
 商标分类
商标分类  商标转让
商标转让 
注射重复精度高的注塑机的制作方法
 2021-02-22 06:02:17|
2021-02-22 06:02:17| 282|
282| 起点商标网
起点商标网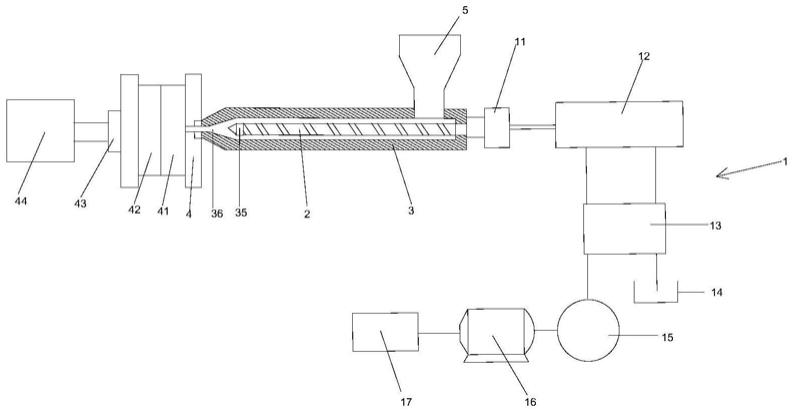
[0001]
本实用新型涉及挤塑机相关技术领域,特别涉及一种注射重复精度高的注塑机。
背景技术:
[0002]
注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。注射成型机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。精密注塑成型,从严格意义上来说,指的是通过注塑机设备生产出来的塑胶制品的尺寸精度,可以达到0.01mm以下,通常是尺寸在0.01~0.001mm之间的一种注射成型生产方式。精密注塑是主要用于航空航天、汽车零部件、精密仪器、运动器材、检测工具等工业和民用产品上的。
[0003]
目前国内的注塑机种类很多,其中应用最为广泛的是通用型注塑机,通用型注塑机又有柱塞式与螺杆式两种,螺杆式注塑机包括料斗以及与所述料斗连通的塑化注射机构,所述塑化注射机构包括与所述料斗连通的、具有喷嘴口的料筒,轴向设置于所述料筒内的螺杆,以及驱动所述螺杆转动的驱动机构,近年来各行各业对塑料制品精度要求越来越高,特别在精密仪器、电子仪表、通信工程及汽车工业等行业更是如此。影响塑料制品精度的因素有很多,包括模具和注塑机两方面,而对注塑机来说前提是注射重复精度需达到一定标准。常规注射精度通常无法满足高精度制品,目前注塑工业中大多采用比例阀或伺服阀控制技术来提高注射精度,但阀控技术成本较大且对机器油液清洁度要求较高。
技术实现要素:
[0004]
本实用新型要解决的技术问题是提供一种注射重复精度高的注塑机,通过电机上的转速传感器和螺杆上的位移传感器来调整注射位置,还通过温度传感器和油泵冷却装置来消除油泵油温对注射位置的影响。
[0005]
为了解决上述技术问题,本实用新型的技术方案为:
[0006]
一种注射重复精度高的注塑机,包括挤塑机本体,所述挤塑机本体包括动力装置、螺杆和筒体,所述动力箱与所述筒体连接,所述筒体内设有所述螺杆,所述螺杆的注塑端设有止回环,所述筒体一端设有注塑口,所述筒体上方设有料斗,所述动力装置包括依次连接的液压马达、油缸、储能罐、油槽、油泵、电机和驱动系统,所述液压马达与所述螺杆连接,所述螺杆上设有位移传感器,所述电机上设有转速传感器,所述油泵上设有压力传感器、温度传感器和油泵冷却装置。
[0007]
优选的,所述筒体注塑端设有模具安装板,所述模具安装板上安装有固定模和动模,所述动模通过连接板与动模气缸连接。
[0008]
优选的,所述筒体从内到外依次包括内筒、加热层、保温隔热层和外筒,所述加热层内设有加热器。
[0009]
优选的,所述加热器为电感加热器。
[0010]
优选的,所述固定模和所述动模通过螺钉固定在所述模具安装板上。
[0011]
优选的,所述温度传感器为热电偶传感器。
[0012]
本实用新型注射重复精度高的注塑机,通过螺杆上设置位移传感器、油泵设置压力传感器、油泵设有温度传感器,注塑机控制器将位移传感器反馈的移动部件位置与设定位置进行比较,将两者差值进行变换成速度信号去控制电机向着消除偏差方向运动以达到位置控制要求。从而控制螺杆的定位精度明显提高注塑技术重复精度。有效提升每次射出时的射出量的重复精度,尤其对于克重较轻的精密电子零件,可精确控制制品的重量,可明显提高注射位置重复精度,更有利于高精度制品成型。同时通过压力传感器检测避免电机压力过大造成的系统损伤问题。控制器将温度传感器检测到油温变化,通过油泵冷却装置来弥补油液黏度变化而引起的重复精度变化。
附图说明
[0013]
图1为本实用新型注射重复精度高的注塑机的结构示意图;
[0014]
图2为本实用新型注射重复精度高的注塑机中筒体的结构示意图;
[0015]
图3为本实用新型注射重复精度高的注塑机的原理图框图;
[0016]
图中,1-动力装置、11-液压马达、12-油缸、13-储能罐、14-油槽、15-油泵、151-油泵冷却装置、16-电机、17-驱动装置、2-螺杆、21-位移传感器、3-筒体、31-内筒、32-加热层、321-加热器、33-保温隔热层、34-外筒、35-止回环、36-注塑口、4-模具安装板、41-固定模、42-动模、43-连接板、44-动模气缸、5-料斗、6-转速传感器、7-压力传感器、8-温度传感器、9-控制器。
具体实施方式
[0017]
下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
[0018]
如图1-图3所示,一种注射重复精度高的注塑机,包括挤塑机本体,所述挤塑机本体包括动力装置1、螺杆2和筒体3,所述动力箱与所述筒体3连接,所述筒体3内设有所述螺杆2,所述螺杆2的注塑端设有止回环35,止回环35是为了防止溶体倒流,所述筒体3一端设有注塑口36,所述筒体3上方设有料斗5,所述动力装置1包括依次连接的液压马达11、油缸12、储能罐13、油槽14、油泵15、电机16和驱动装置17,所述液压马达11与所述螺杆2连接,所述螺杆2上设有位移传感器21,所述电机16上设有转速传感器6,所述油泵15上设有压力传感器7、温度传感器8和油泵冷却装置151。
[0019]
控制器9将位移传感器21反馈的移动部件位置与设定位置进行比较,将两者差值进行变换成速度信号去控制电机16向着消除偏差方向运动以达到位置控制要求。从而控制螺杆2的定位精度明显提高注塑技术重复精度。
[0020]
通过压力传感器7检测避免电机16压力过大造成的系统损伤问题。
[0021]
控制器9将温度传感器8检测到油温变化,通过油泵冷却装置151来弥补油液黏度变化而引起的重复精度变化。
[0022]
所述筒体3注塑端设有模具安装板4,所述模具安装板4上安装有固定模41和动模42,所述动模42通过连接板43与动模气缸44连接。
[0023]
所述筒体3从内到外依次包括内筒31、加热层32、保温隔热层33和外筒34,所述加热层32内设有加热器321。在加热层32的外层设置有保温隔热层33,可以有效的防止热量向外界传递,提高热量的利用率,避免能源的浪费,节能环保。
[0024]
所述加热器321为电感加热器。利用电磁感应原理将电能直接转换为热能的装置,由于电磁感应原理使得机筒内壁产生祸流,实现机筒的快速自升温。
[0025]
本实用新型注射重复精度高的注塑机,通过螺杆2上设置位移传感器21、油泵15设置压力传感器7、油泵15设有温度传感器8,注塑机控制器9将位移传感器21反馈的移动部件位置与设定位置进行比较,将两者差值进行变换成速度信号去控制电机16向着消除偏差方向运动以达到位置控制要求。从而控制螺杆2的定位精度明显提高注塑技术重复精度。有效提升每次射出时的射出量的重复精度,尤其对于克重较轻的精密电子零件,可精确控制制品的重量,可明显提高注射位置重复精度,更有利于高精度制品成型。同时通过压力传感器7检测避免电机16压力过大造成的系统损伤问题。控制器9将温度传感器8检测到油温变化,通过油泵冷却装置151来弥补油液黏度变化而引起的重复精度变化。
[0026]
以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips