
 商标分类
商标分类  商标转让
商标转让 
一种快速加热冷却分离式连续碳纤热塑U型件成型装置的制作方法
 2021-02-22 11:02:00|
2021-02-22 11:02:00| 268|
268| 起点商标网
起点商标网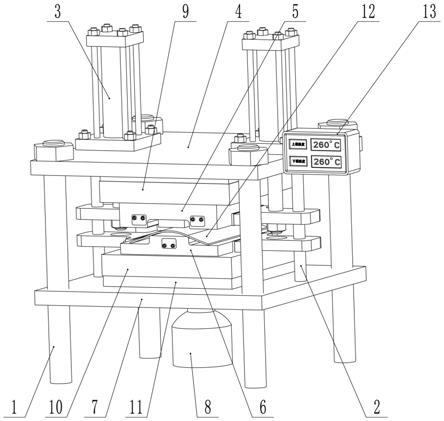
一种快速加热冷却分离式连续碳纤热塑u型件成型装置
技术领域
[0001]
本实用新型涉及一种成型装置,具体的说,涉及了一种快速加热冷却分离式连续碳纤热塑u型件成型装置。
背景技术:
[0002]
与连续碳纤增强热固性复合材料制品相比,连续碳纤增强热塑复合材料制品具有良好的韧性,且其成型是物理过程,生产效率高,近年来在各领域得到了广泛的应用。
[0003]
现有的连续碳纤增强热塑制件的成型方法主要有冷模模压和热模模压两种,冷模模压的优点是铺层后的预浸料加热和模具模压可在不同工位同时进行,生产效率较高,缺点是,加热软化后的预浸料在工位转移过程需要全程保温,对设备要求较高,保温效果不好会使预浸料表面局部硬化,导致产品表面质量差、层间结合不好容易开裂等缺陷;热模模压的优点为预浸料在模具内加热软化、热压成型,产品加热均匀、层间结合良好,表面质量有保证,缺点是,成型时模具需要先加热后冷却,能耗较高、生产效率较低。
[0004]
为了解决以上存在的问题,人们一直在寻求一种理想的技术解决方案。
技术实现要素:
[0005]
本实用新型的目的是针对现有技术的不足,从而提供一种设计科学、生产效率高、能耗低、产品质量好、经济适用的快速加热冷却分离式连续碳纤热塑u型件成型装置。
[0006]
为了实现上述目的,本实用新型所采用的技术方案是:一种快速加热冷却分离式连续碳纤热塑u型件成型装置,包括上驱动机构、下驱动机构、竖直导向机构以及从上到下依次设置的上基座、上模具、对应所述上模具设置的下模具和下基座,所述上基座底部设置有上加热板,所述下基座顶部设置有下加热板,所述上模具和所述下模具内均嵌设有降温机构,所述上驱动机构驱动所述上模具沿所述竖直导向机构升降,所述下模具安装在所述竖直导向机构上并可沿其升降,所述竖直导向机构对应所述下模具设置有最低限位机构,所述下驱动机构驱动所述下基座沿所述竖直导向机构升降。
[0007]
基于上述,所述上模具底部设置有内凹型腔,所述内凹型腔为顶壁水平、侧壁竖直的结构,所述下模具顶部对应所述内凹型腔设置有上凸型芯;所述内凹型腔顶壁开设有竖向滑槽,所述竖向滑槽内设置有下压滑块,所述下压滑块与所述竖向滑槽之间设置有下压弹簧,自然状态下,所述下压滑块的底面不高于所述内凹型腔的底沿,受压状态下,所述下压滑块的底面可与所述内凹型腔的顶壁平齐。
[0008]
基于上述,所述下压滑块的顶部连接有竖向导杆,所述竖向滑槽的顶壁对应所述竖向导杆设置有导向孔,所述下压弹簧套设在所述竖向导杆上。
[0009]
基于上述,所述降温机构为布置在所述上模具和所述下模具成型部位附近的多根冷却水管路,每根所述冷却水管路均包括并排设置的进水管和出水管,所述进水管和所述出水管的一端连通,所述进水管的另一端和所述出水管的另一端连接有进出水接头,所述进水管靠近所述成型部位设置,所述出水管远离所述成型部位设置。
[0010]
基于上述,所述进水管的横截面呈矩形,所述出水管的横截面呈半圆形。
[0011]
基于上述,所述竖直导向机构包括四根格林柱和两根竖向滑杆,所述上模具的两端和所述下模具的两端分别套设在两根所述竖向滑杆上,所述下基座沿四根所述格林柱升降。
[0012]
基于上述,所述上基座包括上安装板,所述上安装板四角固定安装在四根所述格林柱顶端,所述下基座包括下安装板,所述下安装板四角穿设在四根所述格林柱上,所述上安装板与所述上加热板之间以及所述下安装板与所述下加热板之间分别夹设有石棉隔热板。
[0013]
基于上述,所述上驱动机构为两个上模驱动油缸,所述上模驱动油缸的缸筒固定在所述上安装板上,所述上模驱动油缸的活塞杆端驱动所述上模具升降。
[0014]
基于上述,所述下驱动机构为一个下模驱动油缸,所述下模驱动油缸的活塞杆端驱动所述下基座升降。
[0015]
基于上述,它还包括用于控制所述上加热板温度和所述下加热板温度的温控表。
[0016]
本实用新型相对现有技术具有实质性特点和进步,具体的说,本实用新型通过上加热板、上模具、下模具、下加热板和所述最低限位机构的设置,通过所述上驱动机构和所述下驱动机构的驱动,可实现所述上模具与所述上加热板的接触与分离、所述下模具与所述下加热板的接触与分离以及所述上模具和所述下模具的开合;成型过程中,模具需要加热,上下加热板可与上下模具贴合在一起;开模前需要冷却,可将上下加热板与上下模具分离,所述降温机构可只对上下模具成型部位快速冷却,而避免因热传导对上下加热板的冷却,其中,所述上加热板与所述上模具分离时,所述上驱动机构和所述下驱动机构可以同步驱动,保证合模压力,保证产品形态,当所述下模具下降至所述最低限位机构处时,所述下加热板继续下降,实现所述下加热板与所述下模具的分离,在一个设备上完成对上下模具的加热、成型、冷却和开模过程,大大提高了生产效率。
[0017]
进一步地,所述下压滑块的设置,可在合模时,所述下压滑块的底面首先与预浸料接触,在其压力作用下,预浸料能够完全展开地铺设在所述上凸型芯顶面,避免了内凹型腔倒角与上凸型芯先接触,导致上凸型芯顶面预浸料折皱,影响产品质量的问题,在开模时,所述下压滑块逐渐复位,便于产品从所述内凹型腔中脱模;所述竖向导杆和所述导向孔相互配合,保证了所述下压滑块升降过程中不发生倾斜。
[0018]
进一步地,所述冷却水管路与上下模具换热,所述进水管中的水温较低,其距离成型部位更近,所述出水管中的水温较高,其距离成型部位更远,这样可提高成型部位的换热效率;又根据相同面积下,圆的周长最短、矩形的周长最长的原理,将所述进水管横截面设置为矩形,提高进水与成型部位的换热面积,相对于圆形管路,所述进水管的冷却效率理论值提高了24.8%;将所述出水管横截面设置为半圆形,降低出水与远离成型部位模具的换热面积,利于下一成型周期模具的快速升温。
[0019]
进一步地,四根所述格林柱作为安装架,将所述上安装板固定,所述上安装板又将所述上模驱动油缸固定,对所述下安装板起到导向作用,所述石棉隔热板的设置可阻隔热量,既可对上下加热板保温,又可延长上下安装板的寿命;两根所述竖向滑杆作为所述上模具和所述下模具的导向机构;所述温控表的设置,方便控制上下模的温度。
附图说明
[0020]
图1是本实用新型中快速加热冷却分离式连续碳纤热塑u型件成型装置的立体图。
[0021]
图2是本实用新型中快速加热冷却分离式连续碳纤热塑u型件成型装置正面视图。
[0022]
图3是本实用新型中上模具和下模具的截面图。
[0023]
图4是本实用新型中冷却水管路的结构示意图。
[0024]
图5是本工艺制品截面放大300倍的图片。
[0025]
图6是本工艺制品截面放大600倍的图片。
[0026]
图中:1. 格林柱;2. 竖向滑杆;3. 上模驱动油缸;4. 上安装板;5. 上模具;6. 下模具;7. 下安装板;8. 下模驱动油缸;9. 上加热板;10. 下加热板;11. 石棉隔热板;12. 预浸料;13. 温控表;14. 进水管;15. 出水管;16. 进出水接头;51. 内凹型腔;52. 竖向滑槽;53. 下压滑块;54. 竖向导杆;55. 下压弹簧;61. 上凸型芯。
具体实施方式
[0027]
下面通过具体实施方式,对本实用新型的技术方案做进一步的详细描述。
[0028]
如图1至图4所示,一种快速加热冷却分离式连续碳纤热塑u型件成型装置,包括上驱动机构、下驱动机构、四根格林柱1、两根竖向滑杆2以及从上到下依次设置的上基座、上模具5、对应所述上模具5设置的下模具6和下基座,所述上基座底部设置有上加热板9,所述下基座顶部设置有下加热板10,所述上模具5和所述下模具6内均嵌设有降温机构;所述上模具5的两端和所述下模具6的两端分别套设在两根所述竖向滑杆2上,所述上驱动机构驱动所述上模具5升降,所述竖向滑杆2上对应所述下模具6设置有最低限位机构,所述下驱动机构驱动所述下基座沿四根所述格林柱1升降,四根所述格林柱1和两根竖向滑杆2共同组成了竖直导向机构,引导上模具5、下模具6和所述下基座的运动方向。
[0029]
所述上基座具体包括上安装板4,所述上安装板4四角固定安装在四根所述格林柱1顶端,所述下基座包括下安装板7,所述下安装板7四角穿设在四根所述格林柱1上,所述上安装板4与所述上加热板9之间以及所述下安装板7与所述下加热板11之间分别夹设有石棉隔热板11,这样可阻隔热量,既可对上下加热板保温,又可延长上安装板4和下安装板7的使用寿命。
[0030]
所述上驱动机构具体为两个上模驱动油缸3,所述上模驱动油缸3的缸筒固定在所述上安装板4上,所述上模驱动油缸3的活塞杆端连接所述上模具5,通过上模驱动油缸3的伸缩,带动所述上模具5升降;所述下驱动机构具体为一个下模驱动油缸8,所述下模驱动油缸8的活塞杆端驱动连接所述下安装板7,通过下模驱动油缸8的伸缩,带动所述下基座升降,当所述下基座上升至与下模具6接触时,可带动下模具6升降。
[0031]
具体使用时,通过上加热板9、上模具5、下模具6、下加热板10和所述最低限位机构的设置,通过所述上模驱动油缸3和所述下模驱动油缸8的驱动,可实现所述上模具5与所述上加热板9的接触与分离、所述下模具6与所述下加热板10的接触与分离以及所述上模具5和所述下模具6的开合;成型过程中,模具需要加热,上下加热板可与上下模具贴合在一起,上下加热板的接触平面面积、厚度可以设置得远大于上下模具,这样上下加热板既能起到对模具的快速加热、又能起到储热作用;开模前需要冷却,可将上下加热板与上下模具分离,所述降温机构可只对上下模具成型部位快速冷却,而避免因热传导对上下加热板的冷
却。
[0032]
所述上模具5底部设置有内凹型腔51,所述内凹型腔51为顶壁水平、侧壁竖直的结构,所述下模具6顶部对应所述内凹型腔51设置有上凸型芯61;为了进一步提高产品质量,所述内凹型腔51顶壁开设有竖向滑槽52,所述竖向滑槽52内设置有下压滑块53,所述下压滑块53与所述竖向滑槽52之间设置有下压弹簧55,自然状态下,所述下压滑块53的底面不高于所述内凹型腔51的底沿,受压状态下,所述下压滑块53的底面可与所述内凹型腔51的顶壁平齐。在合模时,所述下压滑块53的底面首先与预浸料12接触,在其压力作用下,预浸料12能够完全展开地铺设在所述上凸型芯61顶面,避免了内凹型腔51倒角与上凸型芯61先接触,导致上凸型芯61顶面预浸料12折皱,影响产品质量的问题,在开模时,所述下压滑块53逐渐复位,便于产品从所述内凹型腔51中脱模。
[0033]
为避免下压滑块53滑动过程中发生倾斜,所述下压滑块53的顶部连接有竖向导杆54,所述竖向滑槽52的顶壁对应所述竖向导杆54设置有导向孔,所述下压弹簧55套设在所述竖向导杆54上,两者相互配合,保证了所述下压滑块53升降过程中不发生倾斜。
[0034]
所述降温机构具体为布置在所述上模具5和所述下模具6成型部位附近的三根冷却水管路,每根所述冷却水管路均包括并排设置的进水管14和出水管15,所述进水管14和所述出水管15的一端连通,所述进水管14的另一端和所述出水管15的另一端连接有进出水接头16,所述进水管14靠近所述成型部位设置,所述出水管15远离所述成型部位设置,所述进水管14的横截面呈矩形,所述出水管15的横截面呈半圆形。使用时,所述进水管14中的进水温度较低,其距离成型部位更近,所述出水管15中的水温较高,其距离成型部位更远,这样可提高成型部位的换热效率;又根据相同面积下,圆的周长最短、矩形的周长最长的原理,将所述进水管14横截面设置为矩形,提高进水与成型部位的换热面积,相对于圆形管路,所述进水管的冷却效率理论值提高了24.8%;将所述出水管15横截面设置为半圆形,降低出水与远离成型部位模具的换热面积,利于下一成型周期模具的快速升温。
[0035]
为了便于观察模具的温度,它还包括用于显示所述上模具5温度和所述下模具6温度的温控表13。
[0036]
以连续碳纤增强尼龙原料作为预浸料12对其成型过程进行说明:
[0037]
该预浸料12的模压适宜温度为255℃至265℃,首先需要对上模具5和下模具6进行预热,上模驱动油缸3驱动上模具5向上运动,直到上模具5与上加热板9贴合,下模驱动油缸8驱动所述下基座上升,至下加热板10与下模具6贴合后,继续上升,直到上模具5和下模具6处于合模状态,设置温控表13中的温度为260℃,上模具5和下模具6被加热至260℃。
[0038]
然后,进行动态分步合模步骤:(1)由于上模具5和下模具6被预热时处于合模状态,此时,下模驱动油缸8先驱动所述下基座下降,使下模具6下降,至上下模具稍微打开,放入铺层好的预浸料12;(2)下模驱动油缸8再慢慢驱动所述下基座上升,合模至所述下压滑块53将预浸料12顶部水平展开、均匀地铺在上凸型芯61表面,此时,上下模具温度保持260℃五分钟,使预浸料12完全软化,下模驱动油缸8压力控制在0 bar;(3)下模驱动油缸8继续驱动所述下基座上升,合模至内凹型腔51深度的二分之一处,上下模具温度保持260℃半分钟,下模驱动油缸8压力控制不超过100 bar;(4)下模驱动油缸8继续驱动所述下基座上升,合模完全到位,上下模具温度保持260℃一分钟,下模驱动油缸8压力控制不超过100 bar;(5)将下模驱动油缸8压力升至400 bar,保压半分钟,使预浸料12充分压实成型。
[0039]
最后,对压制成型产品进行冷却开模步骤:(1) 上模驱动油缸3和下模驱动油缸8同步向下驱动,先将上模具5与上加热板9分离,同时保持合模压力,至下降到所述最低限位机构处时,下模具6不再下降,下模驱动油缸8继续下降,使下模具6和下加热板10分离;(2)向所述冷却水管路中注入0.2mpa的高压冷却水2分钟左右,此时依靠上模驱动油缸3的压力,仍保持合模压力为400bar;(3)成型产品被冷却至120℃以下即可开模,上模驱动油缸3驱动上模具5上升,模具被打开,取出成型产品即可。
[0040]
上述生产工艺过程,一个生产周期只有9分钟左右,实现了快速成型,连续碳纤增强尼龙预浸料在热压成型过程中,如果温度和压力不合适会导致层间结合不好、存在孔隙,严重影响制品的力学性能,为表征本工艺成型制品的性能,发明人还对成型产品采用超景深显微镜观测了制品截面,在放大300倍的图片(图5)中可看出制品厚度截面上,层与层之间界限明显但结合良好,层间没有明显孔隙存在,从放大600倍图片(图6)可看出纤维完全被树脂包裹、浸润效果比较好,因此,本工艺制成的制品质量得到了大幅度提高。经过拉伸测试,该产品的拉伸强度平均值512.4mpa,拉伸模量平均值34.5gpa,力学性能优异。
[0041]
最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips