
 商标分类
商标分类  商标转让
商标转让 
一种用于复材L型长桁与角片粘接工装的制作方法
 2021-02-22 13:02:10|
2021-02-22 13:02:10| 437|
437| 起点商标网
起点商标网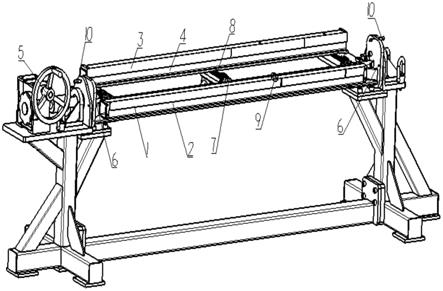
一种用于复材l型长桁与角片粘接工装
技术领域
[0001]
本实用新型属于复合材料加工成型技术领域,涉及l型长桁与角片粘接工装的设计。
背景技术:
[0002]
现有复合材料带筋壁板工艺方法为胶接共固化,其壁板为先固化,加强筋先进行预压实再与壁板组合后进行固化。加强筋结构是l型长桁与角片立边通过胶膜粘结在一起,卧边与壁板粘结组合。l型长桁与角片可以在壁板工装上完成组合也可以制造相应的组合工装专门用于两部分的组合。在壁板上组合则是采用人工将l型长桁先于壁板组合,根据长桁的位置通过测量手段来确定角片的位置,此种方法长桁与角片的相对位置关系精度较低且部分无法满足零件位置精度要求造成零件报废、粘结效果较差、工人的劳动强度较大。复合材料带加强筋的壁板并且加强筋之间有相互配合关系的零件在成型后容易出现加强筋与壁板、不同加强筋之间相对位置偏差,为了解决此种问题设计一套通用工装可以满足单个壁板上所有加强筋与角片的组合、相对位置精度的准确性、并解决长桁粘结时加热困难问题。
技术实现要素:
[0003]
本实用新型提供了一种用于加强筋之间粘结的工装结构设计方法,使用此方法可以保证解决不同类型l型加强筋的粘结困难、粘结不牢、粘结位置精度低等问题。
[0004]
一种用于复材l型长桁与角片粘接工装,包括l型长桁型面1、l型长桁底座2、l型角片型面3、l型角片底座4、旋转减速器5、连接转盘6、导轨定位块7、滑动导轨8、定位下限9、限位销钉10、把手11、快速夹钳12和长桁与角片组合13。
[0005]
所述的l型长桁型面1焊接在l型长桁底座2上,l型长桁型面1是选出的最长的一根型面,长桁的外表面为l型长桁的内型面,以保证l型长桁的工装强度,并用于定位l型长桁;所述的l型角片型面3焊接在l型角片底座4 上,l型角片型面3的外表面为l型角片的内型面,以保证l型角片工装强度,并用于定位l型角片;连接转盘6共两个,分布于l型长桁工装两端,并与l 型长桁工装部分焊接在一起,连接转盘6上设置定位孔,用于与限位销钉10配合进行定位;旋转减速器5设置在工装端头,旋转减速器5与连接转盘6相连,通过旋转减速器5带动连接转盘6旋转,进而带动l型长桁工装旋转;滑动导轨8与l型长桁底座2及l型角片底座4垂直,设置在l型长桁底座2及l型角片底座4的下方,能够实现l型角片工装的前后滑移;导轨定位块7设置于滑动导轨8的两侧,分别用作l型角片工装粘接时的定位以及l型长桁与l型角片组合时的定位;定位下限9与l型长桁内型面的下限所对应,其位置位于长桁的中间部位。定位下限9是制件与工装的定位基准,用于不同制件与工装定位时使用,根据定位下限9能够把不同规格的长桁与工装进行精准组合;由于l型长桁型面1为通用型面,但是每个长桁的长度各不相同且都在中间位置存在相同的下限,所以采取其中间位置的下限这个特征将不同的长桁进行精准定位。限位销钉10是在旋转减速器5带动长桁工装部分旋转
固定位置时,用于固定长桁工装部分;把手11为铝合金扶手,均匀设置于l型角片底座4,用于往返推动l型角片工装;快速夹钳12端头带有橡胶,在l型长桁与其工装组合完成后,夹住零件,以免往回旋转过程中l型长桁脱落。
[0006]
长桁与角片组合13为组合完成后的l型长桁与l型角片的状态。
[0007]
本实用新型的有益效果:与现有技术相比,本实用新型的有益效果是提高了长桁与角片的相对位置精度,解决了工人在操作过程中反复弯腰的不便以及节省了组合的操作时间、原有因长桁与角片相对位置精度不足造成零件报废。
附图说明
[0008]
图1为工装工作时示意图。
[0009]
图2为组合后的工装示意图。
[0010]
图3为定位下限的示意图。
[0011]
图中:1l型长桁型面、2l型长桁底座、3l型角片型面、4l型角片底座、5 旋转减速器、6连接转盘、7导轨定位块、8滑动导轨、9定位下限、10限位销钉、11把手、12快速夹钳、13长桁与角片组合。
具体实施方式
[0012]
工装结构:包括l型长桁型面1、l型长桁底座2、l型角片型面3、l型角片底座4、旋转减速器5、连接转盘6、导轨定位块7、滑动导轨8、定位下限9、限位销钉10、把手11、快速夹钳12和长桁与角片组合13。
[0013]
所述的l型长桁型面1焊接在l型长桁底座2上,l型长桁型面1是选出最长一根长桁外表面为l型长桁的内型面,保证l型长桁型面强度并用于定位l 型长桁;l型角片型面3焊接在l型角片底座4上,l型角片型面3外表面为l型角片的内型面,保证角片工装强度并用于定位l型角片;连接转盘6与 l型长桁工装部分焊接在一起,旋转减速器5在工装端头,用于旋转l型部分工装;滑动导轨8可以实现角片工装的前后滑移,导轨定位块7在滑轨的两侧,分别用作l型角片工装粘接时定位以及l型长桁与角片组合时定位;定位下限9是制件与工装的定位基准,用于不同制件与工装定位时使用,根据定位下限9可以把不同规格的长桁与工装进行精准组合;限位销钉10是在旋转减速器5带动长桁工装部分旋转固定位置时,用于固定长桁工装部分;把手11 为铝合金扶手,均匀分别在角片工装部分l型角片底座4,用于往返推动角片工装;快速夹钳12端头带有橡胶,在长桁与其工装组合完成后,夹住零件,以免往回旋转过程中l型长桁脱落;长桁与角片组合13为组合完成后的l型长桁与l型角片的状态。
[0014]
使用方法如下:
[0015]
1、l型长桁和l型角片分别在其铺叠工装上完成铺叠,并进行预压实成型,将预压实完成后的制件脱模,放在无污染的无孔模上。
[0016]
2、旋转减速器5将l型长桁部分工装旋转90
°
并采用两端限位销钉10固定其位置。拉动把手11将l型角片部分工装向外侧拉,直到导轨定位块7的外侧固定位置。
[0017]
3、根据定位下限9将铺叠完成的l型预浸料与l型长桁型面1进行组合定位,根据定位下限9将铺叠完成的角片预浸料与l角片型面3进行组合定位。
[0018]
4、将组合完成后的l型长桁,使用快速夹钳12进行夹紧,拆除限位销钉 10通过旋转减速器5往回旋转90
°
并再次固定,组合完成后的l型角片使用把手11通过滑动导轨8向内侧推,直到导轨定位块7内侧的固定位置。
[0019]
5、此时长桁与角片组合13完成,将组合完成后的长桁与角片组件进行脱模,然后放入到成型工装内并与壁板蒙皮进行组合。
[0020]
6、其它规格的长桁与角片组件,先按照零件与工装的下限位置进行预定位,然后再进行上述的操作。
[0021]
该种工装结构简单、操作方便,在操作过程中保证工人始终处于站立状态与以往工人需要反复弯腰相对降低了工人的劳动轻度。利用零件下限位置相同的特点使用一套工装可以完成壁板上十几套组件的组合,此种设计以及操作方法有助于复合材料l型长桁与l型角片的精准组合。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 减速器

 热门咨询
热门咨询




tips