
 商标分类
商标分类  商标转让
商标转让 
一种用于复合材料真空灌注成型的灌注结构的制作方法
 2021-02-22 14:02:32|
2021-02-22 14:02:32| 387|
387| 起点商标网
起点商标网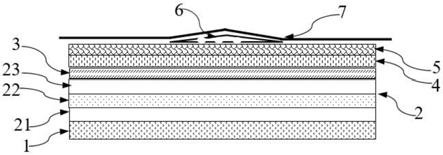
[0001]
本实用新型涉及一种复合材料真空灌注成型技术,尤其是一种用于复合材料真空灌注成型的灌注结构。
背景技术:
[0002]
复合材料真空灌注成型是制作复合材料构件的主要工艺之一。真空灌注成型工艺具有投入成本低、易于加工复杂形状产品的特点,在风力叶片的制备成型中也有重要应用。一般的真空辅助灌注成型工艺为:(1)依成品结构设计规划铺设玻纤增强织物。(2)在增强织物表面铺设导流管、导流管、进胶口、抽气管及导流网,并将抽气管连接至真空泵。(3)由真空泵运作,使灌注系统呈现系统内负压。(4)灌注树脂由负压进入进胶管及导流管,并进入玻璃纤维预成型体。(5)固化成型。目前风轮叶片的真空灌注管道截面呈ω形、由pp、pe、pvc等塑料制成,在ω形管道下方设有若干漏胶孔(供灌注的树脂流出)。ω形是管道的惯用形状,ω形管子具有外形稳定、不易受外力变形的特点。在灌注树脂结束后,因灌注管道内树脂聚集放热(树脂在剧烈反应过程中会有小分子气化,产生微小气泡造成流道下发白)容易引起流道下发白及芯材烧糊变色的问题。流道下发白可能会造成流道下芯材变色等质量缺陷,从而无法保证风电机组达到设计的运行寿命,特别是叶片根部位置。叶片根部是叶片与机舱连接的关键部位,此部位的强度影响了风轮叶片的整体质量。为了解决这个问题,目前发明专利申请cn107187080a及cn207388347u,是通过将流道悬空的方式或在流道外包裹多层多孔或网状的导流介质层,使流道到下面的芯材或玻纤织物层具有一定距离。然而,这些结构均较为复杂,且灌注结束后在流道内所残存的树脂被浪费,因而也不经济。
技术实现要素:
[0003]
(一)要解决的技术问题
[0004]
为了解决现有技术的上述问题,本实用新型提供一种用于复合材料真空灌注成型的灌注结构,借助外部的真空袋膜在真空作用下挤压流道以及流道在树脂放热时因温度升高而变成扁形,将流道内残留的树脂几乎全部排出流到玻纤结构层中,从而避免因流道内树脂聚集放热造成流道下方发白的问题。
[0005]
(二)技术方案
[0006]
为了达到上述目的,本实用新型采用的主要技术方案包括:
[0007]
一种用于复合材料真空灌注成型的灌注结构,其包括铺设在模具上的玻纤织物及芯材层;在所述玻纤织物及芯材层表面铺设带孔隔离膜,在所述带孔隔离膜表面放置导流网,在所述导流网上方放置流道,在所述流道外部铺盖真空袋膜,采用密封胶将真空袋膜密封;在所述模具和所述真空袋膜组成的密封空间内设有抽气管,所述抽气管连接真空泵;
[0008]
其中,所述流道的截面为三角形、长方形、梯形、菱形、顶角为圆弧连接的菱形、蘑菇形、或不规则的六边形;所述流道的材质为分子量5万~11万的聚氯乙烯材料。
[0009]
根据本实用新型的较佳实施例,所述玻纤织物及芯材层包括依序铺设在模具上的
第一层玻纤织物层、pvc芯材层和第二玻纤织物层;所述带孔隔离膜铺设在所述第二玻纤织物层表面。
[0010]
根据本实用新型的较佳实施例,在所述带孔隔离膜与所述玻纤织物及芯材层表面之间还设有脱模布。
[0011]
根据本实用新型的较佳实施例,所述流道的截面为三角形。
[0012]
根据本实用新型的较佳实施例,所述流道与所述导流网接触的一面为流道底面,所述流道底面设有若干漏胶孔。
[0013]
根据本实用新型的较佳实施例,所述流道的截面为梯形、菱形、顶角为圆弧连接的菱形、蘑菇形或不规则的六边形,且所述流道与所述导流网接触的一面为流道底面,所述流道底面的宽度为所述流道截面宽度的最小值。
[0014]
根据本实用新型的较佳实施例,所述流道的壁厚为0.5mm-4mm。
[0015]
(三)有益效果
[0016]
本实用新型的有益效果是:
[0017]
本发明异形结构的流道,相比圆形截面的流道易于变形,再借助外部的真空袋膜在真空作用下挤压流道以及流道在树脂放热时因温度升高而变成“扁平状”,将流道内残存的树脂挤出流到玻纤结构层中,避免因流道内树脂聚集放热造成流道下方发白的问题,从而保证真空灌注成型的复合材料的局部强度和整体质量。
附图说明
[0018]
图1为本实用新型较佳实施例在流道变形前的示意图。
[0019]
图2为本实用新型较佳实施例在流道变形后的示意图。
[0020]
图3a、3b、3c、3d所示为本实用新型其他实施例可用的流道截面示意图。
[0021]
【附图标记说明】
[0022]
1:模具;2:玻纤织物及芯材层;3:脱模布;4:带孔隔离膜;
[0023]
5:导流网;6:流道;7:真空袋膜。
具体实施方式
[0024]
为了更好的解释本实用新型,以便于理解,下面结合附图,通过具体实施方式,对本实用新型作详细描述。
[0025]
如图1所示,为本实用新型较佳实施例在流道变形前的示意图,该示意图为一种用于复合材料真空灌注成型的灌注结构,其包括铺设在模具1上的玻纤织物及芯材层2,在玻纤织物及芯材层2表面铺设脱模布3,在脱模布3上铺设带孔隔离膜4,在带孔隔离膜4表面放置导流网5,在导流网5上方放置流道6,在流道6外部铺盖真空袋膜7,采用密封胶将真空袋膜密封;在模具和所述真空袋膜组成的密封空间内设有抽气管,该抽气管连接真空泵,利用真空泵抽真空,实现真空灌注。流道6上面设有进胶口(未示),通过进胶口将流动的树脂胶灌注到流道6内,由流道6用于输送树脂胶,且通过流道6的流道底面61设置的若干漏胶孔,将树脂分布到下方的导流网5、由导流网5进一步分散树脂胶,树脂胶在真空作用下浸渗到玻纤织物及芯材层2中,经固化成型得到复合材料。其中,玻纤织物及芯材层2可包括依序铺设在模具1上的第一层玻纤织物层21、pvc芯材层22和第二玻纤织物层23。
[0026]
如图1所示,在常温下,流道6的截面为三角形,且流道6的材质为分子量5万~11万的聚氯乙烯。分子量在5万~11万内的聚氯乙烯(简称pvc)材料,该分子量具有较大的多分散性,分子量随聚合温度的降低而增加,该材质在81.89℃开始转变为胶黏态,若在真空环境下,将在小于80℃时就开始软化,而通常应用于真空灌注环氧树脂放热峰温度在80-120℃之间,因此超过了流道6的软化温度。如图2所示,在抽真空的过程中,真空袋膜7向下挤压流道6,同时灌注完成后,树脂放热温度升高使树脂管下榻成“一”字形流道,将残存在流道6内的树脂胶排挤出来,避免在因流道6内大量树脂聚集放热造成流道6下方发白芯材烧糊变色的问题。可预想地,流道6的壁厚不能过大,否则变形太缓慢,不利于聚集的树脂快速排出。优选地,流道6的壁厚为0.5mm-4mm。
[0027]
再如图3a、3b、3c、3d所示,为本实用新型其他实施例可用的流道截面示意图。流道6可为长方形(图3a)、梯形(图3c)、菱形、顶角为圆弧连接的菱形(图3d)、蘑菇形、或不规则的六边形(图3b),壁厚为0.5mm-4mm。这些形状相比圆形截面的管道,更易下榻变形成扁平状。其中,当流道6的截面为梯形、菱形、顶角为圆弧连接的菱形、蘑菇形或不规则的六边形时,优选将流道截面上宽度最窄的一端作为流道底面,其优点是可以使流道6与导流网5的接触面积较小,使得流道6底部聚集的竖直分散相对较缓慢,避免流道正下方树脂聚集过多造成发热引发芯材发白的问题。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips