
 商标分类
商标分类  商标转让
商标转让 
一种模压制盖机及其制盖模具的制作方法
 2021-02-22 07:02:18|
2021-02-22 07:02:18| 353|
353| 起点商标网
起点商标网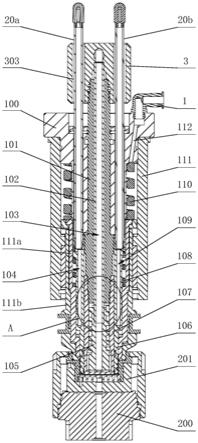
[0001]
本发明涉及制盖机设备领域,尤其涉及一种模压制盖机及其制盖模具。
背景技术:
[0002]
中国是世界包装制造和消费大国,塑料包装在包装产业总产值中的比例已超过30%,成为包装产业中的生力军,在食品、饮料、日用品及工农业生产各个领域发挥着不可替代的作用。近年来,塑料包装行业的包装产品、包装材料平稳增长,包装新材料、新工艺、新技术、新产品不断涌现。如今各种饮料、化妆品、药品等,其包装大多采用塑料包装,而塑料瓶装结构都缺少不了塑料瓶盖,塑料瓶盖往往需要单独生产。
[0003]
制造塑料瓶盖的机器设备多种多样,其中以模压制盖机最为常用。目前的模压制盖机均具有压制模组,该压制模组包括有旋转主体以及设置于旋转主体上的上模和底模,该上模具有冷却装置,现有技术中冷却装置的结构设计较为不合理,冷却效果不佳,如图1中所述的一种上模用的冷却结构,其采用两个零件组合(如图1中a1和a2组合),利用该两个零件的间隙(如图1中的d处)运送冷却水进行冷却,为达到瓶盖螺纹侧壁的成型,该结构设计最终导致在螺纹侧壁成型部分的结构壁厚薄(如图1中b处所示),应力集中点比较多(如图1中c处所示),分拆成两个零件导致两个零件强度减弱,在合模和脱模过程中容易变形、失效等,零件寿命缩短,使得整个模具使用寿命变短,维护成本增加,生产效率降低,同时现有技术中采用的分流式冷却结构,导致运送的冷却水水流不均匀,冷却不充分,最终影响产品质量。
技术实现要素:
[0004]
鉴于上述情况,本发明提供了一种制盖模具,使用寿命长,冷却效果好,产品成型质量高。
[0005]
本发明提还供了一种模压制盖机,采用了所述制盖模具,减少了故障率,降低维护成本,提高生产效率。
[0006]
为达此目的,本发明提供了一种制盖模具,用于瓶盖的制备,所述瓶盖包括一内侧及与所述内侧相对的一外侧,所述内侧包括一底部和围绕所述底部在其周向形成的一螺纹侧壁,所述制盖模具包括:一上模和一下模,所述上模的一上模型面和所述下模的一下模型面配合形成用于成型所述瓶盖的一模腔,所述上模还包括:一上模本体,包括一柱形管套和一固定安装件,所述固定安装件安装在所述柱形套管的上端;一冷却模块,用以使所述模腔内的所述瓶盖冷却定型,其包括一第一运水组件和一第二运水组件;所述第一运水组件设置在所述柱形管套的轴心处,其包括一导引水芯、一螺旋运水芯、一上模隔水套以及一接头,所述引导水芯包括一内套管和一外套管,所述外套管同轴套设在所述内套管外,所述内套管的一下端部密封连接所述螺旋运水芯的一上端部,所述内套管的一上端面贯穿至所述螺旋运水芯的一下端面形成有一第一进液流道,所述上模隔水套套设在所述螺旋运水芯外并与所述外套管密封安装,所述上模隔水套的内壁与所述螺旋运水芯的所述下端面形成有
一冷却腔,所述上模隔水套的内壁与螺旋运水芯的外壁及所述外套管的内壁与所述内套管的外壁之间共同形成一第一回液流道;所述接头包括一第一进液口和一第一回液口,所述第一进液口与所述第一进液流道连通,所述第一回液口与所述第一回液流道连通;所述第二运水组件包括一进液管、一回液管以及一螺纹型芯,所述螺纹型芯套设在所述上模隔水套外,所述螺纹型芯包括一柱形壁体,所述柱形壁体的下端外侧凹设有螺牙槽,用以成型所述瓶盖的螺纹侧壁,所述柱形壁体上端面开设有一第二进液口和一第二回液口,所述第二进液口和所述第二回液口分别沿所述柱形壁体向下延伸形成一第二进液流道和一第二回液流道,所述柱形壁体内的下端形成有沿所述柱形壁体周向蛇形盘绕的一型芯冷却流道,所述型芯冷却流道分别与所述第二进液流道和第二回液流道连通;所述进液管和所述回液管贯穿过所述接头向下延伸至所述柱形管套内,并分别与所述第二进液口和所述第二回液口连通;以及一顶出模块,包括一气流辅助顶出结构,所述气流辅助顶出结构包括一进气嘴和一气流通道,所述气流通道延伸至所述模腔,用于辅助吹出所述瓶盖。
[0007]
优选的,所述下模包括一模座和一第三运水组件,所述第三运水组件设置在所述模座内,其包括一下模隔水套,所述下模隔水套靠近所述模座的底面中部开设有一第三进液口,所述第三进液口向所述下模隔水套内延伸形成有一下模冷却流道,所述下模隔水套在所述下模冷却流道的末端处开设有一第三回液口,所述下模隔水套安装在所述模座内,并与所述模座配合形成所述下模型面,用以适配所述瓶盖的外侧;所述模座上分别贯穿设置有一第三进液流道和一第三回液流道,所述第三进液流道与所述第三进液口连通,所述第三回液流道和第三回液口连通,因此在下模中设有所述第三运水组件与上模的所述第一运水组件和所述第二运水组件配合,共同对所述模腔进行冷却,极大缩短瓶盖冷却定型的时间,进而提高生产效率。
[0008]
进一步的,所述下模冷却流道在所述下模隔水套的底部内成涡旋状,在所述下模隔水套的侧壁内成蛇形盘绕状,其中所述下模隔水套底部内的涡旋状的所述下模冷却流道用以实现瓶盖外侧的底部的冷却成形,所述下模隔水套侧壁内的蛇形盘绕状的所述下模冷却流道用以实现瓶盖的侧壁冷却成形,所述下模冷却流道采用涡旋状和蛇形盘绕状的单一方向的冷却流道结构,避免了采用传统分流式冷却存在流速、流量不均匀,冷却效果差等问题,进而提高冷却效果,提高产品质量。
[0009]
优选的,所述螺旋运水芯包括一凸环部和一螺旋凸部,所述凸环部位于所述螺旋运水芯下端外侧,所述凸环部的周侧面均布有凹设形成的预定数的分流槽,所述螺旋凸部形成在螺旋运水芯外侧,且所述位于所述凸环部的上方,所述螺旋凸部与所述上模隔水套的内壁相切。
[0010]
优选的,所述内套管和所述外套管的上端均延伸至所述接头内,并与所述接头密封连接。
[0011]
优选的,所述接头贯穿设有分别与所述进液管和所述回液管间隙配合的一通孔。
[0012]
优选的,所述接头与所述固定安装件之间设有一对第一弹簧,用以支撑和缓冲所述接头。
[0013]
优选的,所述固定安装件与所述柱形管套之间设有一第二弹簧,用以提供成型压力,开模后用于上模的复位。
[0014]
优选的,所述螺纹型芯的上端部外侧套设有一第三弹簧,用以实现所述螺纹型芯
的复位。
[0015]
本发明还提供了一种模压制盖机,包括一机架,设置在所述机架上的一进料模组、一挤出模组以及一压制模组,所述压制模组包括一旋转主体和设置在所述旋转主体上的预定数量的压塑模具,其特征在于,所述压塑模具为上述的制盖模具。
[0016]
本发明的有益效果:
[0017]
本发明提供的一种制盖模具,包括一上模和一下模,所述上模在柱形管套的轴心处设有第一运水组件和第二运水组件,其中第一运水组件包括导引水芯、螺旋运水芯、上模隔水套以及接头,所述导引水芯包括同轴设置的外套管和内套管,所述内套管的一下端部与所述螺旋运水芯的一上端部,所述内套管的一上端面贯穿至所述螺旋运水芯的一下端面形成有一第一进液流道,所述上模隔水套套设在所述螺旋运水芯外并与所述外套管密封安装,所述上模隔水套的内壁与所述螺旋运水芯的所述下端面形成有一冷却腔,该冷却腔用以实现瓶盖内侧的底部冷却定型,同时可以为瓶盖的螺纹侧壁提供冷却,所述上模隔水套的内壁与螺旋运水芯的外壁及所述外套管的内壁与所述内套管的外壁之间共同形成一第一回液流道,所述第一回液流道经过螺旋结构的螺旋运水芯,统一单向螺旋回水,避免出现传统的采用分流式冷却结构,导致运送的冷却水水流不均匀,冷却不充分的问题;所述第一运水组件通过管套管式的运送冷却水,该设计在结构上形成了所述第一进液流道内的低温冷却水与所述第一回液流道内的升温冷却水的对流,进而实现相互换热的功能,使沿所述第一回液流道循环回去的升温冷却水得到适当的降温,所述第一运水组件在保证冷却效果的同时,降低外部设备对升温冷却水降温所做的功,降低能耗,从而降低生产成本;同时所述第二运水组件包括套设在所述上模隔水套外的一螺纹型芯,其下端外侧设有成型所述瓶盖的螺纹侧壁的螺牙槽,所述螺纹型芯包括一柱形壁体,所述柱形壁体下端沿其周向形成有蛇形盘绕的一型芯冷却流道,用以对所述瓶盖的螺纹侧壁的冷却定型,因此独立设计一螺纹型芯对所述瓶盖的螺纹侧壁的冷却定型,其蛇形盘绕的所述型芯冷却流道,采用单向流动设计保证冷却水水流均匀,提高冷却效果,配合第一运水组件进一步缩短瓶盖冷却定型的时间,提高生产效率;进一步,独立设计所述螺纹型芯可预留出足够的空间设计所述上模隔水套,保证所述上模隔水套的结构设计更加合理,即机构壁厚的厚度均匀,减少应力集中点,增强了整个所述上模隔水套的机械强度,其使用寿命得到极大的提高,整个模具的使用寿命也得以提高,进而减少维护成本,提高生产效率。
[0018]
再者,所述下模包括一第三运水组件,其与上模的所述第一运水组件和所述第二运水组件配合,共同对所述模腔进行冷却,极大缩短瓶盖冷却定型的时间,进而提高生产效率;同时所述第三运水组件中的所述下模隔水套内设有成涡旋状单一方向的冷却流道结构,避免了采用传统分流式冷却存在流速、流量不均匀,冷却效果差等问题,进而提高冷却效果,提高产品质量。
[0019]
本发明提供的一种模压制盖机,采用了所述制盖模具,使机器运生产程中因所述制盖模具导致的故障率降到最低,也由于所述制盖模具的对瓶盖的冷却定型时间的缩短和冷却效果的提高,进而提高整个模压制盖机生产瓶盖的效率和质量。
附图说明
[0020]
图1是本发明提供的现有技术中的一种冷却模块的局部结构示意图;
[0021]
图2是本发明实施例提供的一种制盖模具三维立体结构示意图;
[0022]
图3是图2视图中制盖模具的主视图;
[0023]
图4是图3中a处的局部放大结构示意图;
[0024]
图5是图3中局部结构示意图;
[0025]
图6是本实施提供的螺纹型芯透视状态的示意图。
[0026]
图中:1-气源接头,2a-进液接头,2b-回液接头,3-接头,4-第一弹簧,10-上模,20-下模,30-瓶盖,20a-进液管,20b-回液管,100-固定安装件,101-外套管,102-内套管,103-第一进液流道,104-第二进液流道,104a-第二进液口,105-螺旋运水芯,105a-螺旋凸部,105b-凸环部,106-螺纹型芯,106a-螺牙槽,107-上模隔水套,108-第三弹簧,109-第二回液流道,109a-第二回液口,110-第二弹簧,111-柱形管套,111a-外套件,111b-固定环,112-气流通道,113-第一回液流道,114-型芯冷却流道,115-冷却腔,200-模座,201-下模隔水套,202-下模冷却流道,203-第三进液流道,204-第三进液口,205-第三回液流道,206-下模压套,301-第一进液口,302-第一回液口,303-通孔。
具体实施方式
[0027]
下面结合附图及实施例对本发明的技术方案做进一步说明。
[0028]
实施例1
[0029]
参阅附图2和图5,本实施例提供的一种制盖模具,用于瓶盖30的制备,所述瓶盖30包括一内侧及与所述内侧相对的一外侧,所述内侧包括一底部和围绕所述底部在其周向形成的一螺纹侧壁,所述制盖模具包括:一上模10和一下模20,所述上模10的一上模型面和所述下模20的一下模型面配合形成用于成型所述瓶盖30的一模腔(图未示)。
[0030]
参阅图2、图3、图4、图5以及图6,所述上模10包括一上模本体、一冷却模块以及一顶出模块。其中,所述上模10本体包括一柱形管套111和一固定安装件100,所述固定安装件100安装在所述柱形套管的上端,并向所述柱形套管内延伸;所述冷却模块,用以使所述模腔(图未示)内的所述瓶盖30冷却定型,其包括一第一运水组件和一第二运水组件;所述第一运水组件设置在所述柱形管套111的轴心处,其包括一导引水芯、一螺旋运水芯105、一上模隔水套107以及一接头3,所述引导水芯包括一内套管102和一外套管101,所述外套管101同轴套设在所述内套管102外,所述内套管102的一下端部密封连接所述螺旋运水芯105的一上端部,所述内套管102的一上端面贯穿至所述螺旋运水芯105的一下端面形成有一第一进液流道103,所述上模隔水套107套设在所述螺旋运水芯105外并与所述外套管101密封安装,所述上模隔水套107的内壁与所述螺旋运水芯105的所述下端面形成有一冷却腔115,所述上模隔水套107的内壁与螺旋运水芯105的外壁及所述外套管101的内壁与所述内套管102的外壁之间共同形成一第一回液流道113,所述内套管102和所述外套管101的上端均延伸至所述接头3内,并与所述接头3密封连接;所述接头3包括一第一进液口301和一第一回液口302,所述第一进液口301与所述第一进液流道103连通,所述第一回液口302与所述第一回液流道113连通;所述第二运水组件包括一进液管20a、一回液管20b以及一螺纹型芯106,所述螺纹型芯106套设在所述上模隔水套107外,所述螺纹型芯106包括一柱形壁体,所述柱形壁体具有一定的壁厚,且包括一内侧和一外侧,所述柱形壁体内则为所述内侧和所述外侧之间的区域,所述柱形壁体的下端外侧凹设有螺牙槽106a,用以成型所述瓶盖30的
螺纹侧壁,所述柱形壁体上端面开设有一第二进液口104a和一第二回液口109a,所述第二进液口104a和所述第二回液口109a分别沿所述柱形壁体向下延伸形成一第二进液流道104和一第二回液流道109,所述柱形壁体内的下端形成有沿所述柱形侧壁周向蛇形盘绕的一型芯冷却流道114,具体结构可参阅图6所示,所述型芯冷却流道114分别与所述第二进液流道104和第二回液流道109连通;所述进液管20a和所述回液管20b一端分别外接有一进液接头2a和一回液接头2b,另一端则贯穿过所述接头3向下延伸至所述柱形管套111内,并分别与所述第二进液口104a和所述第二回液口109a连通,所述接头3贯穿设有分别与所述进液管20a和所述回液管20b间隙配合的一通孔303;一顶出模块,包括一气流辅助顶出结构,所述气流辅助顶出结构包括一进气嘴(图未示)、一外套件111a、一固定环111b以及一气流通道112,所述外套件111a套设在所述螺纹型芯106外侧,所述固定环111b套设在所述外套件111a外侧,所述进气嘴(图未示)开设在所述固定安装件100上,在所述进气嘴(图未示)上安装有一气源接头1,所述进气嘴(图未示)连通所述气流通道112,所述气流通道112分别沿所述螺纹型芯106与所述外套件111a之间的一第一间隙和所述外套件111a与所述固定环111b之间形成的一第二间隙延伸至所述模腔(图未示),用于辅助吹出所述瓶盖30,实现瓶盖30的顶出进液管20a。
[0031]
进一步,所述螺旋运水芯105还包括一凸环部105b和一螺旋凸部105a,所述凸环部105b位于所述螺旋运水芯105下端外侧,所述凸环部105b的周侧面均布有凹设形成的预定数的分流槽(图未示),所述螺旋凸部105a形成在螺旋运水芯105外侧,且所述位于所述凸环部105b的上方,所述螺旋凸部105a与所述上模隔水套107的内壁相切,其中所述凸环部105b和所述螺旋凸部105a与所述螺旋运水芯105为一整体结构。
[0032]
进一步,所述接头3与所述固定安装件100之间设有一对第一弹簧4,该对第一弹簧4用以支撑和缓冲所述接头3。所述固定安装件100与所述柱形管套111之间设有一第二弹簧110,用以提供模具的成型压力,开模后用于上模10的复位,避免所述螺纹型芯106与所述下模20碰撞。所述螺纹型芯106的上端部外侧套设有一第三弹簧108,用以实现所述螺纹型芯106的复位。
[0033]
参阅图5,所述下模20包括一模座200、一第三运水组件以及设置在模座200外侧的下模压套206。所述第三运水组件设置在所述模座200内,其包括一下模隔水套201,所述下模隔水套201靠近所述模座200的底面中部开设有一第三进液口204,所述第三进液口204向所述下模隔水套201内延伸形成有一下模冷却流道202,所述下模冷却流道202在所述下模隔水套201的底部内成涡旋状,在所述下模隔水套201的侧壁内成蛇形盘绕状,其中所述下模隔水套201底部内设计的涡旋状的所述下模冷却流道202用以实现瓶盖30外侧的底部的冷却成形,所述下模隔水套201侧壁内设计的蛇形盘绕状的所述下模冷却流道202用以实现瓶盖30的侧壁冷却成形,所述下模隔水套201在所述下模冷却流道202的末端处开设有一第三回液口(图未示),所述下模隔水套201安装在所述模座200内,并与所述模座200配合形成所述下模型面(图未示),用以适配所述瓶盖30的外侧;所述模座200上分别贯穿设置有一第三进液流道203和一第三回液流道205,所述第三进液流道203与所述第三进液口204连通,所述第三回液流道205和第三回液口(图未示)连通,所述下模冷却流道202设计成涡旋状和蛇形盘绕状的单一方向的冷却流道结构,避免了采用传统分流式冷却存在流速、流量不均匀,冷却效果差等问题,进而提高冷却效果,提高产品质量。
[0034]
结合附图,本实施例运送冷却水和顶出瓶盖30的原理:
[0035]
第一运水组件工作,低温冷却水
→
第一进液口301
→
第一进液流道103
→
冷却腔115
→
第一回液流道113
→
第一回液口302
→
升温冷却水;其中低温冷却水在所述冷却腔115处对所述瓶盖30内侧进行冷却定型,升温冷却水和低温冷却水在内套管102和外套管101处进行热量交换。
[0036]
第二运水组件工作,低温冷却水
→
进液管20a
→
第二进液口104a
→
第二进液流道104
→
型芯冷却流道114
→
第二回液流道109
→
第二回液口109a
→
回液管20b
→
升温冷却水;其中所述低温冷却水在所述型芯冷却流道114处对所述瓶盖30的螺纹侧壁进行冷却定型。
[0037]
第三运水组件工作,低温冷却水
→
第三进液流道203
→
第三进液口204
→
下模冷却流道202
→
第三回液口
→
第三回液流道205
→
升温冷却水;其中所述低温冷却水在所述下模冷却流道202处对所述瓶盖30的外侧进行冷却定型,同时升温冷却水在所述第三回液流道205对所述瓶盖30的外侧进行冷却定型。
[0038]
顶出瓶盖30,外部气源从接入气源接头1,气流沿进气嘴(图未示)进入气流通道112,并沿气流通道112进入型腔,实现瓶盖30的顶出。
[0039]
实施例2
[0040]
本实施例提供了一种模压制盖机,包括一机架(图未示),设置在所述机架(图未示)上的一进料模组(图未示)、一挤出模组(图未示)以及一压制模组(图未示),所述压制模组包括一旋转主体和设置在所述旋转主体上的预定数量的压塑模具,所述压塑模具为实施例1中提供的所述的制盖模具。所述进料模组将制备好的原料由所述挤出模组挤出给所述压制模组,所述挤出模组挤出至所述压制模组后由所述制盖模具进行制盖。
[0041]
以上描述仅为本发明具体的实施方案,但是本领域的技术人员应当理解,这里只是举例说明,本发明的保护范围是由所附权利要求书所限定的。因此就本发明申请专利范围所作的同等变化,仍属于本发明所涵盖的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips