
 商标分类
商标分类  商标转让
商标转让 
纤维增强聚合物管的制作方法
 2021-02-22 06:02:27|
2021-02-22 06:02:27| 420|
420| 起点商标网
起点商标网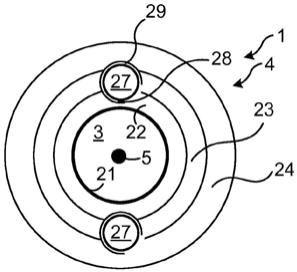
[0001]
本公开涉及一种纤维增强聚合物(frp)管,该管包括形成管的壳体的由frp材料制成的多个同心的层。
背景技术:
[0002]
frp管应用的常见设计挑战是促进在连接的管段之间或在管与连接部件(诸如凸缘或盖)之间进行有效、坚固且持久的轴向载荷传递。传统上,这通过胶粘接合、依赖于轴承强度的全厚度螺栓接合以及在某些情况下与管上的内表面或外表面螺纹的连接来实现。也存在将带螺纹的螺栓轴向拧入frp管壁中的示例。但是,螺栓孔和螺纹会切断纤维,从而削弱螺栓孔螺纹处的frp材料并降低接合的轴向强度。
[0003]
us 4,906,506公开了一种frp管,其包括若干层交织的纤维材料,其中各层定位成使得经线和纬线在不同的层中的方向不同。
[0004]
ep 3 225 900公开了一种frp管,其包括两个外纤维层、通过卷绕具有80度和100度之间的纤维角度的纤维束而形成的环卷绕层以及通过编织具有小于75度的纤维角度的纤维束而形成的编织层。
技术实现要素:
[0005]
本发明的目的在于提供一种frp管,所述frp管具有用于管与端部配合件接合的一个或多个带螺纹的纵向(即,轴向)的螺栓孔,所述螺栓孔具有增加的轴向强度。如本文所讨论的端部配合件可以是连接到frp管的端部的任何部件,例如,凸缘或盖。
[0006]
本发明涉及一种frp管,其由多个层(多层)制成,所述多个层绕着所述管的纵向轴线缠绕,以形成所述管的壳体厚度。在所述壳体中,在管的端部处设置一个或多个带螺纹的螺栓孔。根据本发明,不同的层中的纤维取向不同,以为了更好地遵循相应的层处的孔中的螺纹螺距(或导程),从而减少切断的纤维的数量并增强所述孔以增加所述螺栓在轴向方向上的拔出力。
[0007]
根据本发明的一个方面,提供了一种具有纵向轴线和圆形的横截面的纤维增强聚合物(frp)管。所述管包括形成管的壳体的由frp材料制成的多个同心的层。从所述壳体的横向端部表面设置至少一个带盲孔螺纹的纵向的螺栓孔。所述螺栓孔在多个层中的至少三个层中延伸,中间层包围穿过所述螺栓孔的中心的面,内层包围所述螺栓孔的最内范围的面,并且外层包围所述螺栓孔的最外范围的面。用于多个层中的每个层的frp材料由在固体的聚合物树脂中缠绕的至少一个连续的纤维长丝形成。所述内层和所述外层中的每个层的长丝均以相对于所述纵向轴线的第一角度缠绕,所述第一角度对应于90
°
减去所述螺栓孔的螺纹的导程角
±5°
或
±2°
。所述中间层的长丝以相对于所述纵向轴线的第二角度缠绕,所述第二角度对应于90
°
减去所述螺栓孔的螺纹的导程角的一半
±5°
或
±2°
。
[0008]
根据本发明的另一方面,提供了一种frp管组件,所述frp管组件包括根据本公开的frp管的实施例、根据本公开的诸如端部配合件或另一frp管的连接部件以及通过带螺纹
的螺栓将所述frp管的横向端部表面接合到所述连接部件的接合件,所述带螺纹的螺栓拧入到所述frp管和所述连接部件的相应的至少一个带盲孔螺纹的纵向的螺栓孔中,从而第一frp管和所述连接部件彼此紧固并且在纵向上彼此相邻地布置。
[0009]
根据本发明的另一方面,提供了一种形成包括由frp材料制成的多个同心的层的壳体的方法。所述壳体用于/构成具有纵向轴线和圆形的横截面的frp管。从所述壳体的横向端部表面设置至少一个带盲孔螺纹的纵向的螺栓孔。所述方法包括:在聚合物树脂固化以形成具有固体树脂基质中的缠绕的长丝的层之前,通过围绕支撑管施加聚合物树脂并以相对于所述纵向轴线的角度缠绕至少一个连续的纤维长丝,形成所述壳体的多个层中的每个层。所述多个层中的内层的长丝以相对于所述纵向轴线的第一角度缠绕,所述第一角度对应于90
°
减去所述螺栓孔的螺纹的导程角
±5°
或
±2°
。同心地位于所述内层外部的中间层的长丝以相对于所述纵向轴线的第二角度缠绕,所述第二角度对应于90
°
减去所述螺栓孔的螺纹的螺纹角的一半
±5°
或
±2°
。同心地位于所述中间层外部的外层的长丝以相对于所述纵向轴线的第一角度缠绕。所述方法还包括从由所形成的多个层制成的壳体的横向端部表面钻出至少一个螺栓孔。所述方法还包括对所钻出的至少一个螺栓孔制出有螺纹。
[0010]
通过不同的层中的长丝的不同的第一角度和第二角度,所述纤维将更大程度地延伸到所述螺栓孔中的螺纹的牙中,从而提高其轴向强度(即,从所述螺栓孔中沿轴向方向拔出所述螺栓所需的力)。不同的层中的长丝的不同角度适合于一个或多个螺栓孔中的螺纹的预期的导程角和螺纹角。因此,所述内层和所述外层的相应的长丝可延伸到所述螺纹牙中而不会被所述带螺纹的螺栓孔切断,或者仅被较小程度地切断,而所述中间层中的长丝可被所述带螺纹的螺栓孔切断,使得与如果选择其他的角度相比,如此形成的长丝端部更大程度地延伸到螺纹牙中。
[0011]
要注意的是,任何方面的任何特征可以在适当的情况下应用于任何其他方面。同样,任何方面的任何优点可以适用于任何其他方面。从下面的详细公开、从所附的从属权利要求以及从附图,所附实施例的其他目的、特征和优点将变得显而易见。
[0012]
通常,除非本文另外明确定义,否则权利要求中所使用的所有术语将根据它们在技术领域中的普通含义来解释。除非另外明确说明,否则所有对“一/一个/所述元件、设备、组件、装置、步骤等”的引用应被开放地解释为是指元件、设备、组件、装置、步骤等的至少一个示例。除非明确说明,否则本文公开的任何方法的步骤不必以所公开的确切顺序来执行。对于本公开的不同特征/组件使用“第一”、“第二”等仅旨在将特征/组件与其他类似特征/组件区分开,并且不赋予特征/组件任何顺序或层次。
附图说明
[0013]
将参考附图通过示例的方式来描述实施例,在附图中:
[0014]
图1是根据本发明的frp管的实施例的示意性纵向侧视图。
[0015]
图2a是根据本发明的在frp管中钻出纵向的螺栓孔之前的frp管的实施例的端部的横向侧视图。
[0016]
图2b是根据本发明的具有纵向的螺栓孔的frp管的实施例的端部的横向侧视图。
[0017]
图3是根据本发明的带螺纹的螺栓孔的细节的纵向截面的示意图。
[0018]
图4a是根据本发明的具有纵向的螺栓孔的frp管的实施例的端部的细节的示意性
横向侧视图。
[0019]
图4b是根据本发明的带螺纹的螺栓孔的细节的沿着图4a的线a﹣a的纵向截面的示意图。
[0020]
图4c是根据本发明的带螺纹的螺栓孔的细节的沿着图4a的线b﹣b的纵向截面的示意图。
[0021]
图4d是根据本发明的带螺纹的螺栓孔的细节的沿着图4a的线c﹣c的纵向截面的示意图。
[0022]
图5是根据本发明的铺设的由frp材料制成的层的实施例的示意性俯视图。
[0023]
图6是根据本发明的方法的实施例的示意流程图。
具体实施方式
[0024]
现在在下文中将参考附图来更全面地描述实施例,在附图中示出了某些实施例。然而,许多不同形式的其他实施例在本公开的范围内也是可行的。相反,以下实施例通过示例的方式提供,使得本公开将是彻底且完整的,并且将向本领域技术人员充分传达本公开的范围。在整个说明书中,相似的标记指代相似的元件。
[0025]
当将frp管轴向接合到端部配合件或可能接合到另一frp管以形成组件时,各个管(其在任一个端部中、在管壳的横向端部表面中/从管壳的横向端部表面各自具有至少一个(优选地多个,诸如,两个或四个)带盲孔螺纹的纵向的螺栓孔)通过拧入到相应的螺栓孔中的对应的带螺纹的螺栓轴向接合在一起,使得端部配合件和管的相应的端部表面配合件彼此紧固,优选地以彼此直接接触的方式接合在一起。期望的是,特别是对于轴向应力,带螺纹的螺栓孔能够牢固地保持螺栓,从而将各管彼此紧固,这是带螺纹的螺栓孔应该能够以尽可能小的蠕变松弛或应力松弛承受螺栓上的尽可能高的拔出力的原因。因此,通过本发明的实施例,在螺栓孔中的螺纹的牙中(即,在每个螺栓孔的外径和内径之间)存在的frp材料应包含尽量适当多并且尽量适当长的纤维长丝增强,并且不仅是包含具有短的纤维碎片的树脂,以为了螺纹牙将螺栓保持在一定位置以抵抗(特别是)螺栓上的纵向应力(拔出力)。还优选的是,纤维尽可能高程度地取向成使得螺纹中的纤维在螺栓受到纵向应力时在纤维方向上受到应力。
[0026]
图1示出了具有由frp材料6制成的壳体2的管1,该管具有纵向轴线5和两个端部4,即第一端部4a和第二端部4b,每个端部由壳体2的横向端部表面4表示。壳体是中空的圆形,从而在壳体内形成内圆柱空间3,由此管是管状的。
[0027]
图2a示出了,从壳体的端部表面4中的一个端部表面观察,包括由frp材料6制成的多个同心的层的管壳体2。
[0028]
壳体2可包括任意数量的同心的层,每个同心的层在彼此上方层叠。各层可具有相同或不同的厚度。各层中的每个层包括由至少一个缠绕的连续的纤维长丝增强的固体树脂基质。
[0029]
图2a示出了在任何一个或多个螺栓孔已钻入其中之前的端部表面4。在图2a的实施例中,壳体2包括围绕支撑管21的五个同心的层,即内层22、中间层23和外层24以及两个居间层25和26,这两个居间层中的一个定位于内层和中间层之间,并且另一个定位于中间层和外层之间。
[0030]
图2b示出了端部表面4,该端部表面仅具有三个层(内层22、中间层23以及外层24)以及已从端部表面4纵向钻入壳体2中的两个螺栓孔27。螺栓孔27中的每个相对于各层定位成使得螺栓孔在三个层中延伸,其中,中间层23包围穿过螺栓孔27的中心的面,内层22包围螺栓孔的最内范围的面(28),并且外层24包围螺栓孔的最外范围的面(29)。(假设的)面可优选地根据它们被包围在其中的相应的层而弯曲。因此,螺栓孔切穿中间层23的整个厚度,但是仅分别切穿内层22和外层24的部分厚度。
[0031]
螺栓孔27中的每个是纵向的,因为它基本上平行于管1的纵向轴线5。螺栓孔中的每个是盲孔,该盲孔仅具有穿过端部表面4的一个开口,其从该端部表面4钻出。螺栓孔中的每个被制成呈现与待拧入螺栓孔的螺栓的螺纹相对应的螺纹,用以将管1与端部配合件或另一类似的管1轴向接合。
[0032]
图3以纵向截面图示出了例如如参考图2b所讨论的螺栓孔27中的螺纹30的一部分。螺纹30具有形成在延伸到螺纹牙顶的槽的两个侧面之间的螺纹角α。通常,螺纹角α与在延伸到螺纹根部(如图所示)的槽的两个侧面之间的角度相同。此外,螺纹30具有在横向面与螺纹牙顶(βmin)或根部(βmax)之间、取决于螺纹导程或螺距的导程角β。
[0033]
图4a示出了壳体2的壁的部分,其中,纵向的螺栓孔27从端部表面4钻出。螺栓孔示出为具有对应于螺栓孔的螺纹30的外径和内径的两个圆。除了内层22、中间层23和外层24以及两个居间层25和26外,在壳体的该实施例的多个同心的层中包括螺栓孔未在其中延伸的附加的层,即,最外层43和44以及最内层41和42。图4a还为图4b、图4c和图4d示出了穿过螺栓孔的剖面线a﹣a、b﹣b和c﹣c。
[0034]
图4b示出了螺栓孔27的沿着图4a中的剖面线a﹣a、穿过螺栓孔的中心、在管1的径向方向上的纵向截面。螺纹30(即,位于螺纹的外径和内径之间的螺纹)在此处延伸到内层22和外层24中,并且这些层的相应的一个或多个纤维长丝以一定的角度缠绕,使得它们遵循螺纹导程。这在图4b中由以点表示的一个或多个纤维长丝示出,这表明它们在基本垂直于图的面的方向上延伸。缠绕的一个或多个长丝的相对于纵向轴线5的(第一)角度可例如为90
°
﹣β或与其接近,例如,对应于3
°
的导程角β的87
°
。
[0035]
图4c示出了螺栓孔27沿着图4a中的剖面线b﹣b的纵向截面。螺纹30(即,位于螺纹的外径和内径之间的螺纹)在此延伸穿过居间层25,并且该层的一个或多个纤维长丝以相对于纵向轴线5的一定的角度缠绕,使得一个或多个长丝的切割端部延伸到螺纹的牙中,优选地一直延伸到其牙顶。在图4c的示例中,缠绕的一个或多个长丝相对于纵向轴线的(第三)角度b为65
°
。对于穿透居间层26的剖面线也是如此。
[0036]
图4d示出了螺栓孔27沿着图4a中的剖面线c﹣c穿过螺栓孔的中心的纵向截面。螺纹30(即,位于螺纹的外径和内径之间的螺纹)在此延伸穿过中间层23,并且该层的一个或多个纤维长丝以相对于纵向轴线5的角度缠绕,使得一个或多个长丝的切断的端部延伸到螺纹的牙中,优选地一直延伸到其牙顶。缠绕的一个或多个长丝相对于纵向轴线5的(第二)角度c可例如为90
°-
α/2或与其接近。在图4c的示例中,缠绕的一个或多个长丝相对于纵向轴线的(第三)角度为60
°
,对应于60
°
的螺纹角α。
[0037]
图5示出了多个层中的一个,其平坦铺设以示出纤维长丝51如何增强树脂52以形成frp材料6。长丝如何密集地缠绕以及在层厚度内的多少层中缠绕取决于材料6的期望特性,但是它通常比图5中示意性示出的更密集。
[0038]
frp层可通过长丝缠绕机形成,其中,缠绕头与支撑管22和正在形成的壳体2相邻,并且在平行于纵向轴线5的纵向方向上、沿着壳体、以不同的速度运动,在支撑管和正在形成的壳体围绕其纵向轴线5旋转时,该速度与长丝在不同的层中正在缠绕的与相对于纵向轴线的角度a、b、c相关。相对于纵向轴线的角度和应用的平行的长丝的数量同时控制,长丝如何密集地应用于缠绕头的沿着壳体和支撑管的来回的每一轮中。缠绕头沿着壳体的轴线5运动表示长丝在壳体的各端部4之间以相对于轴线的角度缠绕,如图5中用于壳体的内层22或外层24的(第一)角度a所示。仅从壳体的一个端部(4a)到壳体的另一个端部(4b)的缠绕产生单向的纤维图案,其中,所有纤维的角度均为a。仅从壳体的端部(4b)到端部(4a)的缠绕产生单向的纤维图案,其中,所有纤维的角度也均为a,但是是从相反方向测量的,这是可替代地将其视为180
°
﹣a(通常表示为-a)的原因。在各端部(4)之间来回缠绕会产生交织的纤维图案,其中,纤维的角度既有角度a,也有角度-a,这种纤维图案通常表示为
±
a。
[0039]
树脂52可以是任何合适的树脂,例如,热固性或热塑性树脂,优选为热固性树脂。例如,树脂可包括环氧树脂、聚酯、聚氨酯或聚乙烯基酯树脂或它们的任何组合或由其组成,优选包括环氧树脂或由其组成。树脂在壳体2的所有层中可以相同,或者在不同的层中可以不同。
[0040]
至少一个纤维长丝51可以由任何合适的纤维材料(例如,包括玻璃纤维、碳纤维、芳纶纤维、聚对苯二甲酸乙二酯纤维或天然纤维或它们的组合组成或由其组成)、优选玻璃纤维制成。至少一个长丝的纤维材料在壳体2的所有层中可以相同,或者在不同的层中可以不同。
[0041]
这些层优选地通过在纤维缠绕机中在旋转的支撑管21上缠绕平行的纤维长丝束而形成。缠绕的角度由缠绕头的侧向速度与支撑管21的旋转速度之比控制。纤维或者在单独的预先浸渍工艺(预浸渍)中与树脂湿混,或者在管的缠绕期间优选地通过借由在线树脂浸渍装置拉出纤维束而与树脂湿混。树脂通常在完成所有层的缠绕后在热风炉中固化,该管在整个固化周期中在该热风炉中旋转。在固化之后,可以移除支撑管21。
[0042]
图6是本发明的方法的实施例的示意流程图。该方法用于形成包括由frp材料6制成的多个同心的层的壳体2。该壳体用于构成具有纵向轴线5和圆形的横截面的frp管1。从该壳体的横向端部表面4设置至少一个带盲孔螺纹的纵向的螺栓孔27。该方法包括:在聚合物树脂固化以形成具有在固体树脂基质中的缠绕的长丝的层之前,通过围绕支撑管21施加聚合物树脂52并以相对于纵向轴线5的角度a、b或c缠绕连续的纤维长丝51,形成m1壳体2的多个层中的每个层。多个层中的内层22的长丝以相对于纵向轴线5的第一角度a缠绕,该第一角度对应于90
°
减去螺栓孔的螺纹30的导程角β
±5°
或
±2°
。同心地位于内层22的外部的中间层23以相对于纵向轴线5的第二角度c缠绕,该第二角度对应于90
°
减去螺栓孔的螺纹30的螺纹角α的一半
±5°
或
±2°
。同心地位于中间层23的外部的外层24的长丝以相对于纵向轴线5的第一角度a缠绕。该方法还包括从由形成m1的多个层制成的壳体2的横向端部表面4钻出m2至少一个螺栓孔27。该方法还包括对钻出m2的至少一个螺栓孔27制出m3有所述螺纹30。
[0043]
在本发明的一些实施例中,第一角度a在82
°
﹣92
°
的范围内,优选地,例如在导程角为3
°
时,第一角度为87
°
。
[0044]
在本发明的一些实施例中,第二角度c在55
°
﹣65
°
的范围内,优选地,例如在螺纹角
为60
°
时,第二角度为60
°
。
[0045]
在本发明的一些实施例中,多个层包括定位于中间层23与内层22或外层24之间的至少一个居间层25或26,其中,所述至少一个居间层中的每个居间层的长丝51以相对于纵向轴线5的角度b缠绕,该角度b在第二角度c和第一角度a之间的范围内,例如在第二角度+2
°
和第一角度﹣2
°
之间的范围内。
[0046]
在本发明的一些实施例中,聚合物树脂52是热固性或热塑性树脂,例如包括环氧树脂、聚酯、聚氨酯和/或聚乙烯基酯,优选环氧树脂。
[0047]
在本发明的一些实施例中,纤维长丝51包括玻璃纤维、碳纤维、芳族聚酰胺纤维、聚对苯二甲酸乙二酯纤维和/或天然纤维,优选玻璃纤维。
[0048]
在本发明的一些实施例中,长丝51是通过长丝缠绕机缠绕的,其中,缠绕头与正在形成的壳体2相邻并且在纵向方向5上沿着壳体以不同的速度运动,该速度与长丝在不同的层中正在缠绕的与相对于纵向轴线的角度a、b或c相关。
[0049]
上面主要参考一些实施例描述了本公开。然而,如本领域技术人员容易理解的,除了以上公开的实施例以外的其他实施例在由所附权利要求限定的本公开的范围内同样是可行的。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips