
 商标分类
商标分类  商标转让
商标转让 
一种多腔中空板连续成型方法与流程
 2021-02-22 07:02:25|
2021-02-22 07:02:25| 335|
335| 起点商标网
起点商标网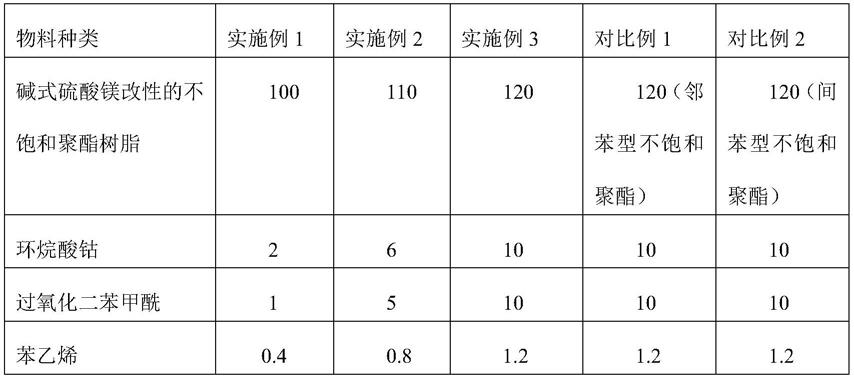
[0001]
本发明涉及材料技术领域,尤其涉及一种多腔中空板的连续成型方法。
背景技术:
[0002]
中空板是一种利用材料力学原理,将其内部按一定的规律制成空心,采用较少的材料,达到较高力学性能的一类板材。目前常见的中空板多采用聚碳酸酯(pc)、聚苯乙烯(ps)、聚丙烯(pp)和聚氯乙烯板(pvc)等热塑性树脂材料高温挤出成型工艺生产。由于热塑型塑料受热后变形和力学强度较低等原因,限制了其在建筑围护方面的应用。玻璃钢作为一种玻璃纤维增强的热固性树脂复合材料,具有强度高、密度低、耐老化、导热系数低、透光良好和较高的阻燃性等优势,从材料的性能看,非常适于作为一种轻型的透光、保温型建筑围护板材。但是囿于的目前玻璃钢成型工艺的技术水平,使得玻璃钢中空板较难实现规模化生产,进而影响了其推广应用。
[0003]
综上所述,本领域缺乏一种多腔中空板的连续成型方法。
技术实现要素:
[0004]
本发明的目的在于提供一种多腔中空板的连续成型方法。
[0005]
为实现上述目的,本发明提供一种多腔中空板的连续成型方法,所述方法包括如下步骤:
[0006]
(1)将树脂材料放入反应釜中,以200~300r/min搅拌30~40min;
[0007]
(2)将搅拌后的树脂材料均匀分散在承载工艺膜上,随后在分散有树脂材料的承载工艺膜上覆盖一层玻璃纤维毡,使玻璃纤维毡浸润;
[0008]
(3)用拉挤成型机,在模具温度为100~180℃,牵引速度为0.1~3m/min条件下,对浸渍过树脂材料的玻璃纤维进行成型操作;
[0009]
(4)将成型的中空板使用自动剪板机进行裁切,得到所需尺寸的多腔中空板。
[0010]
优选地,所述树脂材料由不饱和聚酯树脂、环烷酸钴、过氧化二苯甲酰、苯乙烯组成。
[0011]
优选地,所述不饱和聚酯树脂为碱式硫酸镁改性的不饱和聚酯树脂。
[0012]
优选地,所述树脂材料由以下重量份的原料组成:碱式硫酸镁改性的不饱和聚酯树脂100~120份、环烷酸钴2~10份、过氧化二苯甲酰1~10份、苯乙烯0.4~1.2份。
[0013]
优选地,所述树脂材料由以下重量份的原料组成:碱式硫酸镁改性的不饱和聚酯树脂100份、环烷酸钴2份、过氧化二苯甲酰1份、苯乙烯0.4份。
[0014]
优选地,所述树脂材料由以下重量份的原料组成:碱式硫酸镁改性的不饱和聚酯树脂120份、环烷酸钴10份、过氧化二苯甲酰10份、苯乙烯1.2份。
[0015]
优选地,所述树脂材料由以下重量份的原料组成:碱式硫酸镁改性的不饱和聚酯树脂110份、环烷酸钴6份、过氧化二苯甲酰5份、苯乙烯0.8份。
[0016]
优选地,所述承载工艺膜为聚酯薄膜。
[0017]
优选地,采用流延法将树脂材料分散在承载工艺膜上。
[0018]
优选地,所述玻璃纤维毡为无碱玻璃纤维毡。
[0019]
与现有技术相比,本发明具有如下有益效果:
[0020]
1.本发明方法所制备的多腔中空板,在弯曲强度、拉伸强度、抗冲击强度、硬度等性能方面均有较高的性能指标,同时耐酸、耐碱性能好,表现出优异的耐候性能。
[0021]
2.本发明的制备方法能实现产品的连续成型、操作方便,易于大规模生产,且质量稳定。
[0022]
3.本发明原材料在国内充足,价格适宜,使其规模化生产没有太高的成本限制。
具体实施方式
[0023]
实施例1
[0024]
树脂材料的具体组成见表1。
[0025]
(1)将树脂材料放入反应釜中,以200r/min搅拌40min;
[0026]
(2)将搅拌后的树脂材料均匀分散在承载工艺膜上,随后在分散有树脂材料的承载工艺膜上覆盖一层玻璃纤维毡,使玻璃纤维毡浸润;
[0027]
(3)用拉挤成型机,在模具温度为100℃,牵引速度为0.5m/min条件下,对浸渍过树脂材料的玻璃纤维进行成型操作;
[0028]
(4)将成型的中空板使用自动剪板机进行裁切,得到2m的多腔中空板。
[0029]
所述承载工艺膜为聚酯薄膜;所述玻璃纤维毡为无碱玻璃纤维毡;采用流延法将树脂材料分散在承载工艺膜上。
[0030]
实施例2
[0031]
树脂材料的具体组成见表1。
[0032]
(1)将树脂材料放入反应釜中,以300r/min搅拌30min;
[0033]
(2)将搅拌后的树脂材料均匀分散在承载工艺膜上,随后在分散有树脂材料的承载工艺膜上覆盖一层玻璃纤维毡,使玻璃纤维毡浸润;
[0034]
(3)用拉挤成型机,在模具温度为150℃,牵引速度为3m/min条件下,对浸渍过树脂材料的玻璃纤维进行成型操作;
[0035]
(4)将成型的中空板使用自动剪板机进行裁切,得到2m的多腔中空板。
[0036]
所述承载工艺膜为聚酯薄膜;所述玻璃纤维毡为无碱玻璃纤维毡;采用流延法将树脂材料分散在承载工艺膜上。
[0037]
实施例3
[0038]
树脂材料的具体组成见表1。
[0039]
(1)将树脂材料放入反应釜中,以250r/min搅拌35min;
[0040]
(2)将搅拌后的树脂材料均匀分散在承载工艺膜上,随后在分散有树脂材料的承载工艺膜上覆盖一层玻璃纤维毡,使玻璃纤维毡浸润;
[0041]
(3)用拉挤成型机,在模具温度为110℃,牵引速度为2m/min条件下,对浸渍过树脂材料的玻璃纤维进行成型操作;
[0042]
(4)将成型的中空板使用自动剪板机进行裁切,得到2m的多腔中空板。
[0043]
所述承载工艺膜为聚酯薄膜;所述玻璃纤维毡为无碱玻璃纤维毡;采用流延法将
树脂材料分散在承载工艺膜上。
[0044]
对比例1
[0045]
树脂材料的具体组成见表1。制备方法同实施例3。
[0046]
对比例2
[0047]
树脂材料的具体组成见表1。制备方法同实施例3。
[0048]
表1
[0049][0050]
实施例4性能测试
[0051]
分别对实施例1~3以及对比例1~2所得的产品进行弯曲强度、拉伸强度、抗冲击强度、硬度等项目测试。检测依据及测试结果见表2。
[0052]
将实施例1~3以及对比例1~2所得的产品分别放在5%硫酸、10%氢氧化钠、苯、汽油等溶剂中浸泡1年,浸泡前后测定弯曲强度,计算弯曲强度保留率。结果见表3。
[0053]
表2测试结果
[0054][0055]
表3测试结果
[0056][0057]
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips