
 商标分类
商标分类  商标转让
商标转让 
耳带塑形焊接装置的制作方法
 2021-02-22 15:02:31|
2021-02-22 15:02:31| 254|
254| 起点商标网
起点商标网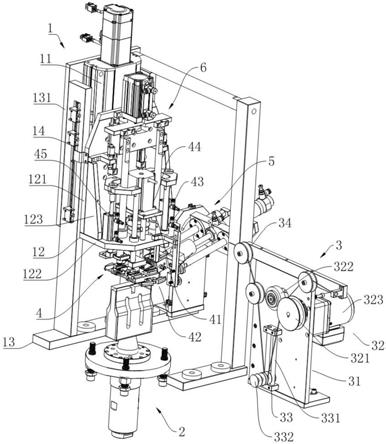
[0001]
本实用新型涉及口罩生产技术领域,具体地,涉及一种耳带塑形焊接装置。
背景技术:
[0002]
口罩是一种用于过滤进入口鼻的空气,保护人体呼吸系统和身体健康的卫生用品,人体佩戴口罩可以防护并过滤掉飞沫、粉尘、废气等影响身体健康的病菌和污染物进入到人体内部。口罩主要包括多层过滤材料构成的口罩主体、鼻梁筋以及耳带,耳带需要通过焊接的方式连接在口罩主体上。现有技术中采用的耳带焊接方式是,先对上料的耳带进行进行传动塑形,然后裁切形成耳带,并露出带头,最后再压带头并进行焊接,其中涉及到的传动塑形机构和压带头机构需要进行整体移动,现有的整体移动方式的噪音较大,且流畅平稳度不足,导致现场作业环境差,且影响耳带焊接质量。
技术实现要素:
[0003]
针对现有技术的不足,本实用新型提供一种耳带塑形焊接装置。
[0004]
本实用新型公开的一种耳带塑形焊接装置,包括:
[0005]
主驱机构,其包括主驱组件以及设于主驱组件驱动端的承载平台,主驱组件驱动承载平台移动;
[0006]
设于承载平台的移动路径上的焊接机构,焊接机构靠近于移动路径的末端;
[0007]
设于承载平台的移动路径上的线料上料机构,线料上料机构用于耳带线料的上料;线料上料机构与焊接机构分别位于移动路径相对的两侧,或者线料上料机构与焊接机构均位于移动路径的同侧;
[0008]
设于承载平台上的耳带传动塑形机构;
[0009]
设于承载平台的移动路径上的裁切机构,裁切机构位于耳带传动塑形机构一侧;以及
[0010]
设于承载平台上的压带头机构;口罩主体经过耳带传动塑形机构以及焊接机构之间,耳带传动塑形机构接收耳带线料,并对耳带线料进行传动塑形,裁切机构对传动塑形后的耳带线料进行裁切,形成耳带,承载平台带动耳带传动塑形机构以及压带头机构靠近于焊接机构,压带头机构按压耳带的耳头至口罩主体,焊接机构焊接耳带带头至口罩主体上。
[0011]
根据本实用新型一实施方式,主驱机构还包括主驱架;主驱组件沿着主驱架的高度方向设置于主驱架上,主驱组件驱动承载平台沿着平行于主驱架的高度方向线性移动。
[0012]
根据本实用新型一实施方式,主驱机构还包括主驱到位检测组件;主驱到位检测组件设于主驱架,其检测端面向承载平台,主驱到位检测组件用于检测承载平台的位移。
[0013]
根据本实用新型一实施方式,线料上料机构包括线料上料架设于线料上料架的上料组件、张料组件以及变料组件;线料上料架设于耳带传动塑形机构的一侧,上料组件、张料组件以及变料组件由远离耳带传动塑形机构向着靠近耳带传动塑形机构的方向依次设置,上料组件用于耳带线料的上料,张料组件接收上料的耳带线料并进行张料,变料组件接
收张料后的耳带线料并进行变向,变向后的耳带线料向着耳带传动塑形机构的入料端延伸。
[0014]
根据本实用新型一实施方式,耳带传动塑形机构包括传动塑形组件、夹料驱动组件、旋料驱动组件以及放料驱动组件;传动塑形组件位于承载平台与口罩主体之间;旋料驱动组件设于承载平台,其输出端与传动塑形组件连接,其驱动传动塑形组件旋转;夹料驱动组件以及放料驱动组件分别设于承载平台,夹料驱动组件以及放料驱动组件的驱动端分别正对传动塑形组件的夹料端及放料端;传动塑形组件接收上料的耳带线料,夹料驱动组件驱动传动塑形组件的夹料端对耳带线料进行夹紧,旋料驱动组件驱动传动塑形组件旋转,对耳带线料进行传动塑形,放料驱动组件驱动传动塑形组件的放料端对塑形裁切后的耳带进行放料。
[0015]
根据本实用新型一实施方式,耳带传动塑形机构还包括入料组件;入料组件设于承载平台,并与传动塑形组件相邻,入料组件用于接收线料上料机构上料的耳带线料,并导入耳带线料至传动塑形组件的夹料端。
[0016]
根据本实用新型一实施方式,耳带传动塑形机构还包括耳带过渡组件;耳带过渡组件位于入料组件与线料上料机构之间,耳带过渡组件接收线料上料机构上料的耳带线料,并过渡至入料组件。
[0017]
根据本实用新型一实施方式,传动塑形组件包括旋转承载架、两个塑形限位件以及两个夹持件;两个塑形限位件分别设于旋转承载架相对的两端,两个夹持件分别设于旋转承载架相对的两侧,每一夹持件包括两个并排设置的夹持部;夹持部转动连接于旋转承载架,夹持部具有夹料端及放料端;耳带线料的带头被夹持部夹持,转动旋转承载架,使耳带塑形于塑形限位件。
[0018]
根据本实用新型一实施方式,压带头机构包括压头驱动组件以及焊接压头组件;压头驱动组件设于承载平台,其输出端与焊接压头组件的一端连接,焊接压头组件的另一端穿过承载平台,并面向耳带的带头。
[0019]
根据本实用新型一实施方式,焊接压头组件包括焊接承载件以及压头件;焊接承载件与压头驱动组件连接;压头件的一端与焊接承载件连接,其另一端穿过承载平台,并面向耳带的带头,且焊接承载件与压头件的连接位置可调。
[0020]
本申请通过主驱组件对承载平台驱动位移,带动承载于承载平台上的耳带传动塑形机构以及压带头机构进行平稳的整体移动,噪音小且移动流畅平稳,保证现场作业环境及耳带焊接质量。
附图说明
[0021]
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
[0022]
图1为实施例一中耳带塑形焊接装置的结构示意图;
[0023]
图2为实施例一中承载平台、耳带传动塑形机构及压带头机构的结构示意图;
[0024]
图3为实施例一中承载平台、耳带传动塑形机构及压带头机构的另一视角结构示意图;
[0025]
图4为实施例一中裁切机构的结构示意图;
[0026]
图5为实施例二中的耳带塑形焊接装置的另一结构示意图。
[0027]
附图标记说明:
[0028]
1、主驱机构;11、主驱组件;12、承载平台;121、承载竖板;122、承载底板;123、承载加强板;13、主驱架;131、主驱承载板;14、主驱到位检测组件;2、焊接机构;3、线料上料机构;31、线料上料架;32、上料组件; 321、主驱轮;322、压线从动轮;323、上料驱动件;33、张料组件;331、张料导柱;332、张料轮;34、变料组件;4、耳带传动塑形机构;41、塑形安装架;42、传动塑形组件;421、旋转承载架;4211、夹持压合块;422、塑形限位件;4221、限位槽;4222、缺口;423、夹持件;4231、夹持部;43、夹料驱动组件;431、夹持驱动件;4311、第一驱动连板;432、夹持压杆;4321、第二驱动连板;433、夹持压头;44、旋料驱动组件;441、旋料驱动件;442、旋料驱动柱;45、放料驱动组件;451、放料驱动件;4511、第三驱动连板; 452、放料压杆;453、放料压头;454、推带件;4541、推带主体;4542、推块;46、入料组件;461、入料架;4611、入料横架;4612、入料竖架;462、入料件;47、过渡组件;471、过渡架;472、过渡件;5、裁切机构;51、裁切驱动组件;52、裁切刀头组件;53、裁切支撑架;531、裁切承载块;54、裁切导向件;6、压带头机构;61、压头驱动组件;62、焊接压头组件;621、焊接承载件;6211、滑动件;622、压头件;6221、调节孔。
具体实施方式
[0029]
以下将以图式揭露本实用新型的多个实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本实用新型。也就是说,在本实用新型的部分实施方式中,这些实务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与组件在图式中将以简单的示意的方式绘示之。
[0030]
需要说明,本实用新型实施例中所有方向性指示诸如上、下、左、右、前、后
……
仅用于解释在某一特定姿态如附图所示下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0031]
另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,并非特别指称次序或顺位的意思,亦非用以限定本实用新型,其仅仅是为了区别以相同技术用语描述的组件或操作而已,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少两个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
[0032]
为能进一步了解本实用新型的实用新型内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下:
[0033]
实施例一
[0034]
参照图1和图2,图1为实施例一中耳带塑形焊接装置的结构示意图。本实施例中的耳带塑形焊接装置包括主驱机构1、焊接机构2、线料上料机构3、耳带传动塑形机构4、裁切机构5以及压带头机构6。其中,主驱机构1包括主驱组件11以及设于主驱组件11驱动端的承载平台12,主驱组件11驱动承载平台12移动。焊接机构2设于承载平台12的移动路径上,且焊接机构2 靠近于移动路径的末端。线料上料机构3设于承载平台12的移动路径上,线料上
料机构3用于耳带线料的上料;线料上料机构3与焊接机构2分别位于移动路径相对的两侧。耳带传动塑形机构4设于承载平台12上。裁切机构5 设于承载平台12的移动路径上,裁切机构5位于耳带传动塑形机构4一侧。压带头机构6设于承载平台12上。口罩主体经过耳带传动塑形机构4以及焊接机构2之间,耳带传动塑形机构4接收耳带线料,并对耳带线料进行传动塑形,裁切机构5对传动塑形后的耳带线料进行裁切,形成耳带,承载平台 12带动耳带传动塑形机构4以及压带头机构6靠近于焊接机构2,压带头机构6按压耳带的耳头至口罩主体,焊接机构2焊接耳带带头至口罩主体上。
[0035]
通过主驱组件11对承载平台12驱动位移,带动承载于承载平台12上的耳带传动塑形机构4以及压带头机构6进行平稳的整体移动,噪音小且移动流畅平稳,保证现场作业环境及耳带焊接质量。
[0036]
复参照图1,进一步,主驱机构1还包括主驱架13。主驱组件11沿着主驱架13的高度方向设置于主驱架13上,主驱组件11驱动承载平台12沿着平行于主驱架13的高度方向线性移动。
[0037]
具体的,主驱架13具有竖直方向设置的主驱承载板131。主驱组件11沿着主驱承载板131的高度方向固定安装于主驱板131上,本实施例中为竖直方向。值得说明书的是,本实施例中的主驱组件11采用的是具有滑台的线性模组,其以电机作为驱动源,相对于气缸驱动,线性模组的电机驱动源的噪音更小,且驱动更为流畅平稳。承载平台12设置主驱组件11的滑台。本实施例中的承载平台12包括承载竖板121、承载底板122以及承载加强板123。承载竖板121铺设于主驱组件11的滑台上,承载底板122垂直安装于承载竖板121的表面,并靠近于承载竖板121的下端,使得承载竖板121与承载底板122的纵截面呈“l”型结构。承载加强板123的数量为两个,两个承载加强板123均具有直角部,两个承载加强板123分别与承载竖板121以及承载底板122相邻的表面连接,并分别位于承载底板122相对的两侧,两个承载加强板123用于加强承载底板122和承载竖板121的安装强度。通过承载竖板121、承载底板122以及承载加强板123的配合使得,承载平台12形成一个稳固的整体,确保自身移动时的平稳度,进而确保了主驱组件11驱动承载平台12时的流畅度。本实施例中的耳带传动塑形机构4承载于承载底板122,压带头机构6承载于承载竖板121,通过承载竖板121与承载底板122分别作为压带头机构6以及传动塑形机构4的承载主体,可以分流承载压力,进一步保证承载的稳定。
[0038]
优选的,主驱机构1还包括主驱到位检测组件14。主驱到位检测组件14 设于主驱架13,其检测端面向承载平台12,主驱到位检测组件14用于检测承载平台12的位移。通过主驱到位检测组件14对承载平台12的移动位置进行检测,以使得主驱组件11驱动承载平台12的移动到位更为准确,从而确保对耳带传动塑形机构4以及压带头机构6的驱动位移的准确性。在具体应用时,可以在主驱架13的高度方向设置多个到位传感器,在承载竖板121上感应片,通过到位传感器对感应片的到位感应以确定承载平台12准确的移动位置。
[0039]
本实施例中的焊接机构2为现有的超声波焊接机构,此处不再赘述。口罩主体可通过传送机构(图中未显示)进行传送,以使得口罩主体经过耳带传动塑形机构4以及焊接机构2之间,例如,传送机构可采用皮带式传送机构,优选的,传送机构的皮带上设置有承载口罩主体的治具,口罩主体置于治具内。在具体设置时,焊接机构2与线料上料机构3分别位于传送机构相对的两侧,承载平台12以及裁切机构5分别位于传送机构的上方,裁切机构 5位
于承载平台12的一侧,其裁切端面向传送塑形机构4的塑形端;其中焊接结构2的超声波焊接端面向传送机构上治具内的口罩主体,当耳带的带头到位口罩主体后,焊接机构2对口罩主体进行超声波焊接,使得耳带的带头固定于口罩主体上。
[0040]
复参照图1,更进一步,线料上料机构3包括线料上料架31设于线料上料架31的上料组件32、张料组件33以及变料组件34。线料上料架31设于耳带传动塑形机构4的一侧,上料组件32、张料组件33以及变料组件34由远离耳带传动塑形机构4向着靠近耳带传动塑形机构4的方向依次设置,上料组件32用于耳带线料的上料,张料组件33接收上料的耳带线料并进行张料,变料组件34接收张料后的耳带线料并进行变向,变向后的耳带线料向着耳带传动塑形机构4的入料端延伸。具体的,上料架31为板状,并位于承载平台12远离焊接机构2的一侧,优选的,上料架31与焊接机构2相对。上料组件32包括料卷件(图中未显示)、主驱轮321、压线从动轮322以及上料驱动件323。料卷件可为卷轴,其上套设有成卷的耳带线料。主驱轮321与压线从动轮322分别转动连接于上料架31一面,主驱轮321与压线从动轮322 之间具有间隔,料卷件释放的耳带线料经过一过渡轮后从主驱轮321与压线从动轮322之间的间隔穿过,压线从动轮322与从主驱轮321配合压紧耳带线料。上料驱动件323设于上料架31背向主驱轮321的一面,上料驱动件323 的输出端穿过上料架31后与主驱轮321连接,其驱动主驱轮321转动,从而带动压线从动轮322转动,进而拉动料卷件进行放料。张料组件33位于压线从动轮322的下方,张料组件33包括张料导柱331以及张料轮332,张料导柱331沿着上料架31的高度方向设置,张料轮332滑动连接于张料导柱331 上。拉料后的耳带线料向下延伸并绕设在张料轮332上,向下移动张料轮332 的位置可对耳带线料进行张料。张料后的耳带线向着靠近变料组件34的斜上方延伸,经过一过渡轮后形成“v”字型结构,而后在延伸至变料组件34进行变向。本实施例中的变料组件34为转动连接于上料架31上滚轮。通过对耳带线材的张料上料,以保证后续传动塑形的流畅性。
[0041]
继续参照图1至图3,图2为实施例一中承载平台、耳带传动塑形机构及压带头机构的结构示意图,图3为实施例一中承载平台、耳带传动塑形机构及压带头机构的另一视角结构示意图。更进一步,耳带传动塑形机构4包括传动塑形组件42、夹料驱动组件43、旋料驱动组件44以及放料驱动组件45。传动塑形组件42位于承载平台12与口罩主体之间。旋料驱动组件44设于承载平台12,其输出端与传动塑形组件42连接,其驱动传动塑形组件42旋转。夹料驱动组件43以及放料驱动组件45分别设于承载平台12,夹料驱动组件 43以及放料驱动组件45的驱动端分别正对传动塑形组件42的夹料端及放料端;传动塑形组件42接收上料的耳带线料,夹料驱动组件43驱动传动塑形组件42的夹料端对耳带线料进行夹紧,旋料驱动组件44驱动传动塑形组件 42旋转,对耳带线料进行传动塑形,放料驱动组件45驱动传动塑形组件42 的放料端对塑形裁切后的耳带进行放料。
[0042]
具体的,本实施例中的耳带传动塑形机构4还包括塑形安装架41。塑形安装架41设于承载底板122的上表面,其用于旋料驱动组件44的承载。本实施例中的塑形安装架41为一安装板与四个安装柱配合形成的桌状安装架。
[0043]
旋料驱动组件44包括旋料驱动件441以及旋料驱动柱442。旋料驱动件 441安装于塑形安装架41上,旋料驱动件441输出端通过轴连器与旋料驱动柱442的一端连接,旋料驱动柱442的另一端穿过承载底板122后与传动塑形组件42连接,旋料驱动柱442与承载底板122转动连接,并与承载底板122 垂直,旋料驱动件441驱动旋料驱动柱442旋转,并带动传
动塑形组件42转动。本实施例中的旋料驱动件441为电机。
[0044]
传动塑形组件42位于承载底板122的下方,其具体是位于承载底板122 与传送机构(图中未显示)之间。传动塑形组件42包括旋转承载架421、两个塑形限位件422以及两个夹持件423。两个塑形限位件422分别设于旋转承载架421相对的两端,两个夹持件423分别设于旋转承载架421相对的两侧,每一夹持件423包括两个并排设置的夹持部4231。夹持部4231转动连接于旋转承载架421,夹持部4231具有夹料端及放料端。耳带线料的带头被夹持部4231夹持,转动旋转承载架421,使耳带塑形于塑形限位件422。本实施例中的旋转承载架421近似为“工”字型,其具有两横板和一竖板,旋料驱动柱 442与旋转承载架421竖板的中间位置连接。两个塑形限位件422分别设于旋转承载架421两个横板的外侧壁,四个夹持部4231分别转动连接于旋转承载架421的两个横板的内侧壁。本实施例中的塑形限位件422为弧形的块状。优选的,塑形限位件422的外壁开设有限位槽4221,限位槽4221具体是沿着塑形限位件422的弧形弯折方向开设的弧形槽,其用于限定耳带线料的位置。优选的,限位槽4221的靠近于口罩主体的槽壁为倾斜面,限位槽4221远离口罩主体的槽壁为垂直面,倾斜面的槽壁可便于耳带线料的滑入滑出,垂直面的槽壁对耳带线料进行限位。优选的,塑形限位件422的中间部位具有缺口4222。两个夹持件423具有四个夹持部4231,位于旋转承载架421竖板同侧的两个夹持部4231并排设置,四个夹持部4231的顺次连线为矩形结构,且该矩形结构的宽度大于塑形限位件422的宽度,使得四个夹持部4231分别位于塑形限位件422的外侧。夹持部4231的中间部位与旋转承载架421横板的内壁转动连接,夹持部4231与旋转承载架421竖板垂直,夹板部4231远离竖板的一端具有弯钩结构,夹持部4231具有弯钩结构的端部为夹持部4231 的夹料端,则夹持部4231靠近于旋转承载架421竖板的另一端为夹持部4231 的放料端。旋转承载架421的端部对应夹持部4231的弯钩结构设置有相适配的夹持压合块4211,向下转动夹持部4231,则可使得夹持部4231的弯折钩结构扣合于夹持压合块4211,完成夹持动作。
[0045]
夹料驱动组件43包括夹持驱动件431、夹持压杆432以及夹持压头433。夹持压杆432与承载底板122滑动连接,夹持驱动件431的输出端与夹持压杆432的一端连接,夹持压杆432的另一端与夹持压头433连接。夹持驱动件431驱动夹持压杆432,夹持压杆432带动夹持压头433靠近或远离夹持部 4231的夹料端。本实施例中的夹持压杆432以及夹持压头433的数量均为两个,夹持驱动件431安装在承载底板122上,夹持驱动件431的输出端通过第一驱动连板4311与两个夹持压杆432的一端连接,两个夹持压杆432的另一端穿过承载底板122后通过第二驱动连板4321与两个夹持压头433的一端的连接,两个夹持压头433的另一端分别与并排设置的两个夹持部4231的夹料端正对。夹持压杆432与承载底板122滑动连接,夹持压杆432与承载底板122垂直,第一驱动连板4311以及第二驱动连板4321均与承载底板122 平行。夹持驱动件431驱动两个夹持压杆432下移,两个夹持压杆432带动两个夹持压头433正对压于并排设置的两个夹持部4231的夹料端,完成夹持动作。本实施例中的夹持驱动件431为气缸。本实施例中在具体设置时,夹持驱动件431的驱动杆位于第一驱动连板4311靠近承载底板122的一侧,此驱动布局方式,可以节省空间。
[0046]
放料驱动组件45包括放料驱动件451、放料压杆452以及放料压头453。放料压杆452与承载底板122滑动连接,放料驱动件451的输出端与放料压杆452的一端连接,放料压杆452的另一端与放料压头453连接。放料驱动件451驱动放料压杆452,放料压杆452带动放
料压头453靠近或远离夹持部 4231的放料端。本实施例中的放料压杆452的数量为两个,放料驱动件451 安装在承载底板122上,放料驱动件451的输出端通过第三驱动连板4511与两个放料压杆452的一端连接,两个放料压杆452的另一端穿过承载底板122 后与放料压头453的一端连接,放料压头453的另一端与另外并排设置的两个夹持部4231的放料端正对。放料压杆452与承载底板122滑动连接,放料压杆452与承载底板122垂直,第三驱动连板4511与承载底板122平行。放料驱动件451驱动两个放料压杆452下移,两个放料压杆452带动放料压头 453正对压于并排设置的两个夹持部4231的放料端,使得转动夹持的夹持部 4231复位,完成放料动作。本实施例中的放料驱动件451为气缸。本实施例中在具体设置时,放料驱动件451的驱动杆位于第三驱动连板4511靠近承载底板122的一侧,此驱动布局方式,可以节省空间。
[0047]
优选的,放料驱动组件45还包括推带件454。推带件454与放料压头453 连接,并与塑形限位件422相适配。推带件454跟随放料压头453移动,并辅助推离塑形限位件422上的耳带。具体的,推带件454包括推带主体4541 以及推块4542,推带主体4541与塑形限位件422相适配,推块4542与缺口 4222相适配。推带主体4541通过一安装杆连接于放料压头453的外壁,使得推带主体4541延伸至塑形限位件422的外侧。推带主体4541为u型结构,其可包覆于塑形限位件422外,推带主体4541开口部位的末端向内延伸形成 l型结构,推块4542设于推带主体4541的中间部位,并与缺口4222相对。推带件454跟随放料压头453的放料动作进行同步下移,从而使得推块4542 向下推动裁切后耳带的中间部位,推带主体4541的开口部位的末端向下推动塑形限位件422外侧的耳带,推块4542推动塑形限位件422中间的耳带,使得耳带脱离塑形限位件422。
[0048]
优选的,耳带传动塑形机构4还包括入料组件46。入料组件46设于承载底板122,并与传动塑形组件42相邻,入料组件46用于接收线料上料机构3 上料的耳带线料,并导入耳带线料至传动塑形组件42的夹料端。本实施例中的入料组件46设于承载底板122靠近于耳带线料机构3的一侧。具体的,入料组件46包括入料架461以及入料件462。入料架461的一端连接于承载底板122,其另一端向着传动塑形组件42的外侧延伸。入料件462转动连接于入料架461,并靠近于传动塑形组件42。经过变料组件34变向延伸的耳带线材,绕设于入料件462上,再继续向着传动塑形组件42的夹持部4231的夹料端延伸,通过入料件462的入料过渡,以使得耳带线材的传动塑形前的入料更为流畅,进而保证了后续传动塑形的稳定进行。本实施例中的入料件462 为滚轮。优选的,入料架461包括入料横架4611以及入料竖架4612;入料横架4611的一端与承载底板122连接,其另一端向着远离承载底板122的方向延伸,入料竖架4612的一端与入料横架4611的另一端可拆卸连接,入料竖架4612的另一端向着传动塑形组件42的外侧延伸。入料件462转动连接于入料竖架4612的另一端。如此通过入料横架4611与入料竖直架4612可拆卸连接方式,可灵活入料横架4611与入料竖直架4612相对连接位置,进而灵活调整入料件462的位置,以便更好的提供入料导向。优选的,入料件462 的数量为两个,两个入料件462上下交错转动连接于入料竖直架4612的另一端,进一步提升入料导向效果。
[0049]
继续图1和图4,图4为实施例一中裁切机构的结构示意图。更进一步,裁切机构5包括裁切驱动组件51以及裁切刀头组件52。裁切驱动组件51的输出端与裁切刀头组件52连接,其驱动裁切刀头组件52靠近传动塑形后的耳带线料,裁切刀头组件52对耳带线料进行
裁切,形成耳带。具体的,裁切机构5还包括裁切支撑架53。裁切支撑架53位于传送机构的一侧,优选的,裁切支撑架53与焊接机构2相邻。裁切承载块531的一端连接于裁切支撑架 53的上端连接,其另一端向着传送机构传送的口罩主体的上方延伸。裁切驱动组件51设于裁切承载块531上,其输出端与裁切刀头组件52连接,裁切刀头组件52的裁切端面向传动塑形组件42,具体的,裁切端面向两个并排设置的夹持部4231之间的位置,用于对传动塑形后的耳带线料进行裁切,裁切出带头并形成耳带。本实施例中的裁切驱动组件51可采用气缸,裁切刀头组件52可采用气动手指与切刀配合,此处不做限定。优选的,裁切承载块531 与裁切支撑架53转动连接,通过转动裁切承载块531可以调整裁切刀头组件 52面向传动塑形组件42的角度,以便更为适配裁切。优选的,裁切机构5还包括裁切导向件54。裁切导向件54的数量为两个,两个裁切导向件54分别设于裁切承载块531,并分别位于裁切驱动组件51相对的两侧,裁切导向件 54与裁切驱动组件51平行。裁切导向件54的两端分别连接于裁切驱动组件 51以及裁切刀头组件52,从而实现对裁切驱动组件51驱动进行导向。本实施例中的裁切导向件54为导柱和导套的配合。
[0050]
复参照图1和图3,更进一步,压带头机构6包括压头驱动组件61以及焊接压头组件62。压头驱动组件61设于承载平台12,其输出端与焊接压头组件62的一端连接,焊接压头组件62的另一端穿过承载平台12,并面向耳带的带头。优选的,焊接压头组件62包括焊接承载件621以及压头件622。焊接承载件621与压头驱动组件61连接。压头件622的一端与焊接承载件621 连接,其另一端穿过承载平台12,并面向耳带的带头,且焊接承载件621与压头件622的连接位置可调。
[0051]
具体的,压头驱动组件61设于承载竖板121,并靠近于承载竖板121的上端。本实施例中的压头驱动组件61为气缸。焊接承载件621板状,其通过滑动件6211滑动连接于承载竖板121上,压头驱动组件61与焊接承载板621 的上端连接,其驱动焊接承载板621线性移动。压头件622的数量两个,本实施例中的压头件622为杆状,两个压头件622并排设置,两者之间具有间隔。压头件622的上端连接于焊接承载件621上,其下端垂直穿过承载底板 122后,向着并排设置的两个夹持部4231中间部位延伸,并正对裁切耳带后的带头。滑动件6211可保证驱动位移的稳定性,压头件622通过导套与承载底板122形成滑动连接关系,从而可以保证压头件622位移的准确性。压头件622的上端开设有多个调节孔6221,多个调节孔6221沿着压头件622的长度方向依次间隔排列。压头件622通过不同的调节孔6221安装固定于焊接承载件621上,可以调节压头件622的高度,进而调节压头件压向带头的位置。从而可以进行适配调节压带头的位置,确保焊接时耳带的带头适当的压于口罩主体上,避免因为加工或者安装误差,导致扣着焊接时无法对应压带头,导致焊穿或者焊接不上等焊接不良情况的发生。裁切机构5裁切完成后,压头驱动组件61驱动焊接承载件621下降,进而带动压头件622的压于裁切后的耳带带头于口罩主体上,焊接机构2从而完成超声波焊接,之后压头驱动组件61再驱动焊接承载件621上升。
[0052]
本实施例中传动塑形以及焊接过程如下:为便于理解,现定义四个夹持部4231分别为a夹持部、b夹持部、c夹持部以及d夹持部,其中a夹持部与b夹持部为并排设置在两个塑形限位件222之间的两个夹持部,c夹持部与 d夹持部为并排设置在两个塑形限位件222之间的另外两个夹持部,且a夹持部与d夹持部呈对角设置。
[0053]
初始时,a夹持部以及b夹持处于两个夹持压头433下方。线料上料机构3上料的耳
带线材经过入料组件46接入到a夹持部的夹料端。而后夹持驱动件431驱动夹持压头433下压于a夹持部以及b夹持部的夹料端,使得a夹持部以及b夹持部转动,并使得夹料端压耳带线材的带头于夹持压合块4211,夹持压头433在完成夹持后回缩,此时带头被固定在a夹持部。而后,旋料驱动件441驱动旋料驱动柱442旋转180度,并带动传动塑形组件42旋转180 度,从而使得,耳带线材绕设于a夹持部与c夹持部之间的塑形限位件422 的限位槽4221内,并继续穿过c夹持部一直延伸至到对角的d夹持部。此时, c夹持部以及d夹持部处于两个夹持压头433下方,而后,夹持压头433下压使得c夹持部与d夹持部处于夹持状态。如此,塑形限位件422就完成了耳带线材的传动塑形。而后,裁切驱动组件51驱动裁切刀头组件52靠近c夹持部与d夹持部之间的耳带线材,裁切刀头组件52裁切掉c夹持部与d夹持部之间的耳带线材,裁切出另一个带头即可形成耳带。之后,压头驱动组件 61驱动焊接承载件621下降,进而带动压头件622下压于裁切后的耳带的两个带头至口罩主体上,焊接机构2进行超声波焊接,完成口罩焊接。之后,放料驱动件451驱动放料压头453下压于a夹持部以及b夹持部的放料端,使得a夹持部与b夹持部复位,同时通过推带件454使得耳带从塑形限位件 422上退下。
[0054]
继续旋转,使得后续的耳带线材绕设在d夹持部与b夹持部之间的塑形限位件422上,并穿过b夹持部延伸至a夹持部,重复上述过程,对下一个口罩主体进行裁切焊耳带操作,如此通过相对设置两个本实施例中的耳带塑形焊接装置即可完成口罩主体两个耳带的焊接,高效快捷。
[0055]
实施例二
[0056]
继续参照图5,图5为实施例二中的耳带塑形焊接装置的另一结构示意图。本实施例的耳带塑形焊接装置与实施例一中耳带塑形焊接装置的不同之处在于:线料上料机构3与焊接机构2均位于承载平台12移动路径的同侧,入料组件46设于承载底板122远离线料上料机构3的一侧。耳带传动塑形机构4 还包括耳带过渡组件47。耳带过渡组件47位于入料组件46与线料上料机构 3之间,耳带过渡组件47接收线料上料机构3上料的耳带线料,并过渡至入料组件46。具体的,过渡组件47包括过渡架471以及过渡件472。过渡架471 横跨耳带传动塑形机构4及压带头机构6设置,过渡件472转动连接于过渡架471上端,过渡件472包括两个过渡轮,两个过渡轮分别靠近于过渡架471 相对的两端,并分别靠近于入料组件46与线料上料机构3。从线料上料机构 3上料的耳带线料,先延伸至上方的过渡件472,通过两个过渡轮过渡后,在下延至入料组件46进行入料。如此,可以使得线料上料机构3从远离入料组件46的一侧进行上料。
[0057]
在具体应用时,通过设置上述两个实施例中的耳带塑形焊接装置即可完成口罩左右耳带的焊接,以更为合理的布局方式进行左右耳带焊接装置的布置,节省装置占据空间。
[0058]
上仅为本实用新型的实施方式而已,并不用于限制本实用新型。对于本领域技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原理的内所作的任何修改、等同替换、改进等,均应包括在本实用新型的权利要求范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 旋转平台
 热门咨询
热门咨询




tips