
 商标分类
商标分类  商标转让
商标转让 
热流道流量及流长调节镶件及热流道系统的制作方法
 2021-02-22 10:02:49|
2021-02-22 10:02:49| 332|
332| 起点商标网
起点商标网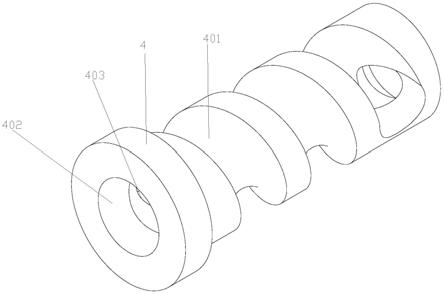
[0001]
本实用新型涉及注塑模具领域,尤其涉及一种热流道流量及流长调节镶件及热流道系统。
背景技术:
[0002]
现在许多塑料件在注塑生产时需要用到如如图1所示热流道装置,这种热流道装置的两个流道筒(2)的长度不一致,所以塑胶原料在从流道嘴(1)进入后,再流进两个流道筒(2)内,再从流道筒(2)上的出料嘴(3)上流出,由于两个流道筒的长度不一样,所以塑胶原料从流道嘴到到产品分型面的这段距离,两个出料嘴的之间的路径长度相差很大,路径短的进料较快注塑好,路径长的很难注塑满,所以这就造成热流道点与点之间的相互平衡很难保持一致。为了使热流道点与点之间保持相互平衡,所以在保证两个流道筒的长度差保持不变得情况下,两股塑胶原料在两个流道筒内流经的长度差越小,为了使热流道点与点之间的差距越小,越接近平衡。
技术实现要素:
[0003]
本实用新型针对上述问题,提出了一种热流道流量及流长调节镶件及热流道系统。
[0004]
本实用新型采取的技术方案如下:
[0005]
一种热流道流量及流长调节镶件,包括柱状的基体,所述基体的两端分别开设有料孔,所述基体的外侧壁上开设有螺旋状的滑道,所述滑道联通所述料孔。
[0006]
本镶件安装在长度相对较短的流道筒内后,由于基体上设置有螺旋状的滑道,将原本流道筒内直线状的流动路线变成螺旋状的曲线流动路线,这样就增加了塑胶原料在较短流道筒内的流经长度,这样就缩短了两股塑胶原料在长短两个流道筒内的流经长度差,出料时更加均匀,缩短了热流道点与点之间的差距,越接近平衡。
[0007]
可选的,所述基体的两端各自设置有料槽,所述料孔设置在料槽内。
[0008]
设置料槽的作用是为了对流入基体上的塑胶原料起到缓冲过渡作用,确保塑胶原料在螺旋状的滑道上滑行时更加稳定,同时在基体的两端设置料槽的作用是为了确保在塑胶原料快要流光时,螺旋状的滑道上不会残留塑胶原料。
[0009]
可选的,所述料槽为圆形沉孔状料槽。
[0010]
可选的,所述基体为圆柱状基体。
[0011]
一种热流道系统,包括热流道流量及流长调节镶件。
[0012]
本实用新型的有益效果是:本镶件安装在长度相对较短的流道筒内后,由于基体上设置有螺旋状的滑道,将原本流道筒内直线状的流动路线变成螺旋状的曲线流动路线,这样就增加了塑胶原料在较短流道筒内的流经长度,这样就缩短了两股塑胶原料在长短两个流道筒内的流经长度差,出料时更加均匀,缩短了热流道点与点之间的差距,越接近平衡。
附图说明:
[0013]
图1是热流道装置结构示意简图。
[0014]
图2是热流道流量及流长调节镶件结构示意简图。
[0015]
图3是热流道系统结构示意简图。
[0016]
图中各附图标记为:1、进料嘴,2、流道筒,3、出料嘴,4、基体,401、滑道,402、料槽,403、料孔,5、密封塞,6、流道板,7、保护套。
具体实施方式:
[0017]
下面结合各附图,对本实用新型做详细描述。
[0018]
如附图2所示,一种热流道流量及流长调节镶件,包括柱状的基体4,基体4的两端分别开设有料孔402,基体4的外侧壁上开设有螺旋状的滑道401,滑道401联通料孔402。
[0019]
本镶件安装在长度相对较短的流道筒内后,由于基体4上设置有螺旋状的滑道401,将原本流道筒内直线状的流动路线变成螺旋状的曲线流动路线,这样就增加了塑胶原料在较短流道筒内的流经长度,这样就缩短了两股塑胶原料在长短两个流道筒内的流经长度差,出料时更加均匀,缩短了热流道点与点之间的差距,越接近平衡。
[0020]
如附图2所示,基体4的两端各自设置有料槽403,料孔402设置在料槽403内。
[0021]
设置料槽403的作用是为了对流入基体4上的塑胶原料起到缓冲过渡作用,确保塑胶原料在螺旋状的滑道401上滑行时更加稳定,同时在基体4的两端设置料槽403的作用是为了确保在塑胶原料快要流光时,螺旋状的滑道401上不会残留塑胶原料。
[0022]
如附图2所示,料槽403为圆形沉孔状料槽403。
[0023]
如附图2所示,基体4为圆柱状基体4。
[0024]
参看附图3,对附图2中所示的热流道流量及流长调节镶件的使用方法做进一步说明,首先流道板6上安装有两个一长一短的流道筒2,长度较短的流道筒2内安装有如如图2所示的热流道流量及流长调节镶件,这样就在保证两个流道筒2长度差的前提下,两股塑胶原料在2个流道筒2内流经的长度差的大幅缩小,在精确计算后再去加工热流道流量及流长调节镶件的话,可以保证两股塑胶原料在两个流道筒2内流经的长度相等。
[0025]
同时一体流道筒2内可以根据需要放置多个热流道流量及流长调节镶件,因为每个热流道流量及流长调节镶件对塑胶原料的延时是确定,可以通过试验测出来,所以可以根据需要调节两个出料嘴3的出料速度差。所当测出一个热流道流量及流长调节镶件的延长时间s1,而长短两个流道筒2的时差s2测出后,可以在短的流道筒内放置(s2/s1)个热流道流量及流长调节镶件,这样长短两个流道筒2内流出的塑胶原料的时间可以做到基本相等。
[0026]
一种热流道系统,如附图3所示,包括进料嘴1、流道板6以及两个长短不一的流道筒2,流道筒2上安装有出料嘴3,进料嘴1及2个流道筒2均安装在流道板6上,长度短的流道筒2内安装有如附图2所示的热流道流量及流长调节镶件,每个流道筒2的外壁上安装有保护套7。流道板6上为了开孔所形成的孔洞用密封塞5来密封。
[0027]
以上所述仅为本实用新型的优选实施例,并非因此即限制本实用新型的专利保护范围,凡是运用本实用新型说明书及附图内容所作的等效结构变换,直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips