
 商标分类
商标分类  商标转让
商标转让 
一种极端流变行为复合材料多层共挤连续成型方法及设备与流程
 2021-02-22 09:02:52|
2021-02-22 09:02:52| 366|
366| 起点商标网
起点商标网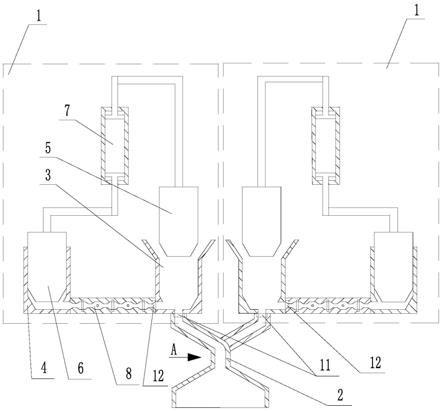
[0001]
本发明涉及高分子材料成型技术领域,特别涉及一种基于拉伸混沌流场的极端流变行为复合材料多层共挤连续成型方法及设备。
背景技术:
[0002]
具有极端流变行为的材料有超高分子量聚乙烯、高固含量的复合材料、超低浓度的溶液等。其中,超高分子量聚乙烯由于熔体粘度高、摩擦系数小、临界剪切速率低和成型温度范围窄易氧化降解等特点,采用传统螺杆挤出机很难挤出加工,因此,目前生产超高分子量聚乙烯制品常采用柱塞式挤出成型方法。而高固含量的复合材料因为极差的流动性,采用熔融法挤出是十分困难的,一般需要采用溶液浇铸/涂布、烧结法进行生产。而超低浓度的溶液,采用机器注射挤出容易存在泄露问题,常采用溶液浇铸/涂布法进行生产。
[0003]
在该前提下,若需要成型的多层复合产品为黏度相差较大的复合膜,如固态聚合物电解质/正极复合膜,固态聚合物电解质是常规黏度的复合材料,可通过传统挤出方式挤出,但其正极是高固含量的复合材料,传统挤出成型方式难以挤出成型,而常用的柱塞式挤出成型方法不具备材料混合功能,因此也难以适用;若采用溶液浇铸/涂布成型方法则不能一步成型复合膜,其生产成本非常高。
[0004]
由上述可见,在现有的生产方法中,突出的技术问题主要是:柱塞式挤出成型方式能输送但不能分散混合,溶液浇注/涂布成型方式能分散混合但难以输送,并且这两种成型方式都是间歇/半连续成型方式。而现有的多层复合产品(例如多层复合膜、多层复合管材等)广泛应用于国计民生各个领域,随着多层复合产品应用领域的拓广和功能化需求的增加,多层复合产品各层材料的选择变得更加广泛和多样化,但通过黏度差异大的复合材料一次制备成型多层复合产品目前仍难以实现,存在巨大的挑战空间。
技术实现要素:
[0005]
本发明的目的在于克服现有技术的不足,提供一种极端流变行为复合材料多层共挤连续成型方法,该方法利用拉伸混沌流场分散混合具有极端流变行为的复合材料,然后进行多层共挤连续成型,克服了具有极端流变行为复合材料加工难的问题。
[0006]
本发明的另一目的在于提供一种用于实现上述方法的极端流变行为复合材料多层共挤连续成型设备。
[0007]
本发明的技术方案为:一种极端流变行为复合材料多层共挤连续成型方法,利用拉伸混沌单元往复循环产生的流场,分别对具有极端流变行为的物料进行分散混合;然后将分别经过分散混合的多种物料进行多层共挤连续成型。
[0008]
所述具有极端流变行为的物料为超粘物料、中等粘度物料或超稀物料。
[0009]
所述超粘物料为超高分子量的聚合物,超稀物料为溶液。
[0010]
所述拉伸混沌单元中,通过双向液压机构或曲轴曲柄机构交替挤压位于拉伸混沌单元两端的物料,推动物料在拉伸混沌单元中进行往复运动,利用拉伸混沌单元中产生的
流场进行分散混合。
[0011]
所述拉伸混沌单元往复循环产生的流场中,利用分流销将物料分成多股料流进行分散,然后再混合,同时利用拉伸混沌单元内流道截面宽度的变化对物料产生拉伸作用,促进物料的分散混合。
[0012]
本发明一种极端流变行为复合材料多层共挤连续成型设备,包括共挤装置和多个混合装置,各混合装置的物料出口端分别与共挤装置连接;
[0013]
每个混合装置包括第一料筒、第二料筒、第一柱塞、第二柱塞、双向动力机构和拉伸混沌单元,第一料筒的底部和第二料筒的底部之间通过拉伸混沌单元连通,第一柱塞活动设于第一料筒上,第二柱塞活动设于第二料筒上,第一柱塞和第二柱塞分别与双向动力机构连接,第一柱塞和第二柱塞交替进行升降运动。
[0014]
所述双向动力机构为双向液压机构或曲轴曲柄机构。
[0015]
所述拉伸混沌单元包括依次连接的多节拉伸收敛外筒,每节拉伸收敛外筒中设有分流销,任意相邻两个分流销之间形成夹角。
[0016]
所述拉伸混沌单元中,相邻两个截面内的分流销之间形成的夹角为30
°
、45
°
、60
°
或90
°
。
[0017]
所述拉伸混沌单元中,多节拉伸收敛外筒连接后形成连续的内腔,内腔的截面呈“逐渐减小-平稳过渡-逐渐增大-平稳过渡”的周期性变化;内腔的两端分别与第一料筒的底部和第二料筒的底部连接。该内腔中,流道截面宽度的变化对物料起到周期性的拉伸作用,促进物料的分散混合;同时,利用分流销的分散作用,物料经过多次分散和混合,即物料在经过拉伸单元的拉伸应力和分流销的多次分流双重周期性作用下,能得到很好的分散混合效果。
[0018]
所述共挤装置具有多层共挤模头,多层共挤模头设有多个流道入口,每个流道入口与一台混合装置的出口连接,混合装置的数量与所制得共挤产品的层数相等。
[0019]
所述混合装置中,第一料筒的底部设有作为混合装置出口用的开口,开口处设有第一阀门,第一料筒与拉伸混沌单元的连接处设有第二阀门。
[0020]
所述共挤产品为共挤片材或共挤管材。
[0021]
所述双向液压机构为双向液压油缸,双向液压油缸的两端分别设置第一柱塞和第二柱塞,第一料筒和第二料筒分别为开口向上的结构,第一柱塞对应伸入第一料筒中,第二柱塞对应伸入第二料筒中。
[0022]
上述极端流变行为复合材料多层共挤连续成型方法及设备是基于拉伸混沌流场进行设计的,使用时,其原理为:在混合装置中,利用柱塞式挤压输送方式与拉伸混沌单元相结合,在往复挤压输送物料的过程中,利用拉伸混沌单元所产生的流场不断对物料进行拉伸和分离,使物料得到充分的分散混合;利用多组混合装置对不同的物料进行分散混合处理后,利用共挤装置将多种物料进行共挤成型,形成具有多层结构的共挤产品。
[0023]
本发明相对于现有技术,具有以下有益效果:
[0024]
本极端流变行为复合材料多层共挤连续成型方法及设备利用柱塞式挤压输送方式与拉伸混沌单元相结合,在往复挤压输送物料的过程中,利用拉伸混沌单元所产生的流场不断对物料进行拉伸和分离,使物料得到充分的分散混合,其分散混合效果好,且可广泛适用于超粘材料(如超高分子量聚乙烯等)、中等粘度的高分子材料(如pe、pp等)、超稀材料
(如石墨+原油、其他溶液等)的输送和混合,对具有极端流变行为的复合材料来说具有良好的分散混合效果和正位移输送功能,有效克服了现有的具有极端流变行为复合材料加工难的问题;同时,采用多台混合装置结合共挤装置使用,可实现不同粘度复合材料的多层连续共挤成型,实现共挤产品的一次成型,其生产效率高,生产成本也较低。
[0025]
本极端流变行为复合材料多层共挤连续成型设备中,拉伸混沌单元采用多节拉伸收敛外筒连接形成连续内腔的结构形式,拉伸混沌单元的长度可根据物料性质的变化或设备安装需求进行灵活调整,使用方便。拉伸混沌单元内部,通过安装不同夹角的分流销进行物料分流,使物料在拉伸混沌单元中受到较强的拉伸流场和分流作用,具有良好的分散效果。
附图说明
[0026]
图1为本极端流变行为复合材料多层共挤连续成型设备应用于共挤片材成型时的原理示意图。
[0027]
图2为图1中a方向上挤出模头内的流道结构示意图。
[0028]
图3为本极端流变行为复合材料多层共挤连续成型设备应用于共挤管材成型时的原理示意图。
[0029]
图4为实施例1中拉伸混沌单元的结构示意图。
[0030]
图5为图4的a-a截面示意图。
[0031]
图6为图4的b-b截面示意图。
[0032]
图7为实施例3中拉伸混沌单元的结构示意图。
[0033]
图8为图7的c-c截面示意图。
[0034]
图9为图7的d-d截面示意图。
[0035]
上述各图中,各附图标记所示部件如下:1为共挤装置,2为混合装置,3为第一料筒,4为第二料筒,5为第一柱塞,6为第二柱塞,7为双向液压机构,8为拉伸混沌单元,9为拉伸收敛外筒,10为分流销,11为第一阀门,12为第二阀门。
具体实施方式
[0036]
下面结合实施例,对本发明作进一步的详细说明,但本发明的实施方式不限于此。
[0037]
实施例1
[0038]
本实施例一种极端流变行为复合材料多层共挤连续成型方法及设备,用于不同材料组成的多层片材成型。
[0039]
该极端流变行为复合材料多层共挤连续成型方法是利用拉伸混沌单元往复循环产生的流场,分别对具有极端流变行为的物料进行分散混合;然后将分别经过分散混合的多种物料进行多层共挤连续成型。其中,具有极端流变行为的物料为超粘物料(如超高分子量聚乙烯等超高分子量的聚合物)、中等粘度物料(如pe、pp等聚合物)或超稀物料(如石墨和原油的混合溶液等)。
[0040]
拉伸混沌单元中,通过双向液压机构交替挤压位于拉伸混沌单元两端的物料,推动物料在拉伸混沌单元中进行往复运动,利用拉伸混沌单元中产生的流场进行分散混合。拉伸混沌单元往复循环产生的流场中,利用分流销将物料分成多股料流进行分散,然后再
混合,同时利用拉伸混沌单元内流道截面宽度的变化对物料产生拉伸作用,促进物料的分散混合。
[0041]
本实施例一种极端流变行为复合材料多层共挤连续成型设备,用于实现上述成型方法,如图1所示,包括共挤装置1和多个混合装置2,各混合装置的物料出口端分别与共挤装置连接;每个混合装置包括第一料筒3、第二料筒4、第一柱塞5、第二柱塞6、双向液压机构7和拉伸混沌单元8,第一料筒的底部和第二料筒的底部之间通过拉伸混沌单元连通,第一柱塞活动设于第一料筒上,第二柱塞活动设于第二料筒上,第一柱塞和第二柱塞分别与双向液压机构连接,第一柱塞和第二柱塞交替进行升降运动。其中,双向液压机构作为双向动力机构,为第一柱塞和第二柱塞的运动提供动力。
[0042]
如图4至图6所示,拉伸混沌单元包括依次连接的多节拉伸收敛外筒,每节拉伸收敛外筒9中设有分流销10,在拉伸收敛外筒的同一截面内分布有四个分流销,同一截面内任意相邻两个分流销之间的夹角为90
°
,任意相邻两个截面内的分流销之间形成30
°
、45
°
、60
°
或90
°
的夹角,该夹角的具体角度值可根据设备实际情况进行选择。多节拉伸收敛外筒连接后形成连续的内腔,内腔的截面呈“逐渐减小-平稳过渡-逐渐增大-平稳过渡”的周期性变化;内腔的两端分别与第一料筒的底部和第二料筒的底部连接。该内腔中,流道截面宽度的变化对物料起到周期性的拉伸作用,促进物料的分散混合;同时,利用分流销的分散作用,物料经过多次分散和混合,即物料在经过拉伸混沌单元的拉伸应力和分流销的多次分流双重周期性作用下,能得到很好的分散混合效果。此外,拉伸收敛外筒和分流销的具体结构形状可根据需加工物料的性能做相应的调整,安装在拉伸收敛外筒中的分流销可根据实际需要选择长分流销、短分流销、单分流销或花键分流销等。
[0043]
共挤装置具有多层共挤模头,多层共挤模头设有多个流道入口,每个流道入口与一台混合装置的出口连接,混合装置的数量与所制得共挤产品的层数相等。混合装置中,第一料筒的底部设有作为混合装置出口用的开口,开口处设有第一阀门11,第一料筒与拉伸混沌单元的连接处设有第二阀门12。
[0044]
双向液压机构为双向液压油缸,双向液压油缸的两端分别设置第一柱塞和第二柱塞,第一料筒和第二料筒分别为开口向上的结构,第一柱塞对应伸入第一料筒中,第二柱塞对应伸入第二料筒中。
[0045]
该极端流变行为复合材料多层共挤连续成型设备的工作过程为:各混合装置中,先关闭第一阀门,打开第二阀门,把定量的物料加入至第一料筒中;然后启动双向液压机构,第一柱塞向下运动的同时第二柱塞向上运动,第一柱塞在向下运动的过程中,推动第一料筒内的物料经过拉伸混沌单元到达第二料筒;当全部物料到达第二料筒后,第二柱塞向下运动,同时第一柱塞向上运动,推动第二料筒内的物料经过拉伸混沌单元到达第一料筒,如此循环往复直至物料完全分散混合均匀;在物料分散混合均匀并且全部到达第一料筒内后,关闭第二阀门,打开第一阀门;各混合装置中的物料同时进入共挤装置中,由多层共挤模头挤出,形成的制品为多层片材。
[0046]
上述极端流变行为复合材料多层共挤连续成型方法及设备是基于拉伸混沌流场进行设计的,使用时,其原理为:在混合装置中,利用柱塞式挤压输送方式与拉伸混沌单元相结合,在往复挤压输送物料的过程中,利用拉伸混沌单元所产生的流场不断对物料进行拉伸和分离,使物料得到充分的分散混合;利用多组混合装置对不同的物料进行分散混合
处理后,利用共挤装置将多种物料进行共挤成型,形成具有多层结构的共挤产品。
[0047]
实施例2
[0048]
本实施例一种极端流变行为复合材料多层共挤连续成型方法及设备,用于不同材料组成的多层管材成型。与实施例1相比较,其不同之处在于:如图3所示,共挤装置中多层共挤模头的结构与实施例1不同,通过该设备最终获得的制品为多层管材。
[0049]
实施例3
[0050]
本实施例一种极端流变行为复合材料多层共挤连续成型方法及设备,用于不同材料组成的多层片材成型。与实施例1相比较,其不同之处在于:如图7至图9所示,拉伸混沌单元包括依次连接的多节拉伸收敛外筒,每节拉伸收敛外筒9中设有分流销10,在拉伸收敛外筒的同一截面内分布有一个分流销,任意相邻两个截面内的分流销之间形成30
°
、45
°
、60
°
或90
°
的夹角,该夹角的具体角度值可根据设备实际情况进行选择。多节拉伸收敛外筒连接后形成连续的内腔,内腔的截面呈“逐渐减小-平稳过渡-逐渐增大-平稳过渡”的周期性变化;内腔的两端分别与第一料筒的底部和第二料筒的底部连接。该内腔中,流道截面宽度的变化对物料起到周期性的拉伸作用,促进物料的分散混合;同时,利用分流销的分散作用,物料经过多次分散和混合,即物料在经过拉伸混沌单元的拉伸应力和分流销的多次分流双重周期性作用下,能得到很好的分散混合效果。此外,拉伸收敛外筒和分流销的具体结构形状可根据需加工物料的性能做相应的调整,安装在拉伸收敛外筒中的分流销可根据实际需要选择长分流销、短分流销、单分流销或花键分流销等。
[0051]
实施例4
[0052]
本实施例一种极端流变行为复合材料多层共挤连续成型方法及设备,与实施例1相比较,其不同之处在于:双向动力机构采用曲轴曲柄机构。
[0053]
如上所述,便可较好地实现本发明,上述实施例仅为本发明的较佳实施例,并非用来限定本发明的实施范围;即凡依本发明内容所作的均等变化与修饰,都为本发明权利要求所要求保护的范围所涵盖。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips