
 商标分类
商标分类  商标转让
商标转让 
一种挤出切粒装置的制作方法
 2021-02-22 09:02:41|
2021-02-22 09:02:41| 311|
311| 起点商标网
起点商标网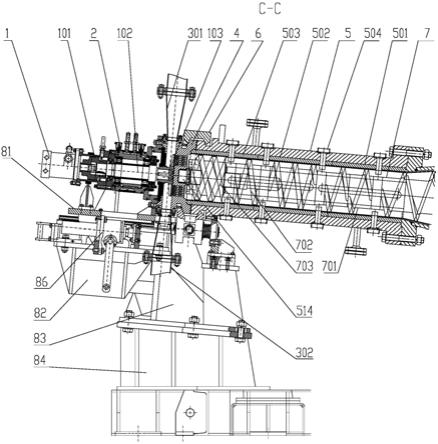
[0001]
本实用新型属于造粒设备,具体涉及一种热塑性弹性体挤出切粒机。
背景技术:
[0002]
现有热塑性弹性体(如sbs、sis、sebs、seps)的脱水造粒设备为悬臂型挤压脱水造粒挤出机,如申请号为201320473833.0的中国专利文件公开的一种立式水环切粒机,这类型挤出机切粒机构为透平切粒,切粒机构轴承座竖直安装,切刀为悬臂结构,切刀与原料挤出的模板间隙在0.15mm,切粒室与轴承间使用多层油封进行密封,切刀转速在1500-3000r/min。由于竖直结构,使用过程中易造成上部轴承缺油、轴承损坏、切刀摆动大,对油封、切刀及模板造成较大磨损,使得切粒机故障停机维修。
[0003]
另外,现有切粒机在生产一段时间后,切刀和模板产生正常磨损或者热塑性弹性体(特别是sis)的原料堵塞模板挤出孔时,需要对挤出机进行维修,生产用的挤出机切粒机构在生产时的使用周期一般在3个月左右,立式结构的切粒机构在拆卸切刀和挤出模板操作不便,加之立式切刀装配的缺陷,会进一步使得切粒机构的使用周期缩短,需要频繁进行停机维修,造成产品外观质量不稳定。
技术实现要素:
[0004]
本实用新型解决的技术问题是:针对现有挤出切粒机构存在的易磨损、维修困难的问题,提供一种使用周期长、维修方便的挤出切粒装置。
[0005]
本实用新型采用如下技术方案实现:
[0006]
一种挤出切粒装置,包括沿横向方向装配的马达1、轴承座2、模板4和挤出筒5;
[0007]
所述挤出筒5为卧式筒体,内部设有输送原料的输送螺杆,所述挤出筒5的出料口通过模板4封盖,所述模板4上设有若干用于原料挤出的挤出孔405;
[0008]
所述马达1与横向转动装配于轴承座2内的切刀轴102传动连接,所述切刀轴102从轴承座2的另一端伸出并与切刀103固连,所述切刀103的剪切刃随切刀轴转动形成的回转平面贴近模板4的挤出外端面,并将模板4上所有挤出孔405所在的区域全部覆盖,模板4和挤出筒5固定,切刀103在切刀轴102和马达1的驱动下紧贴模板4的挤出外端面旋转,将从模板上的挤出孔405连续挤出的原料旋切成颗粒。
[0009]
上述方案的挤出切粒装置中,进一步,所述模板4具有容纳切刀103的切刀室403,所述切刀室403在切刀与模板挤出外端面上下分别设置排料进风管301和排料出风管302,通过排料进风管、排料出风管将切刀室设置成气流流通的腔道,切刀旋切下来的颗粒通过气流从排料出风管送出收集,避免颗粒粘附在切刀和模板挤出外端面。
[0010]
上述方案的挤出切粒装置中,进一步,所述挤出筒5的进料口相对出料口向下倾斜,输送螺杆将原料输送至挤出筒5和模板之间并对原料进行挤压脱水,从原料中析出的水沿着挤出筒向下倾斜的出料口排出。
[0011]
上述方案的挤出切粒装置中,进一步,所述输送螺杆沿输送方向分为螺距逐渐减
小的第一输送螺杆段701、第二输送螺杆段702和第三输送螺杆段703,通过输送螺杆段之间逐渐减小的螺距,提高将原料从模板挤出孔挤出的挤压力,并且能够对原料进一步脱水,提高切粒质量。
[0012]
上述方案的挤出切粒装置中,进一步,所述挤出筒5的内壁固设有与第一输送螺杆段701、第二输送螺杆段702和第三输送螺杆段703一一对应的分段衬套,便于对挤出筒5内不同输送螺杆段对应的挤出筒内壁进行分段维护。
[0013]
上述方案的挤出切粒装置中,进一步,所述轴承座2内部包括至少两组与切刀轴装配的滚动轴承,所述滚动轴承为深沟球轴承、圆柱滚子轴承中的一种或两种,两种轴承组合便于消除切刀产生的轴向力及径向力。
[0014]
上述方案的挤出切粒装置中,进一步,所述轴承座2上设有用于向轴承座内部提供正压的气封口201,通过在轴承座上增加气封使轴承座内部与切刀室气压平衡,保证轴承座内部轴承运行环境的稳定。
[0015]
上述方案的挤出切粒装置中,进一步,所述轴承座2上设有冷却环室205,其上设有循环通入冷却介质的水冷口202。
[0016]
在本实用新型的一种挤出切粒装置中,所述模板4一侧端面与轴承座2固连,另一侧端面与挤出筒5的出料口端面通过夹紧机构6可拆卸锁紧。
[0017]
上述方案的挤出切粒装置中,进一步,所述输送螺杆靠近出料口的末端设有螺杆支撑轴704,所述模板4靠近挤出筒的端面上设有容纳螺杆支撑轴704旋转装配的支撑轴孔404,输送螺杆在挤出筒内部通过端部支撑,避免悬臂结构对模板和挤出筒装配关系造成的磨损,并且结合模板和挤出筒之间的可拆卸装配关系,可与快速拆装模板和挤出筒进行维护。
[0018]
上述方案的挤出切粒装置中,进一步,所述夹紧机构6包括上夹板61、左侧夹板62和右侧夹板63,所述左侧夹板62和右侧夹板63分别通过上支轴64与上夹板61的两端铰装,所述上支轴64同时铰装在相对挤出筒5固定的夹紧安装座831上,所述挤出筒5的出料口和模板4相互对接的端面外圆周设置凸缘,所述上夹板61、左侧夹板62和右侧夹板63形成将挤出筒5和模板4之间对接凸缘合抱的圆形抱夹;
[0019]
所述左侧夹板62和右侧夹板63与具有两组反向螺纹段的夹紧螺杆66通过螺纹传动连接,所述夹紧螺杆66转动装配在夹紧安装座831上,通过夹紧螺杆同时调节所有夹板联动实现对挤出筒和模板之间的夹紧和松开。
[0020]
上述方案的挤出切粒装置中,进一步,所述左侧夹板62和右侧夹板63还分别通过下支轴65滑动铰装在夹紧安装座831上,所述下支轴65上设有与夹紧螺杆66上相应螺纹段螺接的内螺纹。
[0021]
上述方案的挤出切粒装置中,进一步,所述夹紧安装座831上设有分别用于上支轴64和下支轴65滑动铰装的上支轴导槽8311和下支轴导槽8312,所述上支轴导槽8311沿竖直方向布置,所述下支轴导槽8312具有将滑动的下支轴向上抬升的斜坡,通过导槽对支轴的导向,使松开的上夹板向上方、侧向外侧退让,留出模板相对挤出筒退出的空间。
[0022]
上述方案的挤出切粒装置中,进一步,所述马达1固定装配在轴承座2上,所述马达1、轴承座2和模板4作为整体相对挤出筒5可滑动设置,采用横向装配结构,通过移动马达1、轴承座2和模板4的整体可以方便对挤出筒以及轴承座进行分离维护。
[0023]
上述方案的挤出切粒装置中,进一步,所述马达1和轴承座2固定支撑于导轨座81上,所述导轨座81滑动装配在第一支架82上,所述第一支架82和导轨座81之间设有驱动导轨座81相对挤出筒5滑动的导轨组件和伸缩驱动机86,通过导轨组件实现导轨座和其上的马达和轴承座的整体导向,伸缩驱动机驱动导轨座和其上的马达和轴承座沿导轨组件导线滑动。
[0024]
上述方案的挤出切粒装置中,进一步,所述导轨组件的导向与挤出筒5的挤出方向一致。
[0025]
上述方案的挤出切粒装置中,进一步,所述第一支架82相对挤出筒5摆动设置,在将马达1、轴承座2和模板4整体相对挤出筒5远离后,将移动的整体相对挤出筒5向一侧摆动,使挤出筒5的出料口完全展露,进一步提高对挤出筒以及模板进行维护的便利性。
[0026]
上述方案的挤出切粒装置中,进一步,所述第一支架82通过竖直方向的铰轴铰装在相对挤出筒5固定的第二支架85上,所述第一支架82和第二支架85之间设有用于摆动限位的定位销组件以及减速阻尼器,通过定位销组件限定马达1、轴承座2和模板4整体摆动的极限位置,便于模板4与挤出筒5快速对准装配,减速阻尼器在马达1、轴承座2和模板4整体摆动到位的时候提供缓冲,避免刚性碰撞。
[0027]
本实用新型公开的挤出切粒装置具有如下有益效果:
[0028]
本实用新型采用横向装配的轴承座、切刀、模板和挤出筒,同时避免了输送螺杆形成悬臂结构,有效的降低切粒机构轴承损坏频次,减少设备非停及切刀与模板的磨损,有效防止了切粒机构磨损对产品外观质量的影响,有效延长了切粒机构的使用寿命,降低维修成本,提高生产稳定性和产品品质,模板和挤出筒之间通过夹紧机构实现可拆卸连接,结合轴承座、模板采用滑动装配+铰接装配的组合装配方式,可以方便快速地对挤出筒、模板和轴承座进行检修维护。
[0029]
以下结合附图和具体实施方式对本实用新型作进一步说明。
附图说明
[0030]
图1为实施例的一种挤出切粒装置正视图,对轴承座、模板和挤出筒进行剖视,展示内部结构示意。
[0031]
图2为实施例的一种挤出切粒装置后视图,为装置外部结构示意。
[0032]
图3为实施例的一种挤出切粒装置左视图,沿切刀轴的轴向从左向右示意。
[0033]
图4为实施例的一种挤出切粒装置俯视图。
[0034]
图5为实施例中的模板和轴承座以及挤出筒之间的局部装配示意图。
[0035]
图6为实施例中的轴承座内部结构示意图,为轴承座的轴线调平后示意。
[0036]
图7为实施例中的夹紧机构正视图,为夹紧机构将模板和挤出筒夹紧状态示意。
[0037]
图8为图7中的夹紧机构侧视图。
[0038]
图9为实施例中的夹紧机构正视图,为夹紧机构将模板和挤出筒松开状态示意。
[0039]
图10为实施例中夹紧机构在松开状态下,马达、轴承座和模板相对挤出筒分离状态示意图。
[0040]
图11为实施例在图10状态下,马达、轴承座和模板相对挤出筒摆动状态示意图。
[0041]
图中标号:
[0042]
1-马达,101-联轴器,102-切刀轴,103-切刀,104-测速盘;
[0043]
2-轴承座,201-气封口,202-水冷口,203-深沟球轴承,204-圆柱滚子轴承,205-冷却环室;
[0044]
301-排料进风管,302-排料出风管;
[0045]
4-模板,401-轴承座连接法兰,402-模板夹紧凸缘,403-切刀室,404-支撑轴孔,405-挤出孔;
[0046]
5-挤出筒,501-第一衬套,502-第二衬套,503-第三衬套,504-剪切钉,505-筒体夹紧凸缘;
[0047]
6-夹紧机构,61-上夹板,62-左侧夹板,63-右侧夹板,64-上支轴,65-下支轴,66-夹紧螺杆,67-螺杆定位板;
[0048]
7-输送螺杆,701-第一输送螺杆段,702-第二输送螺杆段,703-第三输送螺杆段,704-螺杆支撑轴;
[0049]
81-导轨座,811-滑块,812-导轨,82-第一支架,821-减速阻尼器,822-定位销轴座,83-筒体固定座,831-夹紧安装座,8311-上支轴导槽,8312-下支轴导槽,84-底座,85-第二支架,851-定位销孔,86-伸缩驱动机。
具体实施方式
[0050]
实施例
[0051]
结合参见图1-4,图示中的一种挤出切粒装置为本实用新型的一种具体实施方案,具体包括马达1、联轴器101、切刀轴102、切刀103、轴承座2、排料进风管301、排料出风管302、模板4、挤出筒5、夹紧机构6、输送螺杆7、导轨座81、第一支架82、筒体固定座83、底座84、第三支架85等部件。其中马达1、轴承座2、模板4和挤出筒5沿横向方向装配,挤出筒5为装置的挤出组件,输送螺杆7装配在挤出筒5内部,将原料从模板4上的挤出孔挤出,马达1和轴承座2构成装置的切粒组件,通过安装在轴承座2上并通过马达1驱动旋转的切刀103将连续挤出的原料旋切成颗粒。以上为本实施例的基本挤出切粒工作原理,以下对各个部件的具体结构和装配方式进行详细说明。
[0052]
如图1和图2所示,装置整体采用卧式结构,其中挤出筒5为卧式筒体,挤出筒5包括有进料口和出料口,其中进料口与热塑性弹性体的原料通道对接,在挤出筒5内部沿筒体轴线布置输送螺杆7,在输送螺杆7的螺旋传送作用下将挤出筒内的热塑性弹性体原料从进料口向出料口输送,在工作状态下,挤出筒5的出料口通过模板4封盖,在模板4上设有若干用于原料呈条状挤出的挤出孔405。
[0053]
在本实施例中,输送螺杆7在挤出筒5内部采用分段螺杆,沿输送方向分为第一输送螺杆段701、第二输送螺杆段702和第三输送螺杆段703,其中,第一输送螺杆段701的螺距最大,为原料通道内部输送螺杆在挤出筒内部的延伸,第二输送螺杆段702的螺距次之,第三输送螺杆段703靠近挤出筒5的出料口,螺距最小,这样通过输送螺杆段之间逐渐减小的螺距,热塑性弹性体原料在挤出筒内部的输送速度逐渐加快,越靠近挤出筒5的出料口,产生的挤压力越大,保持热塑性弹性体原料在挤出筒内部输送的同时,提高将原料从模板的挤出孔挤出的挤压力,提高挤出效率,并且热塑性弹性体原料作进一步脱水,提高挤出切粒质量。考虑到输送螺杆7将热塑性弹性体原料输送至模板之间会对原料产生挤压脱水,挤出
筒5在采用卧式结构横向设置的同时,将挤出筒5的进料口相对出料口向下倾斜布置,这个倾斜角度一般不超过30
°
,从原料中析出的水沿着挤出筒5的底部筒壁从向下倾斜的出料口自动排出。
[0054]
由于不同螺距的输送螺杆段对挤出筒5的内壁产生的输送摩擦力不同,本实施例将挤出筒5的内壁分段设置与第一输送螺杆段701、第二输送螺杆段702和第三输送螺杆段703一一对应的第一衬套501、第二衬套502和第三衬套503,第一衬套501、第二衬套502和第三衬套503均通过剪切钉504固定在挤出筒5的筒体内壁,一般是靠近出料口的第三衬套磨损最大,采用分段衬套结构,可以只需要更换第三衬套,而响应减少其他段衬套的更换频率,节省成本。
[0055]
在装置的工作状态下,切刀103通过轴承座2上的切刀轴102紧贴装配在模板4的挤出外端面,轴承座2与模板4远离挤出筒的一端固定连接,切刀轴102与挤出筒的轴线同轴,呈横向转动装配于轴承座2内,马达1通过法兰套筒与传动轴102远离挤出筒的轴端所在轴承座2固定连接,马达1可采用液压马达,在法兰套筒内部,马达1的输出轴通过联轴器101与切刀轴102传动连接,在联轴器101上布置检测马达1输出转速的测速盘104,切刀轴102靠近挤出筒的轴端伸出轴承座与切刀103固定连接,切刀103沿径向设置若干条剪切刃,所有剪切刃位于垂直切刀轴轴向的平面上,切刀103的剪切刃随切刀轴转动形成的回转平面贴近模板4的挤出外端面,切刀剪切刃形成的回转平面为圆形平面,模板4上的所有挤出孔405以挤出筒轴线为中心均匀分布,并且全部布置在该圆形平面的投影范围内,切刀剪切刃形成的回转平面将模板4上所有挤出孔405全部覆盖,切刀103与模板4之间没有连接关系,在切刀轴102和马达1驱动下旋转的切刀103紧贴模板4的挤出外端面,将从模板上的挤出孔405连续挤出的原料旋切成颗粒。
[0056]
结合参见图1和图5,模板4具有封盖挤出筒5出料口的板体外,模板4整体进行了固溶处理,并在外表面堆焊耐腐蚀硬质合金,提高其耐磨性能。在模板4的挤出外端面一侧设置容纳切刀的切刀室403,轴承座2上的切刀103伸入切刀室403内部贴近模板4的挤出外端面,切刀103在切刀室403内部对模板4上挤出的热塑性弹性体原料旋切后,产生的颗粒全部位于切刀室403内部,同时,切刀室403在切刀与模板挤出外端面上下位置分别设置排料进风管301和排料出风管302,排料进风管301和排料出风管302分别通过法兰结构与模板4的切刀室403对接固定,排料进风管301、切刀室403和排料出风管302之间连通形成气流流通通道,通过排料进风管301向切刀室403内部通入正压气流,气流将切刀室403内部的原料颗粒一同从排料出风管302送出统一收集,采用气流收集一来可以避免颗粒粘附在切刀和模板挤出外端面,收集效率高,同时还可以通过流动的气流对挤出切粒的热塑性弹性体颗粒进行快速降温成型,避免颗粒之间发生粘接,保证了颗粒外观质量。
[0057]
结合参见图1和图6,轴承座2内部包括两组与切刀轴102装配的滚动轴承,分别为深沟球轴承203和圆柱滚子轴承204,采用两种滚动轴承组合便于消除切刀产生的轴向力及径向力,实际应用中可以根据切刀轴的长度选用不同数量的滚动轴承进行组合。
[0058]
轴承座2的两端设置法兰结构分别与马达和模板连接,在轴承座2的两组滚动轴承之间形成轴承室,由于模板4的切刀室403内部通入正压气流,为了避免切刀室内的风送空气带入水汽进入轴承作内部造成轴承运行环境恶化,本实施例在轴承座2上设有用于向轴承座内部提供正压的气封口201,气封口201与轴承座上开设的气道进入轴承座内部轴承
室,通过气封口201连通外部干燥气源,使轴承座的轴承室内部在工作状态下保持正压,使轴承座内部与切刀室之间的气压平衡,保证轴承座内部轴承运行环境的稳定。
[0059]
另外,轴承座2内部的滚动轴承在切刀轴102高速转动工作状态会产生大量热,使内部滚动轴承处于高温工作环境,本实施例还在轴承座2上加工设有两圈冷却环室205,冷却环室205在轴承座2的外部形成圆环冷却空间,在冷却环室205上设有水冷口202,通过向冷却环室205内部循环通入冷却介质对工作状态下的轴承座2进行冷却降温。
[0060]
以上详述了本实施例中挤出切粒装置在工作状态下的装配方式,本实施例还对本装置还设计了便于拆分维护的方案。
[0061]
具体如图5所示,本实施例中的模板4在切刀室403的左右两端分别设置同轴的轴承座连接法兰401和模板夹紧凸缘402,其中模板4通过轴承座连接法兰401与轴承座2之间固定连接,模板4通过模板夹紧凸缘402与挤出筒5的筒体夹紧凸缘505之间通过夹紧机构6实现锁紧,即模板4与轴承座2之间连接成一个整体,模板4与挤出筒5之间则为通过夹紧机构6为可快速对接拆分的连接关系,在装置处于非工作状态下,通过操作夹紧机构6即可解除模板4和挤出筒5之间的连接关系,然后将两者拆分后,对模板或挤出筒5内部进行维护。
[0062]
挤出筒5内部的输送螺杆7在进料口一端通过原料通道内部的输送螺杆支撑,在靠近挤出筒5的出料口的第三输送螺杆703末端设置螺杆支撑轴704,第三输送螺杆703可采用固定套装在螺杆支撑轴704上的螺套结构,对应的,在模板4靠近挤出筒的内侧端面中心设有容纳螺杆支撑轴704旋转装配的支撑轴孔404,在模板4和挤出筒5通过夹紧机构6锁紧的工作状态下,挤出筒5内部的输送螺杆通过模板4上的支撑轴孔404端部支撑,避免悬臂结构对模板和挤出筒装配关系造成的磨损。在将模板4和挤出筒5拆分后,螺杆支撑轴704从支撑轴孔404内脱出,与快速拆装模板和挤出筒进行维护,支撑轴孔404在孔口处可加工倒角便于模板和挤出筒合装时将螺杆支撑轴704快速导入支撑轴孔404中。
[0063]
结合参见图7和图8,将挤出筒5和模板4实现夹紧和松开的夹紧机构6具体包括上夹板61、左侧夹板62、右侧夹板63、上支轴64、下支轴65和夹紧螺杆66,在挤出筒5的挤出筒固定座83上固定设置夹紧安装座831,夹紧机构6安装在夹紧安装座831上,其中,左侧夹板62和右侧夹板63分别通过两组上支轴64与上夹板61的两端铰装,同时,两组上支轴64还铰装在夹紧安装座831上,上夹板61、左侧夹板62和右侧夹板63的内侧围成一个带缺口的圆形内圆,在挤出筒5的出料口端面外圆周设有筒体夹紧凸缘505,在模板4与挤出筒出料口对接的端面外圆周设置有模板夹紧凸缘402,在模板4和挤出筒5的出料口对接后,筒体夹紧凸缘505和模板夹紧凸缘402同时对接形成凸出模板和挤出筒外圆周的整体环状凸缘,上夹板61、左侧夹板62和右侧夹板63合抱在该环状凸缘外圆周,形成将挤出筒5和模板4之间合抱锁紧的圆形抱夹。筒体夹紧凸缘505和模板夹紧凸缘402形成的环状凸缘两侧设置成楔面,在上夹板61、左侧夹板62和右侧夹板63的内侧设置与整体环状凸缘截面相对的对称楔面,通过夹紧机构的抱夹作用力将挤出筒和模板之间楔紧,如图5中所示。
[0064]
左侧夹板62和右侧夹板63之间的夹紧动作通过夹紧螺杆66实现。夹紧螺杆66同时与左侧夹板62和右侧夹板63之间通过螺旋方向相反的传动螺纹装配,通过转动夹紧螺杆66即可实现左侧夹板62和右侧夹板63之间的反向运动,在夹紧螺杆66上设有两组反向的螺纹段,夹紧螺杆66通过螺杆定位板67转动装配在夹紧安装座831上并对螺杆定位板67进行轴向限位,夹紧螺杆66的端部设置有用于转动螺杆的方头部。
[0065]
进一步的,左侧夹板62和右侧夹板63除开上支轴的铰接点位置外,还在下部分别通过两组下支轴65滑动铰装在夹紧安装座831上,两组下支轴65上设有螺旋方向相反的内螺纹,并且分别与夹紧螺杆66上的两段反向螺纹段相应螺接,左侧夹板62和右侧夹板63分别通过两组下支轴65与夹紧螺杆66连接。
[0066]
同时,上支轴64和下支轴65分别与夹紧安装座831滑动铰装,以适应上夹板61、左侧夹板62和右侧夹板63在夹紧和松开过程中的移位,其中,夹紧安装座831的上部两侧对称设置有用于上支轴64滑动铰装的上支轴导槽8311,底部两侧对称设置有用于下支轴65滑动铰装的下支轴导槽8312,上支轴导槽8311沿竖直方向布置,下支轴导槽8312为向两侧斜向上倾斜的斜槽,下支轴导槽8312内部的斜坡在下支轴连同左、右侧夹板向两侧张开的同时,通过下支轴将左、右侧夹板连同上夹板一同向上抬升,通过导槽对支轴的导向,使松开的上夹板向上方、侧向外侧退让,留出模板相对挤出筒退出的空间,如图9中所示。
[0067]
为了便于模板4和轴承座2形成的整体与挤出筒5之间的拆分,本实施例将马达1、轴承座2和模板4的整体结构采用滑动装配+摆动铰接装配的组合方案。
[0068]
结合参见图1-4,马达1固定装配在轴承座2一端,模板4固定装配在轴承座2的另一端,马达1、轴承座2和模板4作为整体组件,其中,挤出筒5的底部通过筒体固定座83固定安装在底座84上,马达1和轴承座2分别通过支撑架固定支撑于导轨座81上,导轨座81滑动装配在第一支架82上,第一支架82和导轨座81之间设有驱动导轨座81相对挤出筒5滑动的导轨组件和伸缩驱动机86,其中导轨组件包括固定在第一支架82上的两组平行导轨812和固定在导轨座81底部的滑块811,导轨812的铺设方向沿挤出筒5的轴向方向布置,即与挤出筒5内部的原料挤出方向一致,滑块811滑动装配在导轨812上,导轨座81及其上的马达1、轴承座2和模板4整体组件沿导轨812的方向相对挤出筒5移动,伸缩驱动机86安装在两组平行导轨之间,并且伸缩方向与导轨平行,采用螺旋伸缩器,通过手柄摇动螺杆,利用螺旋传动驱动其上螺母沿螺杆直线移动,螺旋伸缩器为现有标准器件,本实施例在此不对其具体安装结构进行赘述。
[0069]
另外,为了进一步扩大模板4和挤出筒5在分离之后的操作空间,本实施例将第一支架82相对挤出筒5摆动装配,将第一支架82通过竖直方向的铰轴铰装在相对挤出筒5固定的第二支架85上,第二支架85可以直接固定在底座84上。为了保证整个装置工作状态的稳定性,在第一支架82和第二支架85之间设有用于摆动限位的定位销组件,包括在第一支架82上设置的定位销轴座822和第二支架85上设置的定位销孔851,定位销孔851为两组,设置在定位轴销座822随第一支架82摆动的轨迹上,分别对应第一支架82摆动的两个极限位置,第一支架82摆动到第一个极限位置时,将定位销轴座822上的销轴插入第二支架85上对位的定位销孔851内,此时第一支架82上的马达1、轴承座2和模板4整体组件与挤出筒5同轴对齐,将第一支架82摆动到第二个极限位置时,将定位销轴座822上的销轴插入第二支架85上对位的另一定位销孔内,此时第一支架82及其上的马达1、轴承座2和模板4整体组件相对挤出筒5向外摆动打开。在第一支架82和第二支架85之间还安装有减速阻尼器821,减速阻尼器在第一支架82和其上的马达1、轴承座2和模板4整体组件摆动到位的时候提供缓冲,避免刚性碰撞。
[0070]
通过控制伸缩驱动机86,将马达1、轴承座2和模板4整体组件向挤出筒5移动,直至模板4与挤出筒5的出料口端面紧贴,然后通过夹紧机构6将模板4和挤出筒5之间锁紧,整个
装置装配到位;如果需要对挤出筒5或模板4内部进行检修维护时,通过夹紧机构6松开模板4和挤出筒5,然后将导轨座81连同马达1、轴承座2和模板4整体组件相对挤出筒5向后滑移一定距离,如图10所示,通过第一支架82将移动的整体相对挤出筒5向一侧摆动,使挤出筒5的出料口和模板4之间完全展露,如图11所示,即可对装置进行检修维护,维护完成后,通过第一支架82将马达1、轴承座2和模板4整体组件回摆到位后,将导轨座向挤出筒5方向滑移直至模板4和挤出筒5对接到位后,通过夹紧机构6重新将模板4和挤出筒5锁紧,整个操作过程方便省力。
[0071]
以上仅对实施例中的一种挤出切粒装置的结构和装配关系进行的描述,本行业的技术人员应该了解,本实用新型的保护范围不受上述实施例的限制,上述实施例描述的只是说明本实用新型的其中一种优选实施方案,在不脱离本实用新型权利要求精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips