系统会自动指派另外一台空闲agv车辆本体将空栈板放置到栈板台5上,也不失为一种高效的方法。本实用新型中优先选用后者。
[0050]
优选地,本实用新型所述agv车辆系统4其实质是一套叉车式激光导航agv车辆系统。
[0051]
本实用新型的有益效果如下:
[0052]
采用本实用新型所述压滤机滤板自动化生产设备,用机器人完成滤板加工过程中
的上下料工作,且保证产品不变形,用agv车辆替代人工搬运,真正实现机器人替人,提高工作效率,极具推广价值。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips