
 商标分类
商标分类  商标转让
商标转让 
一种拉挤成型装置的制作方法
 2021-02-22 06:02:24|
2021-02-22 06:02:24| 421|
421| 起点商标网
起点商标网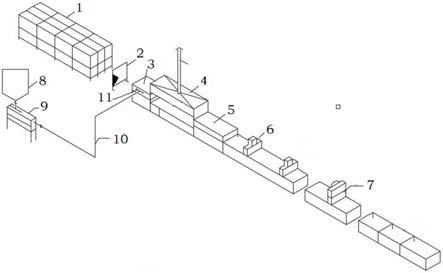
[0001]
本实用新型涉及一种玻璃钢拉挤成型设备领域,适于环氧、不饱和树脂改性的三聚氰胺树脂基玻璃钢成型加工,具体为一种拉挤成型装置。
背景技术:
[0002]
材料的制造和应用关系到装备制造业的总体水平,随着工业现代化的高速进程,对装备制造业的水平要求就越高。拉挤成型工艺是将浸渍的树脂胶液、玻璃纤维束等增强材料,通过预成型模具的预成型、固化,再成型,在牵引力的作用下,实现不同尺寸材料的制备。
[0003]
拉挤的典型工艺流程为:导纱——与树脂预成型——固化——牵引——切割——制品。而成型的过程在模具内完成。比如中国专利号201910542497.2,发明名称为一种纤维增强复合材料拉挤成型装置及其拉挤成型工艺中记载。
[0004]
但是三聚氰胺树脂因其粘度大,含水率高,成型固化速度慢等缺点,很少在玻璃钢行业得到应用。仅限于一些研究或样品试制。但是三聚氰胺树脂基玻璃钢有表面光洁度度,染色效果好,易清洁等特质。所以,对制备三聚氰胺树脂基玻璃钢的设备进行改进,寻找具有实际可操作性的解决方案就是难点。
技术实现要素:
[0005]
本实用新型正是针对三聚氰胺树脂在纤维增强复合材料领域应用存在的实际问题出发,寻求一种具有实际可操作性的解决方案,提供一种拉挤成型装置。通过该装置,可是工艺中的挥发性污染物在微波加热段收集处置,现场卫生环境优良;还可以使相关工艺可以发挥三聚氰胺树脂的成本优势,制备得到的成品表面光洁度好。
[0006]
为了实现以上发明目的,本实用新型的技术方案为:
[0007]
一种拉挤成型装置,其是在现有拉挤成型装置上进行的改进,即增加一个加热段,并将该加热段设置在传统拉挤成型装置中的预成型段和成型段之间。或设置在中国专利号201910542497.2中记载的拉挤成型装置的注胶盒与模具之间。该加热段包括远红外炉或微波加热器、抽风罩、抽风管和抽风机,远红外炉或微波加热器设置在加热段内,在该远红外炉或微波加热器的上方设置抽风罩和抽风管,抽风管插入抽风罩内,抽风机与抽风管连接。
[0008]
以上所述的拉挤成型装置,该装置包括纱架、导纱板、预成型器、加热段、成型段、液压牵引装置、切割机和树脂料罐,其在纱架的一侧设置导纱板,往后依次设置预成型器、加热段、成型段、液压牵引装置、切割机和树脂料罐;树脂料罐通过计量螺杆机或齿轮泵和树脂输送管与预成型器中的树脂分配器连接。
[0009]
预成型器也可称为预成型模,作用为:将复合材料在模具中预成型。
[0010]
在该加热段,大部分可挥发物在此段得到脱除,同时树脂得到预固化,该工艺段产生的工艺废气被抽风机抽出送往废气焚烧炉做无害化处理。
[0011]
当加热段采用微波加热器时,微波加热器的长度为1500mm;在该加热段内的中间
位置装有微波发射原件,电源接线与微波发射原件连接,在微波发射原件的两端设置有防漏波控制装置。
[0012]
当加热段采用远红外炉时,远红外炉的腔体长600mm。
[0013]
远红外炉或微波加热均为现有技术,不赘述。
[0014]
作为优选,所述的液压牵引装置包括液压牵引机一和液压牵引机二,成型段与液压牵引机一连接,液压牵引机二靠近切割机端连接。
[0015]
具体操作步骤如下:
[0016]
①
玻璃纤维或其他增强纤维经纱架、导纱板进入预成型器;
[0017]
②
经环氧或不饱和树脂改性并调制为糊状的三聚氰胺树脂经计量螺杆机或齿轮泵(根据制品需要选配)输送至预成型器上的接口。经环氧或不饱和树脂改性并调制为糊状的三聚氰胺树脂满足出预成型模的树脂能在预成型复合件上挂得住,脱除挥发物质后能迅速定型成半固态。
[0018]
③
经预成型器内置的分布通道均匀分布并被强力挤压与增强纤维束接合,在预成型器内与来自树脂料罐的树脂复合初步成型,初步成型的温度控制在30-60℃。
[0019]
④
出预成型器的复合件穿过加热段进行预固化,加热段控制温度为80-120℃。
[0020]
⑤
出加热段的复合件进入成型段的模具中进行热固化成型,热固化成型的温度控制在150-200℃。
[0021]
⑥
出成型段的复合件被液压牵引装置拉拽,再经切割机裁切到需要的长度,完成整个拉挤成型。
[0022]
玻纤或其他增强纤维与树脂料罐中过来树脂的比例为现有技术,树脂料罐中树脂的主要组份通常为:环氧或不饱和树脂5-30%;三聚氰胺甲醛树脂20-40%;密胺粉20-40%;石英砂微粉(或其他填充微粉)0-20% ;溶剂(改善相溶性用)5-25%,总质量百分含量之和为100%。
[0023]
树脂的制备步骤为:将各种物料混合均匀即可。
[0024]
与现有技术相比,本实用新型的有益效果为:
[0025]
(一)、相比较常规的拉挤装置,取消了树脂浸槽,也没有设置可处理多余树脂的挤胶器;减少了生产成本。
[0026]
(二)、可根据模具的不同拉挤出形状各异的各类线型改性三聚氰胺树脂基玻璃钢材料。
[0027]
(三)、挥发性污染物在微波加热段收集处置,现场卫生环境优良。
[0028]
(四)、该工艺可以发挥三聚氰胺树脂的成本优势,制备得到的成品表面光洁度好。
[0029]
附图说明:
[0030]
图1 为本实用新型中所述拉挤成型装置的位置关系示意图。
[0031]
其中,1——纱架、2——导纱板、3——预成型器、4——加热段、5——成型段、6——液压牵引装置、7——切割机、8——树脂料罐、9——计量螺杆机或齿轮泵、10——树脂输送管、11——树脂分配器。
具体实施方式
[0032]
为了使本实用新型的内容更加便于理解,下面将结合附图和具体实施方式对本实
用新型中所述的工艺做进一步的阐述。但不应将此理解为本实用新型上述主题的范围仅限于下述实施例。
[0033]
如图1所示,一种拉挤成型装置,其是在现有拉挤成型装置上进行的改进,即增加一个加热段,并将该加热段设置在传统拉挤成型装置中的预成型段和成型段之间。或设置在中国专利号201910542497.2中记载的拉挤成型装置的注胶盒与模具之间。该加热段包括远红外炉或微波加热器、抽风罩、抽风管和抽风机,远红外炉或微波加热器设置在远红外炉或微波加热段内,在该远红外炉或微波加热器的上方设置抽风罩和抽风管,抽风管插入抽风罩内,抽风机与抽风管连接。
[0034]
以上所述的拉挤成型装置,该装置包括纱架、导纱板、预成型器、加热段、成型段、液压牵引装置、切割机和树脂料罐,其在纱架的一侧设置导纱板,往后依次设置预成型器、加热段、成型段、液压牵引装置、切割机和树脂料罐;树脂料罐通过计量螺杆机或齿轮泵和树脂输送管与预成型器中的树脂分配器连接。
[0035]
预成型器也可称为预成型模,作用为:将复合材料在模具中预成型。
[0036]
在该加热段,大部分可挥发物在此段得到脱除,同时树脂得到预固化,该工艺段产生的工艺废气被抽风机抽出送往废气焚烧炉做无害化处理。
[0037]
当加热段采用微波加热器时,微波加热器的长度为1500mm;在该加热段内的中间位置装有微波发射原件,电源接线与微波发射原件连接,在微波发射原件的两端设置有防漏波控制装置。
[0038]
当加热段采用远红外炉时,远红外炉的腔体长600mm。
[0039]
远红外炉或微波加热均为现有技术,不赘述。
[0040]
作为优选,所述的液压牵引装置包括液压牵引机一和液压牵引机二,成型段与液压牵引机一连接,液压牵引机二靠近切割机端连接。
[0041]
该装置中的所有设备均与控制器连接。
[0042]
利用以上装置进行三聚氰胺树脂基玻璃钢生产的具体实例如下,本实用新型中所采用的%,如无特殊说明,均表示其质量百分含量比,即wt%。
[0043]
实施例1:
[0044]
采用具体实施方式中的拉挤成型装置生产30mm
×
30mm
×
2mm三聚氰胺树脂基玻璃钢装饰性包角线材:
[0045]
无捻玻璃纱卷放置在简易纱架上,导出穿过导纱板,经预成型器,微波加热段内加热器加热,热固化模具后用拉挤夹具固定;夹具采用电机带动的链板驱动为拉伸提供动力;由不饱和树脂改性的三聚氰胺树脂糊倒入树脂储槽;树脂糊自流进入齿轮泵上部进口,经齿轮泵增压至2.5mpa后经导管式预热器预热至40℃;进入预成型器的进胶口,经内置的树脂分配器及分布道均匀地与纤维在预成型器内复合成型;树脂比控制在15%;出预成型器的复合件进入600mm长的远红外炉腔体,温度控制在80℃;在循环风及远红外加热的作用下挥发份迅速挥发,树脂在此预干燥和半固化;随后进入热模腔内进行热固化。模具采用电热板加热;出模具经牵引装置(牵引机一和牵引机二)牵拉;在经切割机裁切得到表面光洁、低气味的包角材料。
[0046]
气味低是因为不饱和树脂用量非常低,三胺树脂的异味物质会在热模高温下分解挥发所致。
[0047]
实施例2:
[0048]
采用具体实施方式中的拉挤成型装置生产宽度200mm,厚度20mm,表面厚度3mm,筋条厚度2mm的平台用拼接中空板材。
[0049]
该生产线在本拉挤成型装置上增设一个玻璃布条放卷机,无捻玻璃纱卷放置在简易纱架上,导出穿过导纱板,随后连同玻璃布条放卷机过来的玻璃布条,经预成型器,微波加热器,热固化模具后用拉挤夹具固定;夹具采用30吨的液压驱动为拉伸提供动力。
[0050]
由环氧树脂和石英砂微粉改性的三聚氰胺树脂糊倒入带搅拌的树脂储槽,搅拌的作用是防止石英砂沉降导致不均匀;树脂糊自流进入计量螺杆机上部进口,经计量螺杆增压至5mpa后经螺杆筒体预热器预热至52℃;进入预成型模上、下进胶口,经内置的分布道均匀地与纤维在预成型器内复合成型;树脂比控制在20%;出预成型器的复合件进入1500mm长的微波炉腔体,温度控制在90℃;在循环风及微波加热的作用下挥发份迅速挥发,树脂在此预干燥和半固化;随后进入热模腔内进行热固化。模具采用导热油作为热源加热;出模具经牵拉;裁切得到表面光洁、中空板材;材料强度略低于纯环氧树脂材料,不作为结构材料,不影响使用性能,得到的制品气味小,外观漂亮,富有三聚氰胺特有的仿瓷质感。
[0051]
本实用新型还可根据模具的不同拉挤形状各异的各类线型改性三聚氰胺树脂基玻璃钢材料。根据线型材料的尺寸不同,该系统可以是轻型橇装,也可以是单机组合式系统。
[0052]
虽然本实用新型已经通过具体实施方式对其进行了详细阐述,但是,本专业普通技术人员应该明白,在此基础上所做出的未超出权利要求保护范围的任何形式和细节的变化,均属于本实用新型。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips