
 商标分类
商标分类  商标转让
商标转让 
一种基于熔融沉积成型的保温隔热制件及其制备方法与流程
 2021-02-22 08:02:20|
2021-02-22 08:02:20| 297|
297| 起点商标网
起点商标网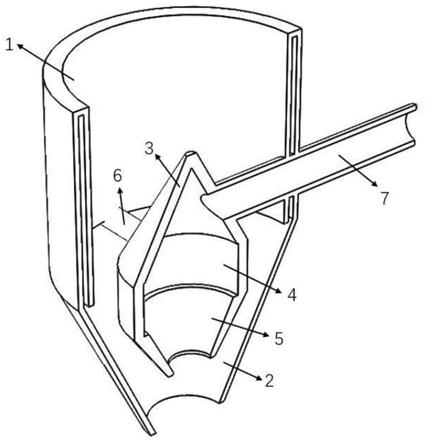
[0001]
本发明涉及一种基于熔融沉积成型的保温隔热制件及其制备方法,属于增材制造技术领域。
背景技术:
[0002]
传统保温隔热制件的成型方法是通过隔热材料和树脂材料混合后,浇注到定制的模具中,在通过加热加压后成型。传统的成型方法需要定制模具,加工周期长且模具的加工质量直接影响到成型制件的隔热性能。此外,隔热制件成型后不易脱模,容易损坏其表面质量。
[0003]
随着电子信息技术的成熟,3d打印也应运而生并大规模普及,开启了无模具制造的时代。《经济学人》杂志曾描述,以3d打印为代表的数字化制造技术将改写制造业的生产方式,进而改变产业链的运作模式。3d打印,又名增材制造(additive manufacturing,am)出现于20世纪70年代。按照美国材料与试验协会国际标准组织f42增材制造技术委员会给出的定义:3d打印是根据3d模型数据,用材料的层层相连接来制造物体的工艺。其核心就是将所需成型制件的复杂3d实体通过切片处理转化为简单的2d截面的组合,依据制件的3d计算机辅助设计模型,在3d打印设备上直接成型实体制件。3d打印最大的特点是不用模具成型,因此可以省去开模费用,大大降低成本。由于3d打印是逐层进行的,可以根据制件的结构进行材料设计,达到制件中各部位的性能可根据其要求进行调控的理想状态,因此采用3d打印制备具有高保温隔热效果的制件十分有意义。但是目前3d打印领域中对保温隔热制件的研究相对较少,需要广大的科研人员去进行相关探索,使3d打印从普通原型件制造转向功能原型件制造,进一步拓宽其应用范围。
[0004]
cn109352992a提出了一种隔热材料光固化3d打印成型方法,通过采用三维cad设计数据为基础,设计建立隔热材料构件三维模型,使用光敏树脂混合溶液作为原材料,逐层而后逐层打印隔热材料构件,不需要定制模具,提高了打印效率。原料包含光敏树脂50-65份、二氧化锆粉末20-30份、相变材料粉末5-10份、稳定剂2-5份、发泡剂0.2-0.5份和润滑剂0.1-0.5份。但是用于光固化3d打印的树脂选择单一,大多属于丙烯酸类,耐热性能差,服役温度较低,因此不能满足高温环境的使用。
技术实现要素:
[0005]
为了改善现有技术的不足,本发明提供一种基于熔融沉积成型(fused deposition modeling,fdm)的保温隔热制件及其制备方法。具体地:本发明的一个目的是提供一种双组分进料喷头,所述双组分进料喷头的使用,可以实现具有同心圆柱的皮芯结构的沉积线条的制备,继而制备得到所述保温隔热制件。本发明的另一个目的是提供一种采用上述喷头制备保温隔热制件的3d打印方法;采用所述喷头制备得到的制件具有优异的保温、隔热性能。本发明的还一个目的是提供一种用于所述保温隔热制件的材料体系,其可以用于上述3d打印方法制备所述保温隔热制件。本发明的再一个目的是提供上述材料体系
通过所述3d打印方法制备得到的制件。
[0006]
其中,采用所述喷头在fdm 3d打印过程中沉积的线条具有皮芯结构,且可以通过调节工艺参数实现沉积线条的材料体系中两个组分的比例控制,达到微观性能的调控,继而实现宏观上制件中的各部位性能的调控。
[0007]
本发明的目的是通过如下技术方案实现的:
[0008]
一种双组分进料喷头,所述双组分进料喷头包括喷头外部件和喷头内部件,所述喷头外部件和所述喷头内部件通过连接杆相连;
[0009]
所述喷头外部件包括第一连接件和第二连接件,所述第一连接件具有圆筒结构,所述第二连接件具有圆台结构,所述第一连接件一端与第一组分进料口连接,另一端与第二连接件的一端连接,所述第二连接件的另一端形成外层喷嘴;
[0010]
所述喷头内部件包括第三连接件、第四连接件和第五连接件,所述第三连接件具有圆锥结构,所述第四连接件具有圆筒结构,所述第五连接件具有圆台结构;
[0011]
所述第四连接件的一端与第三连接件的圆锥结构的敞口端连接,另一端与第五连接件的一端连接,所述第三连接件的侧壁与第二组分进料口连接,所述第五连接件的另一端形成内层喷嘴;
[0012]
所述内层喷嘴的直径小于所述外层喷嘴的直径。
[0013]
根据本发明,所述内层喷嘴和所述外层喷嘴沿水平方向不是齐平的。
[0014]
例如,所述内层喷嘴位于所述外层喷嘴的上方,这样的结构设置,可以保证第二组分材料从内层喷嘴喷出后被第一组分材料完全包覆后再从外层喷嘴处喷出。
[0015]
本发明中,所述的上方是指远离地面的方向,所述的下方是指靠近地面的方向。
[0016]
根据本发明,所述连接杆为实心连接杆。所述连接杆的形状没有特别的定义,例如可以是长方体结构,也可以是圆管结构,用于连接喷头外部件和喷头内部件即可。所述连接杆的直径(宽度)约为2mm,所述连接杆的数量为至少一个,例如为3-5个,优选为3-4个,多个连接杆呈360
°
绕圆周均匀分布,以保证喷头在聚合物熔体的冲击下不变形同时减少外喷嘴出料的阻力。
[0017]
根据本发明,所述连接杆设置在喷头外部件和喷头内部件之间,用于连接所述喷头外部件和所述喷头内部件。示例性地,所述连接杆的一端设置在第一连接件和第二连接件的连接处,另一端设置在第三连接件和第四连接件的连接处。
[0018]
根据本发明,所述第一连接件的一端与第一组分进料口连接,另一端与第二连接件的直径较大的一端连接,所述第二连接件的直径较小的一端形成外层喷嘴。
[0019]
根据本发明,所述内层喷嘴的直径为0.3-0.6mm,优选为0.3-0.5mm,例如为0.4mm。
[0020]
根据本发明,所述第五连接件的直径较大的一端与第四连接件连接,所述第五连接件的直径较小的一端形成内层喷嘴。
[0021]
根据本发明,所述外层喷嘴的直径为0.5-0.8mm,优选为0.5-0.7mm,如0.6mm。
[0022]
根据本发明,所述第一组分材料从第一连接件上部进入喷头外部件内部,会与第三连接件接触,后被第三连接件分隔,所述第三连接件具有圆锥结构,这样设置可以减小第一组分材料(包括聚合物)熔体下料的阻力。所述第一组分材料进入喷头外部件内部后经过外层喷嘴流出喷头。
[0023]
根据本发明,所述第二组分材料从第二组分进料口进入喷头内部件内部,所述第
二组分进料口的直径为0.5-0.8mm,其与外部可加热容器相连,通过施加压力实现第二组分材料的输送。所述第二组分材料进入喷头内部件内部后依次经过内层喷嘴和外层喷嘴流出喷头。
[0024]
根据本发明,所述第一连接件的内直径为20-30mm,所述第一连接件的高度为8-15mm;所述第二连接件的高度为8-15mm。优选地,所述第一连接件的内直径为25mm,所述第一连接件的高度为10mm;所述第二连接件的高度为10mm。
[0025]
根据本发明,所述第三连接件的高度为1-5mm,所述第四连接件的高度为2-6mm,所述第五连接件的高度为1-5mm;所述第四连接件的内直径为8-15mm。优选地,所述第三连接件的高度为3mm,所述第四连接件的高度为4mm,所述第五连接件的高度为3mm;所述第四连接件的内直径为10mm。
[0026]
根据本发明,所述双组分进料喷头还包括喷枪,所述喷枪固定于双组分进料喷头上,例如固定在喷头外部件外表面。
[0027]
根据本发明,所述喷枪的喷口朝向所述双组分进料喷头的外层喷嘴,且高于外层喷嘴3-8mm,所述喷枪与外层喷嘴呈45
°
倾斜角。
[0028]
本发明还提供上述双组分进料喷头的使用方法,所述方法包括如下步骤:
[0029]
(a)将第一组分材料从喷头外部件的第一连接件上端的第一组分进料口送入所述喷头中,同时将第二组分材料从第二组分进料口送入喷头内部件;
[0030]
(b)第一组分材料从外层喷嘴喷出,同时第二组分材料从内层喷嘴喷出后接触到第一组分材料,被第一组分材料的熔体包裹,共同从外层喷嘴挤出,形成具有同心圆柱的皮芯结构的沉积线条。
[0031]
其中,所述第一组分材料和第二组分材料的组成可相同、也可不同,一般为不同。
[0032]
根据本发明,所述方法还包括如下步骤:
[0033]
(c)通过调整第一组分材料进料口和第二组分材料进料口外部的压力实现第一组分材料和第二组分材料的配比的调控。
[0034]
具体的,第二组分材料从内层喷嘴喷出后产生的压力影响第一组分材料熔体的出料量,继而改变第一组分材料熔体圆环的厚度,从而实现调节第一组分材料和第二组分材料配比的目的。
[0035]
本发明还提供一种基于fdm的保温隔热制件的制备方法,所述方法在安装上述双组分进料喷头的fdm 3d打印装置中实施,其中将第一组分材料从所述第一组分进料口送入、将第二组分材料从第二组分进料口送入;其中,所述第一组分材料中包括热塑性聚合物和低导热系数填料,所述第二组分材料中包括相变材料。
[0036]
根据本发明,所述双组份进料喷头中包括所述喷枪,通过所述喷枪向外层喷嘴喷出的沉积线条表面喷洒碳酸氢钠粉末。
[0037]
根据本发明,所述方法还包括:将从上述打印装置打印出的制件进行加热处理,制备得到所述保温隔热制件。
[0038]
其中,所述低导热系数填料选自无机非金属填料中一种或多种。例如,所述无机非金属填料选自中空玻璃微珠、二氧化锆等中的一种或多种。例如,所述无机非金属填料的平均粒径为10-50μm,例如为10、20、30、40或50μm。
[0039]
其中,所述热塑性聚合物选自丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚乳酸(pla)、
聚酰胺(pa)和聚碳酸酯(pc)、聚苯硫醚(pps)和聚醚醚酮(peek)中的至少一种。
[0040]
所述热塑性聚合物和低导热系数填料的质量比为50:1-15:1,例如为50:1、45:1、40:1、35:1、30:1、25:1、20:1、18:1、16:1、15:1等。
[0041]
所述热塑性聚合物的熔融指数大于25g/10min(根据iso1133,测试条件为300℃,1.2kg),以保证打印过程流畅性和打印质量。
[0042]
所述热塑性聚合物的玻璃化转变温度高于100℃,因此服役温度较高,可达150℃。
[0043]
其中,所述第一组分材料中还可以包括其他适合于fdm 3d打印的添加剂,如增韧剂、硬脂酸、抗氧剂、颜料、增粘树脂等中的一种或多种。
[0044]
其中,所述增韧剂为氯化聚乙烯、苯乙烯-丁二烯热塑性弹性体、乙烯-醋酸乙烯酯共聚物、三元乙丙橡胶或乙烯-辛烯嵌段共聚物等中的一种或多种。
[0045]
其中,所述增粘树脂为c5石油树脂、c9石油树脂、氢化芳香族石油树脂、萜烯树脂或松香树脂等中的一种或多种。
[0046]
其中,所述硬脂酸选自硬脂酸镁、硬脂酸钙,或它们的组合。
[0047]
其中,所述抗氧剂例如选自受阻酚类抗氧剂,例如选自抗氧剂1010,抗氧剂168,或它们的组合。
[0048]
其中,所述颜料选自色粉(如红色、蓝色等)。
[0049]
根据本发明,所述第一组分材料可以通过如下方法制备得到:
[0050]
将热塑性聚合物和无机非金属填料混合,通过双螺杆挤出机混合塑化,再通过单螺杆挤出机制备成直径为1.75mm的线材。
[0051]
根据本发明,送入所述第一组分材料和第二组分材料时,通过分别调节第一组分进料口外部压力和第二组分进料口外部压力,来控制第一组分材料和第二组分材料的质量比。例如通过调节所述压力控制第二组分材料和第一组分材料的质量比为1:50-1:10,例如为1:50、1:40、1:30、1:20、1:18、1:16、1:14、1:12、1:10等。
[0052]
本发明中,所述相变材料是指在给定温度下或在较窄温度范围内玻璃化转变的情况下经历吸收或排出热量而发生相变的材料。
[0053]
根据本发明,所述相变材料可以根据制件的工作环境温度选择,具有适合所述工作环境温度的相变温度即可。例如制件需要在70-150℃的环境温度下使用时,就选择相变温度为70-150℃的相变材料即可。
[0054]
例如,所述相变材料选自具有8-50个碳原子的固体石蜡和/或聚乙烯蜡,优选为具有20-50个碳原子的固体石蜡和/或聚乙烯蜡。
[0055]
根据本发明,所述碳酸氢钠粉末的加入量为0.02-0.05g/s,优选为0.02-0.04g/s。所述碳酸氢钠在后处理加热过程中分解,产生二氧化碳气体,在沉积线条表面产生微孔,从而进一步增大制件的孔隙率。
[0056]
根据本发明,对制件进行加热处理时,加热温度为50-100℃,加热时间为0.5-2min。
[0057]
本发明还提供一种适用于fdm 3d打印的材料体系,所述体系包括第一组分材料和第二组分材料,其中,所述第一组分材料包括热塑性聚合物和低导热系数填料;所述第二组分材料包括相变材料,所述相变材料选自具有8-50个碳原子的固体石蜡和/或聚乙烯蜡。
[0058]
其中,所述低导热系数填料选自无机非金属填料中一种或多种。例如,所述无机非
金属填料选自中空玻璃微珠、二氧化锆等中的一种或多种。例如,所述无机非金属填料的平均粒径为10-50μm,例如为10、20、30、40或50μm。
[0059]
其中,所述热塑性聚合物选自丙烯腈-丁二烯-苯乙烯共聚物(abs)、聚乳酸(pla)、聚酰胺(pa)和聚碳酸酯(pc)、聚苯硫醚(pps)和聚醚醚酮(peek)中的至少一种。
[0060]
所述热塑性聚合物和低导热系数填料的质量比为50:1-15:1,例如为50:1、45:1、40:1、35:1、30:1、25:1、20:1、18:1、16:1、15:1等。
[0061]
所述热塑性聚合物的熔融指数大于25g/10min(根据iso1133,测试条件为300℃,1.2kg),以保证打印过程流畅性和打印质量。
[0062]
所述热塑性聚合物的玻璃化转变温度高于100℃,因此服役温度较高,可达150℃。
[0063]
其中,所述第一组分材料中还可以包括其他适合于fdm 3d打印的添加剂,如增韧剂、硬脂酸、抗氧剂、颜料、增粘树脂等中的一种或多种。
[0064]
其中,所述增韧剂为氯化聚乙烯、苯乙烯-丁二烯热塑性弹性体、乙烯-醋酸乙烯酯共聚物、三元乙丙橡胶或乙烯-辛烯嵌段共聚物等中的一种或多种。
[0065]
其中,所述增粘树脂为c5石油树脂、c9石油树脂、氢化芳香族石油树脂、萜烯树脂或松香树脂等中的一种或多种。
[0066]
其中,所述硬脂酸选自硬脂酸镁、硬脂酸钙,或它们的组合。
[0067]
其中,所述抗氧剂例如选自受阻酚类抗氧剂,例如选自抗氧剂1010,抗氧剂168,或它们的组合。
[0068]
其中,所述颜料选自色粉(如红色、蓝色等)。
[0069]
具体的,所述第一组分材料由所述热塑性聚合物、所述低导热系数填料和任选地所述添加剂组成。
[0070]
根据本发明,所述第一组分材料可以通过如下方法制备得到:
[0071]
将热塑性聚合物和低导热系数填料以及任选地添加剂混合,通过双螺杆挤出机混合塑化,再通过单螺杆挤出机制备成直径为1.75mm的线材。
[0072]
根据本发明,所述第二组分材料和第一组分材料的质量比为1:50-1:10,例如为1:50、1:40、1:30、1:20、1:18、1:16、1:14、1:12、1:10等。
[0073]
根据本发明,所述相变材料选自具有20-50个碳原子的固体石蜡和/或聚乙烯蜡。
[0074]
本发明还提供一种制件,所述制件是采用上述基于fdm的保温隔热制件的制备方法制备得到的。
[0075]
根据本发明,所述制件的采用密度法测试的孔隙率为15%-21%。
[0076]
根据本发明,所述制件具有优异的保温隔热性能,且可以根据实际需要,通过改变工艺参数实现沉积线条的微组分的变化,实现微观性能的调控,继而实现制件在宏观上的各向异性。
[0077]
本发明的有益效果:
[0078]
本发明提供一种基于熔融沉积成型的保温隔热制件及其制备方法,利用3d打印的可设计性优势,从材料本体——往热塑性聚合物中引入低导热系数填料、微观结构——通过设计双组分喷头引入低熔点相变材料及打印过程——通过引入碳酸氢钠粉末结合后处理加热提高制件孔隙率,三方面进行设计优化。三者协同作用实现制件优异的保温隔热性能。此外,采用所述喷头在3d打印过程中沉积的线条具有皮芯结构,且可以根据实际需要,
通过改变工艺参数实现沉积线条的微组分的变化,实现微观性能的调控,继而实现制件在宏观上的各向异性。
附图说明
[0079]
图1为本申请一个优选方案所述的双组分进料喷头的主视图。
[0080]
图2为本申请一个优选方案所述的双组分进料喷头的俯视图。
[0081]
图3为本申请一个优选方案所述的双组分进料喷头的剖视图。
[0082]
图4为本申请一个优选方案所述的双组分进料喷头的剖视图。
[0083]
图5为本申请一个优选方案所述的双组分进料喷头的剖视图。
具体实施方式
[0084]
下文将结合具体实施例对本发明的制备方法做更进一步的详细说明。应当理解,下列实施例仅为示例性地说明和解释本发明,而不应被解释为对本发明保护范围的限制。凡基于本发明上述内容所实现的技术均涵盖在本发明旨在保护的范围内。
[0085]
下述实施例中所使用的实验方法如无特殊说明,均为常规方法;下述实施例中所用的试剂、材料等,如无特殊说明,均可从商业途径得到。
[0086]
在本发明的描述中,需要说明的是,术语“第一”、“第二”、“第三”、“第四”、“第五”等仅用于描述目的,而并非指示或暗示相对重要性。
[0087]
下述实施例中所使用的pc的牌号为科思创makrolon 2205;中空玻璃微珠购自海诺科技,型号为hn40;聚乙烯蜡的牌号为霍尼韦尔ac6;碳酸氢钠购自阿拉丁,药用级。
[0088]
下述实施例中所使用3d打印机是生产厂家为海源三维高科,型号为s1,其中对比例1-3所使用的喷头为单组分喷头,实施例1-5所使用的喷头为本发明的双组分进料喷头,具体结构如图1-5所示,其中,所述双组分进料喷头包括喷头外部件和喷头内部件,所述喷头外部件(具体为第一连接件和第二连接件的连接处)和所述喷头内部件(具体为第三连接件和第四连接件的连接处)通过长方体结构的实心连接杆6相连;
[0089]
所述连接杆6的宽度为2mm,所述连接杆的数量为4个,呈360
°
绕圆周均匀分布,以保证喷头在聚合物熔体的冲击下不变形同时减少外喷嘴出料的阻力。
[0090]
所述喷头外部件包括第一连接件1和第二连接件2,所述第一连接件1具有圆筒结构,所述第二连接件2具有圆台结构,所述第一连接件1一端与第一组分进料口连接,另一端与第二连接件2的一端连接,所述第二连接件2的另一端形成外层喷嘴;其中,所述第一连接件1的内直径为25mm,所述第一连接件1的高度为10mm;所述第二连接件2的高度为10mm;所述外层喷嘴的直径为0.6mm;
[0091]
所述喷头内部件包括第三连接件3、第四连接件4和第五连接件5,所述第三连接件3具有圆锥结构,所述第四连接件4具有圆筒结构,所述第五连接件5具有圆台结构;
[0092]
所述第四连接件4的一端与第三连接件3的圆锥结构的敞口端连接,另一端与第五连接件5的一端连接,所述第三连接件3的侧壁与第二组分进料口连接,所述第五连接件5的另一端形成内层喷嘴;其中,所述第三连接件3的高度为3mm,所述第四连接件4的高度为4mm,所述第五连接件5的高度为3mm;所述第四连接件4的内直径为10mm;所述内层喷嘴的直径为0.4mm;
[0093]
所述内层喷嘴的直径小于所述外层喷嘴的直径,且所述内层喷嘴位于所述外层喷嘴的上方,这样的结构设置,可以保证第二组分材料从内层喷嘴喷出后被第一组分材料完全包覆后再从外层喷嘴处喷出。
[0094]
所述第一组分材料从第一连接件1上部进入喷头外部件内部,会与第三连接件3接触,后被第三连接件3分隔,所述第三连接件3的具有圆锥结构,这样设置可以减小聚合物熔体第一组分材料下料的阻力。所述第一组分材料进入喷头外部件内部后经过外层喷嘴流出喷头。
[0095]
所述第二组分材料从第二组分进料口进入喷头内部件内部,所述第二组分进料口的直径为0.5-0.8mm,其与外部可加热容器相连,通过施加压力实现第二组分材料的输送;所述第二组分材料进入喷头内部件内部后依次经过内层喷嘴和外层喷嘴流出喷头。
[0096]
实施例3-5所使用的喷头还包括喷枪,所述喷枪固定于双组分进料喷头上,例如固定在喷头外部件外表面;所述喷枪的喷口朝向所述双组分进料喷头的外层喷嘴,且高于外层喷嘴5mm,所述喷枪与外层喷嘴呈45
°
倾斜角。
[0097]
对比例1
[0098]
以pc作为原材料,采用普通的单组分进料喷头进行fdm 3d打印,喷嘴直径为0.6mm。pc的熔融指数为37g/10min。
[0099]
打印参数设置为:打印温度310℃,热床温度80℃,打印速度40mm/s,填充率100%,层厚0.4mm。制备直径30mm、厚度3mm的圆片,供导热性能测试。
[0100]
对比例2
[0101]
将pc和中空玻璃微珠以质量比25:1共混5min,通过双螺杆挤出机混炼塑化,再通过单螺杆挤出机制备成直径1.75mm的细丝。双螺杆挤出机和单螺杆挤出机的加工温度范围为270-300℃。根据iso1133,在测试条件为300℃,1.2kg下,测得其熔融指数为28g/10min。
[0102]
以上述细丝作为原材料,采用普通的单组分进料喷头进行fdm 3d打印,喷嘴直径为0.6mm。
[0103]
打印参数设置同对比例1。制备直径30mm、厚度为3mm的圆片,供导热性能测试。
[0104]
对比例3
[0105]
将pc和中空玻璃微珠以质量比16:1共混5min,通过双螺杆挤出机混炼塑化,再通过单螺杆挤出机制备成直径1.75mm的细丝。双螺杆挤出机和单螺杆挤出机的加工温度范围为270-300℃。根据iso1133,在测试条件为300℃,1.2kg下,测得其熔融指数为26g/10min。
[0106]
以上述细丝作为原材料,采用普通的单组分进料喷头进行fdm 3d打印,喷嘴直径为0.6mm。
[0107]
打印参数设置同对比例1。制备直径30mm、厚度为3mm的圆片,供导热性能测试。
[0108]
实施例1
[0109]
将pc和中空玻璃微珠以质量比25:1共混5min,通过双螺杆挤出机混炼塑化,再通过单螺杆挤出机制备成直径1.75mm的细丝。双螺杆挤出机和单螺杆挤出机的加工温度范围为270-300℃。根据iso1133,在测试条件为300℃,1.2kg下,测得其熔融指数为28g/10min。
[0110]
以上述细丝作为第一组分材料,采用本发明设计的双组分进料喷头进行fdm 3d打印,同时引入聚乙烯蜡作为第二组分材料。喷头的外层喷嘴直径为0.6mm,内层喷嘴直径为0.4mm。外部加热容器温度控制在120℃,使聚乙烯蜡的动力黏度约为30mpa*s。通过外部施
加压力,使得第一组分材料和第二组分材料的质量比控制在20:1。
[0111]
打印参数设置同对比例1。制备直径30mm、厚度为3mm的圆片,供导热性能测试。
[0112]
实施例2
[0113]
其他同实施例1,区别仅在于,通过外部施加压力,使得第一组分材料和第二组分材料的质量比控制在10:1。
[0114]
打印参数设置同对比例1。制备直径30mm、厚度为3mm的圆片,供导热性能测试。制备直径30mm、厚度3mm的圆片,供导热性能测试。
[0115]
实施例3
[0116]
其他步骤同实施例2,区别仅在于,在打印过程中,采用喷枪喷洒碳酸氢钠粉末,流量为0.02g/s。打印完成后,将制件放入烘箱中进行后处理加热,温度80℃,时间1min。
[0117]
打印参数设置同对比例1。制备直径30mm、厚度3mm的圆片,供导热性能测试。
[0118]
实施例4
[0119]
其他步骤同实施例3,区别仅在于,在打印过程中,采用喷枪喷洒碳酸氢钠粉末,流量为0.04g/s。
[0120]
打印参数设置同对比例1。制备直径30mm、厚度3mm的圆片,供导热性能测试。
[0121]
实施例5
[0122]
其他步骤同实施例4,区别仅在于,打印完成后,将制件放入烘箱中进行后处理加热,温度100℃,时间1min。
[0123]
打印参数设置同对比例1。制备直径30mm、厚度3mm的圆片,供导热性能测试。
[0124]
根据iso8302,采用纵向热流稳态法测试制件的导热性能,热端为150℃,冷端为0℃,结果如表1:
[0125]
表1对比例和实施例中制件的导热性能
[0126][0127]
采用密度法测试制件的孔隙率,结果如表2:
[0128]
表2对比例和实施例中制件的孔隙率
[0129] 对比例1实施例2实施例3实施例4实施例5孔隙率/%13.213.115.918.218.6
[0130]
从表1可以看出,比较对比例1-3,通过添加中空玻璃微珠可以显著降低制件的导热系数,因为中空玻璃微珠的导热系数极低,小于0.06w/m*k;比较对比例2、实施例1-2,通过引入聚乙烯蜡作为相变材料,可以进一步降低制件的导热系数,且含量越高效果与明显,因为聚乙烯蜡具有较高的相变潜热。此外通过设计双组分进料喷头,使得聚乙烯蜡的分布均匀。比较实施例2-4,可以看出在打印过程中引入碳酸氢钠并进行后处理加热,使制件孔隙率增大,有效降低其导热系数。比较实施例4-5,可以看出提高后处理加热温度,使碳酸氢钠分解更完全,从而使制件孔隙率进一步增大。
[0131]
以上,对本发明的实施方式进行了说明。但是,本发明不限定于上述实施方式。凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 喷嘴

 热门咨询
热门咨询




tips